|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
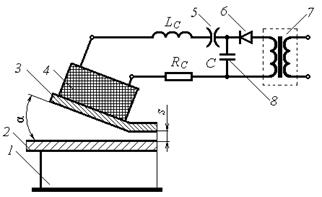
Схема магнитно-импульсной сварки
Схема МИС приведена на рис.8.5 Свариваемыенеподвижная 2 и метаемая 3 детали жестко закрепляются на столе 1.
Закрепление детали 3 должно обеспечить перемещение ее свариваемого конца в направлении детали 2. Батарея конденсаторов 8 накапливает электрическую энергию за счет зарядного устройства состоящего из высоковольтного трансформатора 7 и вентиля 6.Коммутирующее устройство 5, включается при подаче поджигающего импульса на вспомогательный электрод, и вызывает разряд батареи высоковольтных конденсаторов 8 на индуктор 4.Свариваемые детали 2 и 3 устанавливают внахлестку под углом α одна к другой с зазором s между ними. Индуктор 4 устанавливают на поверхности, противоположной метаемой детали 3. При разрядке батареи конденсаторов8 в зазоре между индуктором и деталью3 возникает сильное магнитное поле, индуктирующее в этой детали ток. Взаимодействие тока индуктора с индуктированным током в детали 3 приводит к возникновению сил отталкивания между индуктором 4 и деталью 3, вследствие чего деталь 3 с большой скоростью перемещается от индуктора в направлении неподвижной детали 2. При соударении в зоне контакта развиваются высокие давления и образуется сварное соединение. При МИС давление на метаемый элемент детали 3 передается со скоростью распространения магнитного поля, и движение сообщается не отдельным участкам детали 3, как при сварке взрывом, а всей метаемой детали3. Для обеспечения последовательного перемещения зоны контакта при сварке детали устанавливают свариваемыми поверхностями под углом α одна к другой. Соединение, как и при сварке взрывом, образуется в результате косого соударения свариваемых поверхностей. При этом создаются условия для очистки свариваемых поверхностей от оксидов и загрязнений кумулятивной струей и для интенсивной пластической деформации поверхностей металла с образованием между ними металлических связей. Формирование сварного соединения возможно и между параллельно расположенными поверхностями. При этом вследствие рассеяния магнитного поля на концах индуктора распределение давления вдоль образующей метаемого элемента неравномерное — меньше по концам и больше в средней части. При таком нагружении первоначально прямолинейный метаемый элемент, перемещаясь к моменту встречи с неподвижной деталью, становится выпуклым, и плоское соударение переходит в косое, распространяющееся в общем случае в двух противоположных направлениях от зоны начального контакта. При сварке трубчатых деталей, последние помещают во внутрь кольцевого индуктора 1 (рис. 8.6).
При пропускании через обмотку индуктора тока от батареи конденсаторов 5, с помощью разрядника 4, в обмотке индуктора возбудится то импульс магнитного поля Но. Этот импульс возбудит в детали 2вихревые токи, которые образуют суммарное магнитное полеНм.направленное навстречу полюНо.Между этими полями возникнет сила отталкивания. Величина этой силы зависит от емкости батареи конденсаторов5.Эта сила может развивать давление до 5000 МПа. Этого достаточно чтобы за время длительности импульса тока (доли секунды)участок детали 2, размещенный внутри индуктора, разогнался до скорости в несколько километров в секунду и ударился о внутреннюю деталь3. Однако при МИС существует критический порог энергии импульса (около 10 кДж), при превышении которого соединение деталей самопроизвольно разрушается. Кроме того, здесь осуществляется плоский удар, поэтому могут образовываться местные непровары, которые трудно обнаружить. Поэтому МИС применяется в основном для соединения тонкостенных деталей, толщина метаемой детали не должна превышать 3 мм. Индуктор испытывает те же нагрузки, что и метаемая деталь, возникает проблема его прочности и долговечности. |
Последнее изменение этой страницы: 2019-06-19; Просмотров: 253; Нарушение авторского права страницы