|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Основы процесса соединения двух металловСтр 1 из 69Следующая ⇒
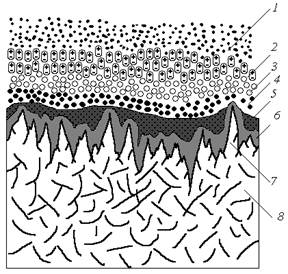
Всякое твердое тело представляет собой систему атомов, ионов или молекул, связанных между собой внутренними силами притяжения. У кристаллических или поликристаллических тел эти частички расположены в узлах кристаллической решетки. Большинство металлов характеризуется объемно центрированной, гранецентрированной, гексагональной плотноупакованной решетками. Для соединения двух твердых тел с получением общего монолита необходимо установить между их поверхностными атомами непосредственную связь, т.е. сблизить их на расстояния, сопоставимые с величиной параметра кристаллической решетки. Современные методы механической обработки (финишное полирование) позволяют обеспечить сближение поверхностей на величину 10-5 мм. Но, даже такая обработка не обеспечит получение монолита по нескольким причинам. - Выступы и впадины микронеровностей7 на поверхностях соединяемых тел не позволяют сблизить их на требуемые расстояния (рис. 1.1). - Наличие на поверхностях различных загрязнений (окисные6 и масляные7 пленки). - Наличие энергетического барьера потенциальной энергии системы атомов поверхностных слоев. Следовательно, для получения сварного соединения необходимо ввести в зону сварки дополнительную энергию, что позволит: - пластически деформировать выступы микронеровностей; - разрушить и удалить поверхностные пленки; - активировать атомы в поверхностных слоях для преодоления энергетических барьеров.
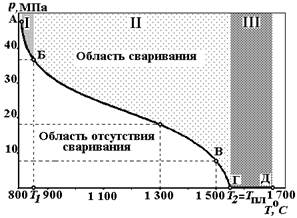
Наиболее распространенными способами внесения энергии в зону сварки являются нагрев и деформирование, характеризуемые технологическими режимами сварки: температурой нагрева и величиной давления. Для различных свариваемых материалов взаимосвязь технологических режимов может быть различна. Рассмотрим эту связь для технически чистого железа (без учета загрязнения свариваемых поверхностей) (рис. 1.2).
Кривая разделяет поле технологических параметров на две области: Область сваривания – область, в которой получается качественное сварное соединение, со свойствами сварного шва, близкими к свойствам основного металла заготовок. Область отсутствия сваривания – область, в которой сварное соединение или не получится, или сварной шов будет низкого качества. Область сваривания содержит три температурных участка (I, II, III). На участке I (температурах до Т1» 850ОС) для получения качественного сварного шва необходимы высокие давления (более 350 МПа). Этот участок называют областью ограниченного сваривания. На участке II для получения качественного сварного шва необходимо прикладывать внешнее давление. При этом, чем выше температура, тем меньше необходимое давление. Этот участок называют областью сварки давлением. На участке III для получения качественного сварного шва нет необходимости прикладывать внешнее давление, поскольку металл переходит в расплавленное состояние. Этот участок называют областью сварки плавлением. температурные области сварки различных металлов и сплавов отличаются друг от друга. Например: алюминий, свинец и медь при больших пластических деформациях могут свариваться при комнатной температуре. Для сплава «железо - углерод» интервалы температур сварки давлением зависят от содержания в них углерода (рис. 1.3). по мере увеличения содержания углерода температурный интервал, обеспечивающий хорошее качество сварки давлением уменьшается. Так, сварку чугуна (содержание углерода более 2, 14%) можно осуществлять только при наличии жидкой фазы (сварка плавлением или с частичным оплавлением).
При сварке разнородных металлов и сплавов возможны три варианта сварного шва.Соединяемые металлы образуют непрерывные твердые растворы (железо - никель, железо - хром, никель - олово). При этом совместная кристаллизация обеспечивает установление межатомных связей как внутри кристалла, так и по границам зерен. Соединяемые металлы или составляющие соединяемых металлов имеют ограниченную растворимость друг в друге (железо - медь, медь - олово). В этом случае возрастает роль связей между отдельными кристаллами (межкристаллитных связей). Соединяемые металлы практически не растворяются друг в друге (железо - медь, медь - алюминий). При этом связь может устанавливаться только по границам кристаллов. К наиболее важному родственному сварке процессу относят наплавку. Наплавка - нанесение посредством сварки плавлением дополнительного слоя расплавленного металла на нагретую или доведенную до состояния плавления поверхность изделия. Целью наплавки является создание на поверхности детали слоя металла с особыми свойствами (износостойкое, антикоррозионное или иное покрытие) или восстановление размеров детали при ее ремонте. |
Последнее изменение этой страницы: 2019-06-19; Просмотров: 322; Нарушение авторского права страницы