|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Область применения рельефной сварки
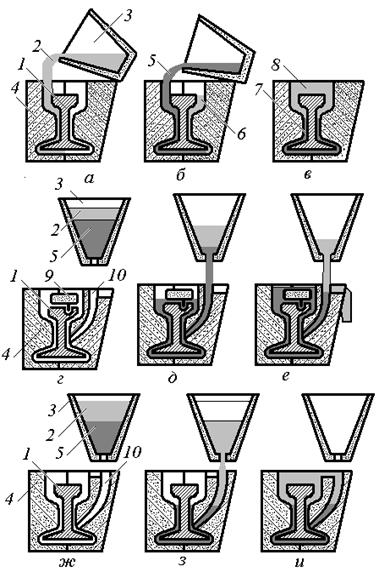
РКС применяется в судостроении и в автомобилестроении для крепления различных мелких кронштейнов, деталей крепежа, втулок, скоб, осей и др. к листовым деталям (например, для крепления скоб к капоту автомобиля, для крепления петель для навески дверей к кабине); для соединения крепежных деталей - болтов, гаек и шпилек. В радиоэлектронике применяется для присоединения проволоки к тонким деталям. Рельефы обычно получают на мелких деталях холоднойвысадкойодновременно в процессе их изготовления. В зависимости от назначения и требуемой прочности эти детали имеют разную форму и число рельефов.С увеличением общей их площади увеличивается соответственно и прочность сварного соединения.В изделиях с кольцевыми рельефами возможно получение герметичных соединений. Контрольные вопросы 1. Что такое стыковая контактная сварка? 2. Почему при контактной сварке наибольшее количество тепла выделяется в месте контакта заготовок? 3. Почему происходит выплеск при точечной контактной сварке? 4. Что такое шунтирование тока? 5. Как происходит формирование сварной точки при точечной контактной сварке? 6. Как происходит формирование сварной точки при роликовой контактной сварке? 7. Что такое рельефная сварка? 8. Какие приемы используют при сварке пластин разной толщины? Глава 7. Химические способы сварки В зависимости от способа превращения химической энергии в тепловую, различают термитную (71*) и газовую (3*) (в частности ацетиленокислородную - 311*) сварку. Термитная сварка Термитная сварка ( ТС ): сварка заливкой жидкого металла между свариваемыми кромками, при которой используют энергию экзотермической (с выделением тепла) реакции смеси оксидов металла и измельченного алюминиевого порошка (термитная смесь), в результате чего образуется расплавленный присадочный металл. Пример экзотермическойреакции - реакция порошка алюминия и закиси железа. Fe2O3 + 2Al = Al2O3 + 2Fe+179, 5 ккал/моль; 3FeO + 2Al = Al2O3 + 3Fe+185, 1 ккал/моль. Реакция начинается при начальном подогреве до 7500С (для воспламенения термитной смеси применяют термитные спички, имеющие в головке магниевый термит, развивающий температуру при горении более 1500° С, и другие переходные составы на основе магниевых порошков, бертолетовой соли, перекиси бария, а также электрозапальные устройства). В процессе реакции температура возрастает до 3000º С. При различной плотности железа и окиси алюминия они в жидкой фазе разделены (окись алюминия вверху, железо - внизу). Способы термитной сварки Существующие способы ТС отличаются технологией процесса и применяемым оборудованием (рис. 7.1). Термитная сварка давлением (рис. 7.1, а, б, в). При этом способе торцы свариваемых деталей (рельсов 1)шлифуют и плотно прижимают один к другому, затем стык зачеканивают по всему периметру. На стык устанавливают формы4 (рис. 7.1, а) и через край тигля3 сливают вначале шлак2, а затем термитный металл5. Температура стыка в начале процесса равна температуре окружающей среды, поэтому жидкий шлак быстро теряет тепло и, застывая, покрывает стык коркой6 толщиной до 4 мм. Выливаемый затем термитный металл (рис. 7.1, б) вытесняет оставшийся жидкий шлак8 в верхнюю часть формы.
Затвердевшая ранее шлаковая корка6 не допускает приварки термитного металла к основному металлу, однако через нее перегретый термитный металл за 3—4 мин нагревает стык до 1400—1450° С. После нагрева производят осадку стыка сжимным прессом, затем сбивают формы и удаляют металлический облив7.При этом способе сварки наблюдается крупнозернистое строения сварного шва, что требует применения последующей термической обработки. Механические свойства сварного соединения получаются низкими. Способ термитной сварки давлением для рельсов в настоящее время почти не применяют. Наиболее распространен способ промежуточного литья (рис. 7.1, г, д, е). При этом способе торцы рельсов1 сближают и устанавливают с зазором 12—14 мм, стыку придают конструктивный изгиб на 1, 5—2 мм и устанавливают две половинки сварочной формы4. На головку рельса устанавливают вкладыш9. Закрепленные формы и вкладыши промазывают огнеупорной глиной. В канал10 наружной половинки формы вставляют горелку для предварительного нагрева концов рельсов до 850—900° С. Время нагрева составляет 15—30 мин в зависимости от мощности горелки и типа рельсов. Термитный металл5, расплавленный в тигле3 за 18—20 с, после выдержки 4—6 с выпускают в форму. Расплавленный перегретый металл оплавляет основной металл у стыка и образует с ним сварное соединение. Через 10—15 мин после выпуска металла формы снимают. Для этого способа характерно: повышенный расход термита, образование литой структуры с дефектами и значительный облив сечения стыка термитным металлом. При комбинированном способе (рис. 7.1, ж, з, и) головки рельсов со вставленной между ними пластиной из малоуглеродистой стали сваривают способом давления, а шейку и подошву рельсов, между которыми имеется зазор, сваривают способом промежуточного литья. Этот способ сварки можно применяется при строительстве новых и ремонте рельсовых линий. В электромонтажном производстве применяют термитно-тигельную и термитно-муфельную сварку (рис. 7.2). Термитно-тигельная сварка (рис. 7.2, а) может быть использована для соединения стальных стержней (диаметром 12—16 мм) и полос (сечением 40 х 4 мм) при выполнении заземляющих устройств в местах, где отсутствует электроэнергия, например при строительстве высоковольтных линий. Термитно-муфельная сварка применяется для соединения проводов линий связи и электропередачи. При этом используют магниевый термит (25% магния и 75% окиси-закиси железа), который прессуют со связующим веществом в цилиндрические муфели (рис. 7.2, б, в, г). Сварку проводов линий связи диаметром до 6 мм производят с использованием полых цилиндрических муфелей
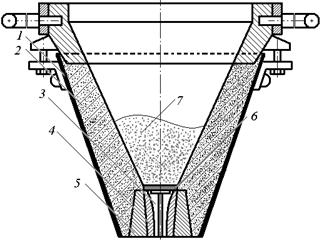
Концы стальных проводов, введенные в муфель, при горении термита разогреваются, частично оплавляются и свариваются при сдавливании специальными клещами рис. 7.2, б). Для соединения неизолированных сталеалюминиевых и медных проводов воздушных электролиний используют способ термитно-муфельной сварки, когда концы проводом расплавляют в формочке, заключенной в муфель, и затем сдавливают при помощи специального приспособления (рис. 7.2, в). Термитно-муфельную сварку кабелей и изолированных проводов с алюминиевыми жилами производят без давления с введением присадочного металла в формочку через специальное отверстие (рис. 17.2, г).Разновидностью последнего способа является сварка по торцам двух или нескольких алюминиевых изолированных проводов (рис. 7.2, д). Материалы и оборудование Для ТС наибольшее распространение получили алюминиевые термиты, содержащие 20-25% алюминиевого порошка и 75-80% окалины. Получению максимального теплового эффекта способствуют следующие факторы: высокая химическая чистота компонентов термита; подготовка окислителя с содержанием кислорода, по химическому составу близкого к Fe203; правильный выбор соотношения основных компонентов - алюминиевого порошка и железной окалины и весового количестве металлического наполнителя. Наличие в восстановителе примесей Си, Si, Mg, Zn, а в окислителе Mn, S i, S, Р, Сг и др. резко снижает тепловой эффект термитной реакции из-за протекания побочных реакций с меньшей теплотворной способностью. Повышение содержания кислорода в окалине достигается за счет ее обжига при 900° С в окислительной среде и за счет ее более тонкого измельчения. Наиболее благоприятными по содержанию кислорода являются частички железной окалины размерами 0, 25-0, 4 мм. Сгорание термита происходит в тигле (рис. 7.3).
Тигель имеет корпус1 из листовой стали с внутренней магнезитовой футеровкой2, огнеупорную втулку (штепсель) 4. После сгорания термитной смеси 7 расплав расплавляет запорный гвоздь 3 и по центральному каналу втулки 4 вытекает в место сварки. Сварку алюминия и его сплавов затрудняет пленка окиси алюминия, которой он быстро покрывается на воздухе. Поэтому удаление окислов и защита от дальнейшего окисления сварочной ванны имеют большое значение при сварке. Влияние окисной пленки уменьшают при помощи флюсов, которыми перед сваркой покрываются соединяемые проводники и присадочные прутки. Флюсы растворяют окись и переводят ее в легкоплавкий шлак, который всплывает на поверхность. При этом пленка жидкого шлака покрывает в процессе сварки поверхность расплавленного металла сварочной ванны, изолирует эту поверхность от воздуха и этим защищает от дальнейшего окисления.Одним из лучших является флюс марки АФ-4А, в состав которого входят хлористый натрий — 28%, хлористый калий — 50%, хлористый литий — 14%, фтористый натрий — 8% (по массе). Этот флюс можно применять только в тех случаях, когда сварное соединение полностью защищено от внешних воздействий.Значительно меньшую коррозию вызывает трехкомпонентный флюс ВАМИ (хлористый калий — 50%, хлористый натрий — 30%, криолит марки К-1—20%). Остатки флюсов после сварки следует удалять зачисткой или промывкой. При сварке проводов применяют термитные патроны (рис. 7.4).
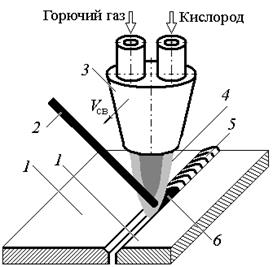
Термитный патрон для сварки медных проводов состоит из кокиля1, изготовленного из листовой меди Ml толщиной 1, 5—2 мм или из медных труб, вкладыша3 из сплава меди с фосфором марки МФ-3 и термитной шашки2. При сварке алюминиевых проводов термитным патроном в его литниковое отверстие вводят присадочный пруток, который плавится для увеличения жидкого металла в кокиле. В качестве присадочных прутков используется прутковый алюминий или зачищенные проволоки свариваемых проводов. Присадочные прутки изготавливают свиванием предварительно обезжиренных и зачищенных нескольких проволок диаметром 2 мм. Газовая сварка Газовая сварка (ГС) - сварка плавлением, при которой для нагрева используется теплота пламени смеси горючих газов с кислородом. Схема газовой сварки Схема ГС показана на рис. 7.5. Кромки заготовок 1 подвергаются местному нагреву до оплавления сосредоточенным пламенем 4.
Образовавшаяся ванна 6 расплавленного металла контактирует с кромками обоих листов. При перемещении пламени в направлении стрелки «V», под пламенем металл будет расплавляться, а позади в связи с охлаждением – затвердевать, образуя, сварной шов 5. для увеличения рабочего сечения шва и повышения прочности сварного соединения, кромки под сварку делают со скосом (разделка кромок). Полученный объем заполняют дополнительным расплавленным (присадочным) металлом (пруток 2). |
Последнее изменение этой страницы: 2019-06-19; Просмотров: 284; Нарушение авторского права страницы