|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Оборудование для электрошлаковой сварки
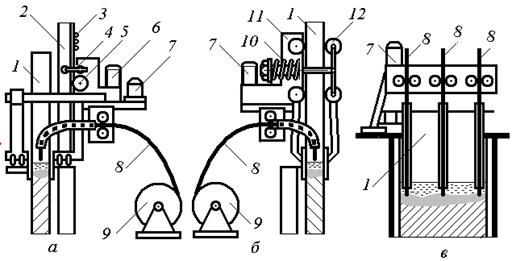
Оборудование для ЭШС должна содержать устройства для принудительного удержания сварочной ванны в зазоре между ползуном и свариваемыми деталями; механизмы для перемещения сварочной головки и других систем по вертикали, вдоль свариваемых кромок; источники питания, характеристики и параметры которых обеспечивают устойчивость процесса; механизмы перемещения электродов вдоль зеркала сварочной ванны для равномерного ее прогрева и, следовательно, для получения равномерного провара кромок. Комплекс механизмов для автоматической или полуавтоматической ЭШС вертикальных швов должен одновременно выполнять следующие действия: нагрев шлаковой ванной свариваемых кромок и присадочного материала до температуры их плавления; подачу в зазор между кромкой электродного и дополнительного металла; подвод к электроду сварочного тока; удерживание сварочной ванны в зазоре; перемещение источника нагрева и формирующих устройств по мере образования шва; возвратно-поступательное перемещение источника нагрева в зазоре для равномерного проплавления кромок толстого металла и др. Оборудование для ЭШС по способу перемещенияразделяется на самоходное: рельсовое, безрельсовоеи подвесное. Аппараты рельсового типа (рис. 3.2, а) движутся по рельсовому пути 2, установленному параллельно кромкам свариваемого изделия 1.Ходовые механизмы аппаратов снабжены электрическим приводом 7 вертикального движения (автоматическая сварка) либо ручным приводом (полуавтоматическая сварка). Аппараты рельсового типа чаще всего имеют жесткую связь между рельсом и ходовым механизмом. Тележка4 этих аппаратов (рис. 3.2, а) снабжена приводной шестерней 5, которая находится в зацеплении с рейкой 3 рельса. На тележке 4 крепятся все элементы аппарата, в том числе и механизм колебания 6.
Аппараты безрельсового типа (рис. 3.2, б), движущиеся непосредственно по свариваемому изделию1. Уэтихаппаратов (рис. 3.2, б), связь между тележкой и изделием достигается за счет действия мощной пружины 10, прижимающей к изделию две тележки 11 и 12, расположенные по обе стороны свариваемогоизделия 1, или за счет магнитных присосок. Технология ЭШС Электрошлаковую сварку ведут преимущественно на переменном токе. Постоянный ток используют только при сварке металла малой толщины (40 мм и менее). Установлено, что при сварке на постоянном токе происходит электролиз шлака. Основными параметрами режима электрошлаковой сварки являются: Iсв, напряжение на электродах Uэ, и Vсв. Изменение сварочного тока наибольшее влияние оказывает на глубину металлической ванны. С его увеличением глубина ванны возрастает, а ширина ванны изменяется незначительно. Падение напряжения на электродах большое влияние оказывает на ширину металлической ванны. С увеличением напряжения ширина металлической ванны возрастает, а глубина ванны изменяется незначительно. При увеличении скорости сварки наблюдается возрастание глубины металлической ванны, а ширина ее изменяется по более сложной зависимости, имеющей максимум. Скорость сварки определяется перемещением ползунов (кроме электрошлаковой сварки плавящимся мундштуком). Основные параметры режима электрошлаковой сварки могут изменяться в следующих пределах: Iсв=300–5000 А, Uэ=22–55 В, Vсв=0, 3–4, 0 м/ч. Дополнительными параметрами режима электрошлаковой сварки являются: зазор между свариваемыми кромками, скорость подачи электрода, число электродов и площадь их поперечного сечения, глубина шлаковой ванны, вылет электрода, скорость поперечных колебаний электродов в сварочном зазоре, состав флюса и др. С увеличением ширины зазора между свариваемыми кромками ширина металлической ванны увеличивается, а глубина не изменяется. Практически величина зазора составляет 15–40 мм. Увеличение скорости подачи электрода действует аналогично увеличению тока. Скорость подачи проволоки обычно составляет 100-500 м/ч, пластинчатых электродов – 1, 2–3, 5 м/ч. С увеличением числа электродов и площади их поперечного сечения глубина и ширина металлической ванны заметно увеличиваются. С увеличением глубины шлаковой ванны глубина металлической ванны незначительно уменьшается. Глубину шлаковой ванны поддерживают в пределах 30–90 мм. С увеличением вылета электрода глубина и ширина металлической ванны заметно уменьшаются. Вылет электрода составляет 60–80 мм. С увеличением скорости поперечных колебаний электродов в сварочном зазоре ширина металлической ванны уменьшается. Скорость поперечных колебаний электродов в сварочном зазоре составляет 25–40 м/ч. В табл. 3.1 приведены режимы ЭШС низкоуглеродистых сталей. Таблица 3.1 Режимы электрошлаковой сварки низкоуглеродистых сталей
Электрошлаковую сварку применяют для сварки углеродистых конструкционных, легированных и специальных сталей, чугуна различного состава, меди, алюминия, титана и их сплавов при толщине от 20 до 2500 мм и выше. Способ внедрен в тяжелом и энергетическом машиностроении, в химическом машиностроении, в судо- и авиастроении. |
Последнее изменение этой страницы: 2019-06-19; Просмотров: 570; Нарушение авторского права страницы