|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Технологическое оборудование для плазменной и микроплазменной сварки
Основным технологическим элементом плазменной сварки, резки или наплавки является плазменная горелка (горелку для резки часто называют плазматроном). Плазменные горелки классифицируют: - по способу создания плазмы (дуговые прямого и косвенного действия; высокочастотные индукционные); - по виду охлаждения дуги; - по способу стабилизации дуги В дуговых плазменных горелках плазмообразующий газ разогревается до (1...2)·103 º С с помощью электрического дугового разряда и сжимается проходя через сужающийся канал сопла. В дуговых горелках прямого действия (рис. 2.38, а) разность потенциалов внешнего поля генератора, создающего условия для образования дуги6, прикладывается к обрабатываемой детали4 и электроду3 газовой горелки. За счет этого повышается эффективность охлаждения конструкции.
Форма плазменной струи 5 имеет приблизительно цилиндрическую форму, немного расширяющуюся у поверхности обрабатываемой детали. В дуговых горелках косвенного действия (рис. 2.38, б) электрическое напряжение прикладывается между электродом 3 и корпусом горелки, что усложняет конструкцию горелки (необходимо создание дополнительного охлаждения корпуса горелки). Горелки косвенного действия создают плазму в форме конической струи, окруженной факелом, направленным к изделию. Струю выдувает поток плазмы, исходящий из горелки. Мощность дуговых плазмотронов 102…107 Вт; температураструи на срезе сопла 3000…25000 º К; скорость истечения струи1…104 м/с; КПД 50…90 %; ресурс работы (определяется эрозией электродов) достигает несколько сотен часов. Плазма дуговых плазмотронов содержит частицывещества электродов вследствие их эрозии. Если по технологическим соображениям этот процесс полезен, то его интенсифицируют(горелки с расходуемыми электродами). В других случаях, напротив, минимизируют, изготовляя электроды из тугоплавких материалов (вольфрам, молибден, специальные сплавы) или охлаждая ихводой, что, кроме того, увеличивает срок службы электродов. В высокочастотной индукционной горелке (рис. 2.38, в) плазма возбуждается за счет энергии высокочастотного тока, проходящего по катушке индуктора8. Такие плазматроны они не требуют электродов для создания разряда дуги, однако они не обладают особыми преимуществами в воздействии на обрабатываемые металлы по сравнению с дуговыми горелками и используются для решения отдельных технологических процессов, например, наплавки чистых порошковых металлов.Мощность таких горелок достигает 106 Вт, температура в центре разрядной камеры достигает 10000 º К; скорость истечения плазмы 0…103 м/с, частота электромагнитного поля 10-50 МГц, КПД 50…80 %, ресурс работы до 3000 ч. По способу охлаждения различают горелки с воздушным обдувом и с принудительной циркуляцией воды. Воздушное охлаждение менее затратное, а жидкостное — наиболее эффективное, но сложное. Плазменная горелка должна обеспечивать ровный, стабилизированный по величине и направлению температурный столб плазмы со строгой фиксацией его по оси сопла и электрода.С этой целью разработано три способа стабилизации дуги: газовый (двойной, вихревой и аксиальный); водяной и магнитный. При газовой стабилизации дуги (рис. 2.39, а, б, в) холодный газ 1 или 2 обдувает столб плазмы 5 охлаждая и сжимая его.
При аксиальной стабилизации (рис. 2.34, а) поток газа 2 обдувает столб плазмы 5 параллельно его оси. При вихревой стабилизации (рис. 2.34, б) столб газа 2 закручивается в спираль. Это способ более эффективен, чем аксиальный, и применяется в плазматронах для резки, наплавки и напыления металлов. Схема двойной стабилизации (рис. 2.39, в) сочетает в себе черты аксиальной (газ 2) и вихревой (газ 1). Чаще всего плазмообразующий газ 2 пропускают через сопло 6, а охлаждающий - через сопло 7. Водяная стабилизация (рис. 2.39, г) использует встречные завихренные потоки жидкости8. Образуемый при этом пар помогает создавать плазму с разогревом столба до 50000 º К.Существенным недостатком этого метода является интенсивное сгорание катода. Для таких устройств электрод делают из графита, разрабатывая механизмы его автоматического приближения к обрабатываемой детали по мере постоянного расхода длины, что усложняет и удорожает конструкцию горелки. Магнитная стабилизация (рис. 2.39, д) работает за счет направленного магнитного поля, расположенного поперек перемещения столба дуги. Ее эффективность самая низкая, а соленоид, встроенный в сопло, значительно усложняет схему плазмотрона.Однако магнитную стабилизацию применяют для придания вращательного движения анодному пятну внутри стенок сопла. Это позволяет уменьшать эрозию материала сопла, которая влияет на чистоту струи плазмы. На рис. 2.40. показано расположение основных узлов плазменной горелки.
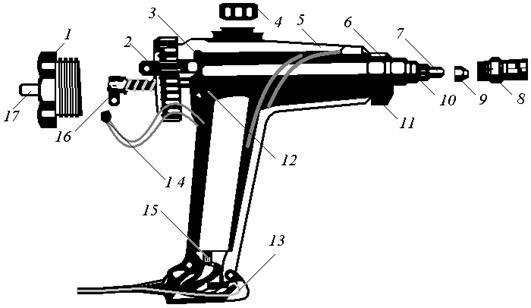
В передней части пластмассового корпуса3 размещен датчик перегрева 6. Корпус состоит из двух половин, стянутых гайкой 11. Рабочая жидкость размещается в металлическом корпусе-бачке 5 с прокладкой 12 и заливается через верхнюю горловину, закрываемую пробкой 4. Кнопка 17 начального запуска горелки размещается в крышке 1 регулирования положения катода, закрепляемой на корпусе горелки, и упирающейся в ограничитель 2. Подвижный катодный узел 16, на который через зажимной контакт 14 подается отрицательное напряжение от блока питания (через клемму 15), состоит из катододержателя и ввинчиваемого в его переднюю часть сменного катода 3. На сопло-анод 9, соединенное с корпусом-бачком 5 посредством колпачка 8, подается положительное напряжение от блока питания (через клемму 15). Сопло-анод 9 и сменный катод 10 образуют разрядную камеру, внутри которой за счет энергии электрической дуги пары рабочей жидкости нагреваются до температуры образования плазмы. Плазменная горелка выполняется в форме пистолета и присоединяется к блоку питания с помощью электрического кабеля 13. Блок питания с помощью сетевого кабеля подключается к однофазной электросети с напряжением 220 В и частотой 50 Гц через заземленную розетку типа ЕВРО. Запуск плазменной горелки, предварительно заправленной рабочей жидкостью, осуществляется после кратковременного нажатия кнопки запуска. При нажатии кнопки подвижный катодный узел перемещается вперед и упирается наконечником-катодом в сопло-анод, т.е. электрическая цепь анод-катод замыкается накоротко. При отпускании кнопки катодный узел под действием возвратной пружины отходит от сопла-анода и в разрыве между катодом и внутренней поверхностью сопла-анода возникает электрическая дуга. Тепловая энергия дуги через испаритель 7 превращает окружающую воду в водяной пар, который под давлением устремляется к выходному отверстию в сопле-аноде. Проходя через зону электрической дуги, пар отрывает ее от внутренней поверхности сопла, вытягивает дугу наружу и замыкает на внешнюю кромку сопла-анода. В узком сечении выходного отверстия пар обжимает электрическую дугу со всех сторон и центрирует ее, не давая замкнуться на боковые стенки выходного отверстия. При взаимодействии с электрической дугой часть водяных паров переходит в так называемое четвертое агрегатное состояние – плазму, температура которой достигает 80000 С. В качестве рабочей жидкости при резке можно использовать воду, а при сварке и пайке – 40%-ную смесь воды со спиртом. Плазмотроны для микроплазменной обработки (сварка, наплавка и т.п.) по принципу работы аналогичны плазмотронам для плазменной резки металлов, но несколько меньше по размеру. Для обработки неметаллических деталей (из различных пластиков, диэлектрических материалов) применяют плазмотроны косвенного действия, в которых сжатая дуга возбуждается и горит внутри сопла, выполняющего роль анода. Под действием струи плазмообразующего (рабочего) газа возникает тепловой факел, длина которого зависит от режима работы плазмотрона и состава плазмообразующего газа. Мощность такого факела вполне достаточна для обработки неметаллических изделий. Возбуждение сварочной дуги как прямого, так и косвенного действия осуществляется дежурной дугой, питаемой от источника тока. При зажигании основной дуги питание дежурной дуги в зависимости от требований технологического процесса сварки может быть выключено или остановлено, если необходимо обеспечить стабильность горения основной дуги. Плазмотрон Об-1160А для микроплазменной сварки металлов показан на рис. 2.41. Электрод 2 плазмотрона закреплен в корпусе 6 с помощью цанги 4. Корпус вставлен в верхний каркас 9, который через керамическую втулку 8 соединен с нижним каркасом 4. Наконечник 1, вставленный во внутреннюю часть сопла 3, соединен с нижним каркасом. Электрод2 зажимается в цанге10 с помощью гайки 11 и специальной втулки 4. Вся конструкция плазмотрона помещена в изолирующий корпус 5, соединенный с соплом и закрываемый колпачком 12. Плазмотроны предназначены для резки, сварки, пайки черных и цветных металлов (сталь, алюминий, медь, магний и их сплавы).
Технология проведения сварочных работ с использованием портативных аппаратов «Алплаз-02М» и «Мультиплаз-2500» аналогична технологии с использованием обычных газовых сварочных аппаратов. При плазменной сварке или пайке применяются те же присадки, флюсы и припои, что и при обычной газовой сварке. Приборы обеспечивают качественное сварное соединение при сварке с присадочной проволокой или без нее (например при сварке внахлестку). |
Последнее изменение этой страницы: 2019-06-19; Просмотров: 386; Нарушение авторского права страницы