|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Элементы режимов резания при точени
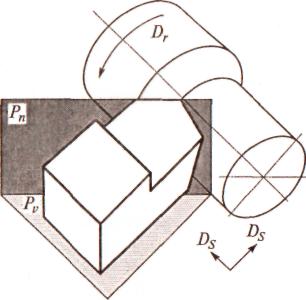
Элементами процесса резания являются скорости движений резания и глубина резания. Совокупность этих элементов называется «режим резания». Скорость резания V — путь, пройденный наиболее отдаленной от оси вращения точкой поверхности резания относительно режущей кромки резца за единицу времени (м мин). Скорость резания зависит от частоты вращения и диаметра обрабатываемой заготовки. Чем больше диаметр D заготовки, тем больше скорость резания при одной и той же частоте вращения, так как за один оборот заготовки (или за одну минуту) путь, пройденный точкой А на поверхности резания (рис. 1.2), будет больше пути, пройденного точкой Б (π D> π d). Рис. 1.2. Данные для определения скорости резания при точении Размерность скорости резания: для лезвийной обработки — м/мин, для абразивной обработки — м/с. Если главное движение является вращательным, то для лезвийной обработки V= π Dn/1000; для шлифования V= π Dn/(1000*60), где D — наибольший диаметр обрабатываемой поверхности заготовки или диаметр вращающегося инструмента, мм; п — частота вращения заготовки (инструмента), об/мин. Если известна скорость резания, допускаемая режущими свойствами инструмента v и диаметр заготовки D, можно определить требуемую частоту вращения заготовки и настроить на частоту шпинделя: n=1000v/π D, об/мин Если главное движение является возвратно-поступательным, а скорости рабочего и холостого ходов разные, средняя скорость, м/мин, равна Vcp =(K + 1)Lm/1000, где К = Vpx/Vxx — коэффициент отношения скорости рабочего хода Vpx к скорости холостого хода Vxх; L — расчетная длина хода резца, мм; т — число двойных ходов резца в минуту. Скорость движения подачи (подача) S — путь точки режущего лезвия инструмента относительно заготовки в единицу времени в направлении движения подачи. Различают: подачу в минуту (минутную) Sм — перемещение режущего инструмента в минуту, мм/мин; подачу на оборот S0 — перемещение режущего инструмента за один оборот заготовки или инструмента, мм/об; для многозубых инструментов — подачу на зуб Sz — перемещение режущего инструмента за время поворота на угол, равный угловому шагу зубьев, мм/зуб; подачу на двойной ход S2x — перемещение режущего инструмента за один двойной ход, мм/2х. SM = SOn= Sznz = S2х, где z — число зубьев инструмента. При точении различают продольную подачу, направленную вдоль оси заготовки; поперечную подачу, направленную перпендикулярно оси заготовки; наклонную подачу под углом к оси заготовки (при обработке конической поверхности).
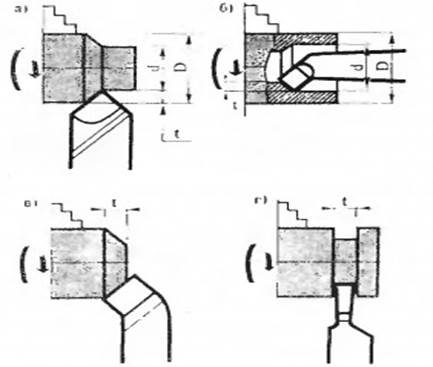
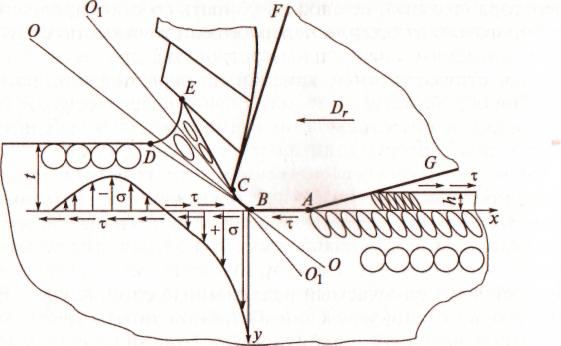
Глубина резания t — кратчайшее расстояние между обработанной и обрабатываемой поверхностями, мм. При точении (рис. 1.3, а) глубина резания равна t = 0, 5(D3 - d), где D3 и d — соответственно диаметры заготовки и обработанной поверхности, мм. При растачивании (рис. 1.3, б) глубина резания представляет собой полуразность между диаметром отверстия после обработки и диаметром отверстия до обработки. При подрезании глубиной резания являемся величина срезаемого слоя, измеренная перпендикулярно к обработанному торцу (рис. 1.3, в) и при отрезании и прорезании глубина резания равна ширине канавки, образуемой резцом (рис. 1.3, г). Рис. 1.3. Глубина резания при различных видах обработки. а - наружное точение (обтачивание), б - растачивание, в - подрезание торца, г - отрезание 3 3. Виды резцов и их геометрические параметры Токарные резцы подразделяются по назначению, материалу рабочей части, форме головки и направлению подачи, конструкции, сечению стержня и т.д. По назначению различают резцы проходные, подрезные, отрезные, расточные, галтельные, фасонные и резьбовые. Токарные резцы применяют: - проходные – для обтачивания наружных цилиндрических и конических поверхностей; - расточные – проходные и упорные – для растачивания глухих и сквозных отверстий; - отрезные – для отрезания заготовок и точения канавок; - резьбовые – для нарезания наружных и внутренних резьб; - фасонные – для обработки фасонных поверхностей; - галтельные – для обтачивания переходных поверхностей между ступенями валов по радиусу. По направлению подачи проходные резцы подразделяют на правые и левые. По форме головки и ее расположению резцы подразделяются на прямые, отогнутые и изогнутые. По конструкции резцы могут быть цельные, с приваренной встык головкой, с припаянной пластинкой и с механическим креплением режущих пластин. В качестве материала рабочей части обычно используют быстрорежущие стали, твердые сплавы и металлокерамику. По сечению стержня различают резцы прямоугольные, квадратные и круглые. Токарный прямой проходной резец (рис. 3.1) состоит из рабочей части (головки) 2 и тела (стержня) 3. Тело резца служит для его установки и закрепления в резцедержателе. Рабочая часть резца образуется при его заточке и содержит следующие элементы: передняя поверхность 4 (поверхность, по которой сходит стружка); главная задняя поверхность 7 (она наиболее развита и направлена по движению подачи); вспомогательная задняя поверхность 7 (направлена против движения подачи). Пересечение передней и главной задней поверхностей дает главную режущую кромку 6, пересечение передней и вспомогательной задней поверхностей дает вспомогательную режущую кромку 5. Режущие кромки пересекаются в вершине резца 8. Расположение поверхностей и кромок резца определяется его заточкой (геометрия инструмента). Рис. 3.1. Элементы и части прямого токарного проходного резца: 1 — вспомогательная задняя поверхность; 2 - головка резца; 3 — тело резца; 4 — передняя поверхность; 5, 6 — вспомогательная и главная режущие кромки соответственно; 7 — главная задняя поверхность; 8 — вершина резца Для определения углов, под которыми располагаются элементы инструмента, вводят координатные плоскости. Рассматривают три системы координат: инструментальную, статическую и динамическую. В инструментальной системе координат инструмент рассматривается как геометрическое тело. В статической системе координат скорость главного движения отлична от нуля, а скорость движения подачи равна нулю. В динамической системе координат скорости главного движения и движения подачи отличны от нуля. Рис 3.2. Координатные плоскости токарного проходного резца: Dr – движение резания; DS – движения подачи; Pv - основная плоскость; Pn – плоскость резания Рассмотрим геометрию режущей части инструмента в статической системе координат на примере токарного проходного резца (рис. 3.3). Главные углы рассматриваются в главной секущей плоскости Рх. Главный задний угол α — угол между касательной к главной задней поверхности в рассматриваемой точке главной режущей кромки и плоскостью резания. Наличие угла уменьшает трение между обработанной и главной задней поверхностями, что увеличивает стойкость инструмента. Однако чрезмерное увеличение угла приводит к уменьшению прочности режущего лезвия. Величина угла — в пределах 5... 10° и выбирается в зависимости от упругих свойств обрабатываемого материала. Для тех видов обработки, при которых скорость подачи соизмерима со скоростью главного движения (нарезание резьбы), угол выбирается в пределах 8... 14°. Углом заострения β называется угол между передней и главной задней поверхностями резца. Главный передний угол γ — угол между основной плоскостью и передней поверхностью. Он может быть положительным (если передняя поверхность расположена ниже основной плоскости), равным нулю (передняя поверхность совпадает с основной плоскостью) и отрицательным (если передняя поверхность расположена выше основной плоскости). При обработке низкоуглеродистых и низколегированных сталей быстрорежущим инструментом угол γ выбирают в пределах 12... 18°. При обработке вязких материалом угол увеличивают, а при обработке хрупких и твердых материалов — уменьшают вплоть до отрицательных значений. Рис. 3.3. Углы резца в статической системе координат: Dr — движение резания; Ds — движение подачи; Pv — основная плоскость; Рn—плоскость резания; Рτ — главная секущая плоскость; α, γ — главные задний и передний углы; φ, φ 1— главный и вспомогательный углы в плане; λ — угол наклона главной режущей кромки Углы в плане рассматриваются между направлением движения подачи и проекцией соответствующей режущей кромки на основную плоскость. Главный угол в плане φ — угол между проекцией главной режущей кромки на основную плоскость и направлением движения подачи. Вспомогательный угол в плане φ 1 — угол между проекцией вспомогательной режущей кромки на основную плоскость и направлением движения подачи. При обработке деталей малой жесткости угол φ берут близким или равным 90°, так как в этом случае радиальная сила, вызывающая изгиб детали, минимальна. В зависимости от условий работы принимают φ = 10...90°. Наиболее распространенной величиной угла резца в плане при обработке на универсальных токарных станках является φ =45°. Вспомогательный угол в плане φ 1=0...45°; наиболее распространен φ 1=12...15°. Угол наклона главной режущей кромки λ — это угол между главной режущей кромкой и основной плоскостью, проведенной через вершину резца. Если вершина резца является высшей частью главной режущей кромки, λ > 0; если совпадает с основной плоскостью, λ = 0; если вершина является низшей частью главной режущей кромки, λ < 0. С увеличением угла ухудшается качество обработанной поверхности. Но чаще всего выбор величины и знака угла определяется направлением схода стружки. При отрицательных значениях угла λ стружка сходит по направлению движения подачи, что безопасно при работе на универсальных станках; при положительных — стружка сходит по направлению против движения подачи, что безопасно при работе на станках с автоматическим и полуавтоматическим циклом. Положительные углы применяются при обработке отверстий для того, чтобы стружка выходила из отверстия. Угол наклона главной режущей кромки λ определяет направление схода стружки. При положительном к стружка имеет направление на обработанную поверхность, при отрицательном λ — на обрабатываемую поверхность. 4 ФИЗИЧЕСКИЕ ОСНОВЫ ПРОЦЕССА РЕЗАНИЯ МЕТАЛЛОВ Резание металлов — это сложный процесс физико-химического взаимодействия режущего инструмента, заготовки и окружающей среды. В начальный момент режущее лезвие инструмента вдавливается в металл, в срезаемом слое возникают упругие деформации, которые затем переходят в пластические. В плоскости, перпендикулярной траектории перемещения резца, возникают нормальные напряжения, а, а в плоскости, совпадающей с траекторией перемещения резца, — касательные напряжения т. Срезаемый слой металла пластически деформируется. Рост пластических деформаций приводит к деформации сдвига, т.е. смещению частей кристалла относительно друг друга. Срезанный сегмент стружки претерпевает дополнительную деформацию вследствие трения о переднюю поверхность и завивается в спираль. Структура металла в зоне BDEC отличается от структуры нижележащих слоев основного металла. (На рис. 1.5. недеформированные слои условно показаны в виде окружностей, по мере деформации окружности сплющиваются, и большая ось получившихся овалом располагается под углом к линии ОО.) Характер деформаций срезаемого слоя зависит от физико-механических свойств обрабатываемого металла, геометрии режущего инструмента, условий обработки, режимов резания и т.д. При резании с малыми скоростями и большими величинами подачи и глубины резания стружка имеет ярко выраженные плоскости сдвига и сегменты (стружка скалывания). При резании с большими скоростями и малыми величинами подачи и глубины резания стружка имеет вид сплошной ленты, прирезцовая сторона гладкая, на внешней стороне видны небольшие пилообразные зазубрины (сливная стружка). Такая стружка может травмировать оператора (токаря), ее сложно убирать со станка, сложно транспортировать в отделение переработки стружки, поэтому необходимо применять специальные устройства для ее дробления (например, стружколомные канавки на передней поверхности резца). При обработке хрупких материалов пластическая деформация практически отсутствует; стружка имеет вид отдельных, не связанных друг с другом сегментов (стружка надлома). По мере прохождения режущего инструмента обработанная поверхность, вследствие воздействий упругих и пластических деформаций, упруго восстанавливается на величину h, и структура поверхностных слоев отличается от структуры сердцевины. Твердость поверхностного слоя будет выше твердости сердцевины, образуется так называемый наклепанный слой, наклеп. Величина упругого восстановления обработанной поверхности, твердости поверхностного слоя, глубины расположения наклепанного слоя. И эпюры напряжений зависят от физико-механических свойств обрабатываемого металла, геометрии режущего инструмента, условий обработки, режимов резания. Чем больше упругопластические свойства обрабатываемого материала, чем больше применяемые глубина резания и подача и чем меньше скорость резания, ем больше величина упругого восстановления обработанной поверхности, твердость поверхностного слоя и тем глубже распространен наклеп.
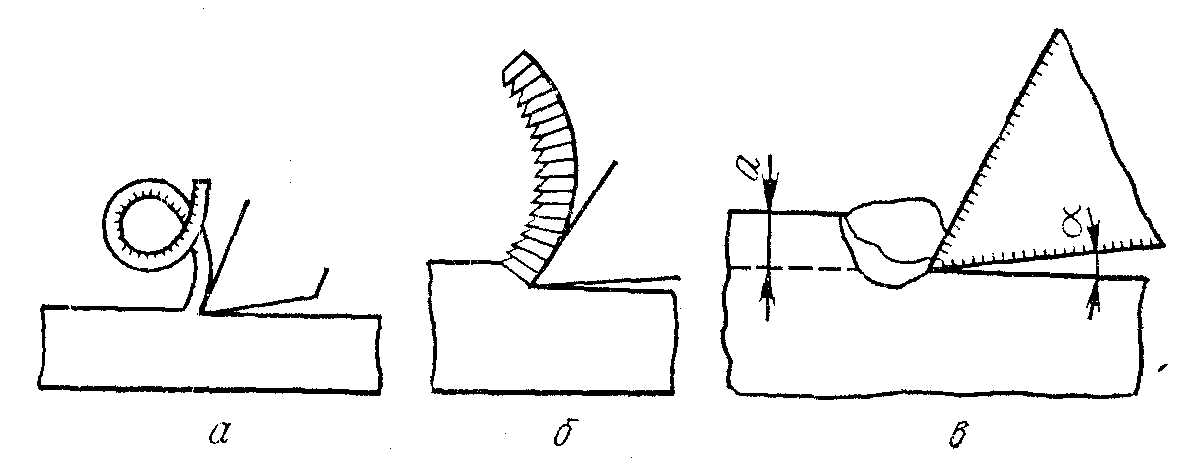
Рис. 1.5. Схема процесса резания: Dr — движение резания; BCF — передняя поверхность; GAB — задняя поверхность; BD — плоскость скалывания; BDEC — зона стружкообразования; ОО — плоскость сдвига; О1О1 — направление осей деформированных кристаллов; h — упругое восстановление обработанной поверхности; t — глубина резания; σ, τ -нормальные и касательные напряжения соответственно Процесс образования стружки. Процесс резания можно рассматривать как процесс местного сжатия и сдвига металла резцом с последующим образованием стружки. Слой металла, подлежащий срезанию, находится в сложнонапряженном состоянии; упругим и пластическим деформированиям подвергаются также близлежащие слои металла, расположенные впереди резца и под ним. По классификации проф. И. А. Тиме в процессе резания различных материалов образуются следующие основные виды стружек: сливные (непрерывные), скалывания (элементные) и надлома (рис. 1.6). Сливные стружки образуются при резании вязких и мягких материалов (например, мягкой стали, латуни) и являются наиболее распространенными. Стружки надлома образуются при резании хрупких металлов (например, серых чугунов). Такая стружка состоит из отдельных, как бы вырванных элементов, почти не связанных между собой; при этом обработанная поверхность получается грубошероховатой, неровной. Стружки скалывания занимают промежуточное положение между сливными стружками и стружками надлома и образуются при обработке некоторых сортов латуни и твердых сталей с большими подачами и относительно малыми скоростями резания. С изменением условий обработки стружка скалывания может перейти в сливную, и наоборот. Образованию сливной стружки способствуют увеличение переднего угла у, уменьшение толщины среза а, повышение скорости резания v, а также увеличение пластичности обрабатываемого материала.
Рис 1.6. Ти пы стружек. а – сливная, б – скалывания, в – надлома.
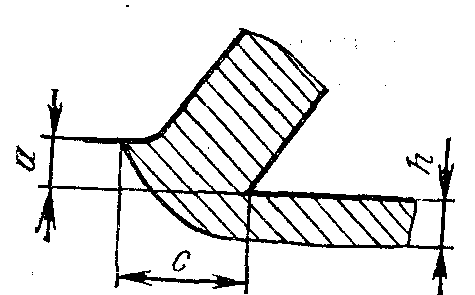
Рис 1.7. Схема образования стружки скалывания. Образование стружки скалывания происходит следующим образом (рис. 1.7). Резец под действием силы Р внедряется в металл и сжимает его, вызывая в нем упругопластические деформации. В срезаемом слое металла впереди резца возникают скалывающие напряжения. Когда эти напряжения превысят прочность металла, произойдет скалывание первого элемента стружки по плоскости скалывания АВ. При дальнейшем Продвижении резца происходит образование следующих элементов стружки (обозначены номерами 1, 2, 3...) аналогично предыдущим. Направление плоскости скалывания АВ составляет с направлением движения резца угол β 1, который называется углом скалывания. Этот угол несколько изменяется с изменением условий резания, и главным образом с изменением угла резания δ. В сливных стружках разделение элементов по плоскости скалывания не происходит. В этом случае угол β 1 правильнее называть углом сдвигов (смещений). Характер и степень деформации металла заготовки при образовании стружки определяют шероховатость обработанной поверхности, количество теплоты, выделяющейся при резании, форму стружки, износ режущего инструмента и другие явления, происходящие при резании металлов. Поэтому излучение процесса образования стружки и познание закономерностей явлений, которые сопровождают этот процесс, имеют первостепенное значение и являются одной из важных задач науки о резании материалов. Огромные успехи, достигнутые в области совершенствования процесса резания металлов (скоростное резание, резание на увеличенных подачах и т.д.), а также разработка наиболее рациональных конструкций режущего инструмента стали возможными только в результате глубокого изучения процесса стружкообразования. Наклеп металла. В процессе резания пластическая деформация происходит не только в срезаемом слое, но и в поверхностном слое основной массы металла.
Рис 1.8. Зона распространения пластической деформации. Деформирование вызывает изменение физических свойств металла: повышает его твердость, снижает относительное удлинение и ударную вязкость. Зона упрочнения при резании показана на рисунке 1.8. Наибольшее упрочнение получает металл стружки. Твердость стружки может стать выше твердости обрабатываемого материала в 1, 5...4 раза. Степень упрочнения и глубина наклепанного слоя детали зависят также от начальных свойств обрабатываемого материала, геометрии и остроты режущего инструмента, режима резания, применения смазочно-охлаждающей жидкости. Пластичные металлы более склонны к упрочнению, чем менее пластичные. Увеличение подачи и глубины резания увеличивает наклеп. Увеличение скорости резания и применение смазочно-охлаждающих жидкостей способствуют уменьшению наклепа. Усадка стружки. В результате пластической деформации обрабатываемого материала в зоне резания длина стружки l1получается меньше длины l, пройденной резцом (рис. 1.9).
Рис.1.9. Схема усадки стружки. Усадка стружки зависит от режимов резания, геометрических параметров инструмента и физико-механических свойств обрабатываемого материала. С увеличением переднего угла γ (или уменьшением угла резания δ ) усадка стружки уменьшается, что объясняется уменьшением деформации при срезании стружки. С увеличением скорости резания усадка стружки сначала уменьшается, достигает минимума, затем возрастает, проходит через максимум и при дальнейшем повышении скорости резания вновь уменьшается. Такой характер изменения кривой усадки в зависимости от скорости резания связан с изменением коэффициента трения между передней поверхностью резца и сходящей стружкой. С увеличением толщины среза (подачи) при сохранении неизменными всех других условий усадка стружки уменьшается. Изменение ширины среза (глубины резания) незначительно влияет на усадку стружки. При обработке более пластичных материалов усадка стружки возрастает. Усадку стружки можно рассматривать как интегральное выражение степени пластических деформаций при резании металлов. Нарост. При некоторых условиях на переднюю поверхность резца около режущей кромки налипает обрабатываемый материал, образуя так называемый нарост. Причинами образования нароста служат два основных фактора: наличие весьма высоких давлений около режущей кромки, доходящих при резании сталей до 8...10 ГПа, и наличие около режущей. кромки небольшой зоны нулевых скоростей.
Рис. 1.10. Нарост на резце Вблизи точки А (рис. 1.10) поток материала раздвигается: часть уходит в стружку, а часть металла образует заготовку; при этом на режущей кромке возникает зона нулевых скоростей, т. е. «застойная зона». Вследствие высоких давлений в зоне резания и наличия значительных деформаций твердость нароста становится в 2...3 раза больше твердости обрабатываемого металла. В результате образовавшийся нарост сам начинает производить резание металла, являясь как бы продолжением резца. На размеры нароста оказывают влияние многие факторы: физико-механические свойства обрабатываемого металла, режимы резания, геометрические параметры инструмента, наличие и состав смазочно-охлаждающей жидкости. С увеличением пластичности обрабатываемого металла размеры нароста возрастают. Наоборот, при обработке заготовок из хрупких металлов, например из чугуна, нарост может и вовсе не образоваться. С изменением скорости резания изменяются и размеры нароста. При малых скоростях (2...5 м/мин) нарост не образуется. В интервале скоростей резания 10...20 м/мин (для стали) нарост значителен. Эта зона, скоростей самая неблагоприятная в отношении получения малой шероховатости поверхности. При скоростях резания свыше 20 м/мин высота нароста уменьшается по мере дальнейшего увеличения скорости резания. Это объясняется тем, что температура в зоне резания возрастает и надрезцовый слой сходящей стружки размягчается, что приводит к уменьшению коэффициента трения и ухудшению условий для удержания нароста на передней поверхности. С увеличением подачи (толщины срезаемого слоя) размеры нароста увеличиваются. Поэтому при чистовой токарной обработке рекомендуются подачи в пределах 0, 1...0, 2 мм/об. Глубина резания существенного влияния на размеры нароста не оказывает. С увеличением угла резания δ увеличивается зона деформированного материала и, следовательно, увеличивается нарост. Применение смазочно-охлаждающей жидкости уменьшает нарост. При прерывистом резании (фрезеровании, строгании) нарост на режущей кромке инструмента обычно не удерживается. 5 Силы резания при точении, определение их величин и мощности резания Под силой резания понимают силу сопротивления перемещению режущего инструмента относительно обрабатываемой заготовки. Работа силы резания затрачивается на упругое и пластическое деформирование металла, на его разрушение, на трение задней поверхности об обработанную поверхность и пружки о переднюю поверхность режущего инструмента. Результатом сопротивления металла заготовки процессу резания является возникновение реактивных сил, воздействующих на режущий инструмент (рис. 4.1, а). Реактивные силы — это силы упругого (Ру1и Ру2) и пластического (Рп1и Рп2) деформирования, направленные перпендикулярно соответственно задней и передней поверхностям инструмента, силы трения (Т1, и Т2) по задней и передней поверхностям. Векторная сумма всех этих сил даст единичную силу резания по сечению резца. Просуммировав единичные силы, получим равнодействующую силу резания Р = Рп1 + Рп2 + Py1+ +Ру2 + Т1 + Т2. Однако вследствие переменности условий резания (неоднородность структуры металла заготовки, допуски на размеры обрабатываемой поверхности и т.д.), равнодействующая сила резания Р переменна по величине и направлению, поэтому для расчетов используютне силу Р, а ее проекции на заданные координатные оси:
Рис 4.1. Сила резания: а – плоская система сил; б - разложение силы резания на составляющие; Dr– движение резания; DS– движение подачи; Py1, Pп2 – реактивные силы упругой и пластической деформации по передней поверхности; Py2, Pп2 – реактивные силы упругой и пластической деформации по задней поверхности; Т1, Т2 – силы трения; Р – сила резания; Pz, Px, Py – соответственно главная, осевая и нормальная составляющая силы резания Р = Рх+ Ру + Рz (рис. 4.1, б). Ось Ох проводят в направлении, противоположном направлению движения подачи, ось Oz в направлении главного движения, ось Оу в направлении, перпендикулярном обработанной поверхности. Полученные проекции: Pz— главная составляющая силы резания; Рх— тангенциальная (осевая) составляющая силы резания; Ру— нормальная (радиальная) составляющая силы резания. Причем использование составляющих силы резания оказалось необычайно удобно. Во-первых, по силе Pzопределяют параметры механизма главного движения станка, по силе Рх определяют параметры механизма подачи станка, сила Ру является одним из главных элементов расчета точности обработки. Во-вторых, соотношение составляющих силы резания для различных схем обработки и различных пар «материал заготовки — материал режущей части инструмента» достаточно стабильно. Например, для наружного точения низколегированных сталей быстрорежущим инструментом соотношение Pz: Py: P находится в пределах 1: (0, 4... 0, 6): (0, 2...0, 4). Главную составляющую силы резания Pz определяют по эмпирической формуле
Pz =CP tXp SY pvZp Kl K2...Ki, где СР — коэффициент, учитывающий физико-механические свойства обрабатываемого материала; l— глубина резания, мм; S — подача, мм/мин; v — скорость резания, м/мин; показатели степени ХР, YP, ZP и коэффициенты К1 К2, ..., Кi, учитывают факторы, не вошедшие в формулу. Аналогичные формулы существуют и для расчета других составляющих силы резания. При изменении условий работы в формулу для расчета сил вводят из справочников поправочные коэффициенты на прочность обрабатываемого материала, передний угол γ , главный угол в плане φ, износ резца по задней поверхности, форму передней поверхности. С уменьшением переднего угла γ возрастают затрачиваемая на пластические деформации работа и сила резания. При затуплении резца силы резания увеличиваются. Применение смазочно-охлаждающих жидкостей на 10...15 % уменьшает силы резания. При работе резцами, оснащенными пластинками из твердых сплавов, на скоростных режимах резания формула для определения силы PZ(H) имеет вид: Pz=10Cptxsyn Выбранный режим резания проверяют по мощности. Мощность, затрачиваемая на резание, должна быть меньше или равна мощности на шпинделе
гдеNм - мощность электродвигателя; η — КПД станка. Если расчетная мощность резания окажется больше мощности на шпинделе, то скорость резания должна быть уменьшена. Выбранный режим резания проверяют также по крутящему моменту. Крутящий момент резания должен быть меньше или равен крутящему моменту на шпинделе, т. е. Мр≤ Мшп. Кроме того, выбранный режим проверяют по прочности механизма подачи станка, пластинки твердого сплава и державки резца. При чистовой обработке режим проверяют по шероховатости обработанной поверхности.
Критерием производительности выбранного режима резания служит основное (машинное) время. 6 КАЧЕСТВО ОБРАБОТАННОЙ ПОВЕРХНОСТИ Качество поверхности – совокупность физико-механических свойств, геометрических показателей поверхностного слоя как результат технологического воздействия на данную поверхность. Физико-механические свойства поверхностного слоя детали характеризуются глубиной и степенью упрочнения (наклепа), а также значениями остаточных напряжений и глубиной их проникновения. Геометрические параметры обработанной поверхности характеризуются следующими отклонениями от геометрической формы – макрогеометрией (бочкообразность, конусность, овальность, неплоскостность) и микрогеометрией (шероховатость и волнистость). Погрешности геометрической формы должны укладываться в допуск на размер с заданной точностью изготовления детали. Точность обработки – это соответствие формы, размеров и положения обработанной поверхности требованиям чертежа и технических условий. Точность размеров обработанной детали определяется допусками, т.е. разностью между наибольшим и наименьшим предельными размерами, которые на чертежах проставляются соответствующими обозначениями согласно существующим квалитетам. ЕСДП СЭВ для всех диапазонов размеров устанавливает 19 квалитетов. Одной из основных характеристик качества поверхности деталей является ее шероховатость. Качество обработанной поверхности определяется шероховатостью и волнистостью, а также физико-механическими характеристиками поверхностного слоя. Под шероховатостью поверхности понимают совокупность и характер микронеровностей (с относительно малыми шагами) на данной поверхности, рассматриваемых на определенной (базовой) длине. Волнистость (волнообразное искривление поверхности) есть совокупность более или менее регулярно повторяющихся и близких по размеру чередующихся возвышений и впадин, причем расстояние между соседними возвышенностями (впадинами) превышает базовую длину при изменении шероховатости поверхности, а также высоту возвышений. Волнистость занимает промежуточное положение между отклонениями геометрической формы (конусообразность, овальность и т. п.) и шероховатостью поверхности. При больших значениях шага и высоты волн волнистость может рассматриваться как погрешность геометрической формы (например, огранка). Волнистость в настоящее время не нормирована. Согласно рекомендациям, волнистость определяется: а) высотой волнистости (Rz ); б) средним шагом волнистости Sm. Отклонение формы Волнистость Шероховатость
S/R> 1000; S/R=50…1000 S/R< 50 Физико-механические свойства поверхностного слоя определяются структурой, твердостью, остаточными напряжениями, характером изменения свойств по глубине и др. Физические свойства поверхностного слоя отличаются от физических свойств основного металла. Это объясняется тем, что при обработке резанием поверхностный слой подвергается воздействию высоких температур и значительных сил, которые вызывают упругие и пластические деформации. Поверхностный слой детали после обработки состоит из пленки адсорбированных из атмосферы газов, слоя окислов, нитридов, обезуглероженного слоя и слоя деформированных зерен. Толщина пленки адсорбированных газов составляет 2...ЗА (А=10-7мм). Толщина дефектного слоя составляет при предварительном шлифовании 30...50 мкм, а при тонком шлифовании 10 мкм. Таким образом, даже при такой чистовой операции, как тонкое шлифование, поверхностный слой толщиной более 10 мкм отличается от основного металла. Шероховатость и волнистость поверхности оказывают весьма значительное влияние на такие важные эксплуатационные свойства деталей машин, как износостойкость, усталостная прочность, контактная жесткость, антикоррозионная стойкость, стабильность посадок и др. Вследствие шероховатости и волнистости поверхностей сопрягаемых деталей фактическая площадь их контакта становится значительно меньше номинальной, что ведет к увеличению удельных нагрузок, нарушению масляной пленки, разрушению и деформированию выступающих неровностей. Поэтому грубые поверхности имеют низкую износостойкость. Наличие микронеровностей вызывает концентрацию напряжений во впадинах гребешков, что приводит к появлению трещин и снижает прочность деталей (особенно деталей, работающих при знакопеременных нагрузках). Величина шероховатости поверхности оказывает значительное влияние на коррозионную стойкость деталей в атмосферных условиях. Очаги коррозии образуются в первую очередь во впадинах. Чем чище обработана поверхность, тем выше ее коррозионная стойкость. Правда, при работе деталей в агрессивных средах шероховатость поверхности уже мало влияет на их коррозионную стойкость, так как сама среда оказывает в этом случае наибольшее влияние. Микронеровности (шероховатости) оказывают важное влияние и на стабильность подвижных и неподвижных посадок. За счет износа трущихся поверхностей происходит увеличение зазоров и изменение посадок. Это может произойти не только в течение длительной эксплуатации, но и в начальный период приработки трущихся деталей, когда происходит особенно интенсивный износ и деформирование микронеровностей сопряженных поверхностей (до 65...70 % их высоты). Надежность неподвижных посадок выше при более низкой шероховатости сопрягаемых поверхностей. Кроме того, шероховатость поверхности оказывает влияние на условия смазки, герметичность сальников и другие характеристики сопряжений.
Следует, однако, иметь в виду, что чрезмерные требования к шероховатости поверхностей деталей приводят к усложнению и удорожанию технологии изготовления деталей и являются бесполезными с точки зрения улучшения эксплуатационных свойств деталей. Поэтому детали изготовляют только с такой шероховатостью поверхности, которая наиболее рациональна в условиях работы детали в изделии. Шероховатость поверхности, согласно ГОСТ 2789—73, оценивается либо средним арифметическим отклонением профиля Ra либо высотой неровностей профиля Rz по десяти точкам, взятым в микрометрах
|
Последнее изменение этой страницы: 2019-06-19; Просмотров: 160; Нарушение авторского права страницы