
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Расчёт размерной цепи вероятностным методом ⇐ ПредыдущаяСтр 4 из 4
Расчет размерной цеп вероятностным методом позволяет установить на составляющие звенья более широкие допуски, чем те, получаются при решении задачи методом полной взаимозаменяемости В основе этого метода служит теорема математической статистики, устанавливающие свойства дисперсии. Замыкающее звено размерной цепи принимается за случайную величину, являющейся суммой неизвестных случайных величин, т.е. суммой независимых составляющих звеньев цепи. Как известно из теории вероятности, при любых законах распределение случайных погрешностей отдельных составляющих звеньев погрешность замыкающего звена также будет случайной погрешностью, получающейся по определенному закону распределения. Распределения размерах в пределах допуска может проходить по одному из следующих законов: а. нормального распределения б. равнобедренного треугольника(Симпсона) в. равной вероятности В результате влияния систематических и случайных центр группирования размеров может не совпадать с серединой поля допуска, а зона рассеивания с величиной поля допуска.
Дано:
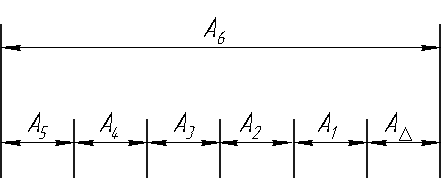
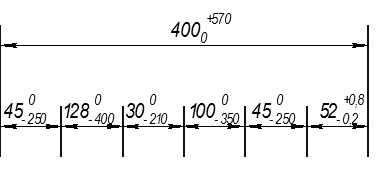
А1 А2 А3 А4 А5 АΔ А6 45 100 30 128 45 Н Н РТ Н Н РТ Возможный брак: А1=1%; А3=2%. Выполнение расчета
9.1 Номинальный размер замыкающего звена АΔ , мм, рассчитываем по формуле
АΔ = А6-( А1+ А1+А3+А4+А5 ), (9.1) АΔ =400-(45+100+30+128+45)=52мм
9.2 Расчет средний точности размерной цепи
Введем следующие коэффициенты
9.3 В зависимости от процента брака определяем для каждого звена добавочный множитель
А1: 1% - 2, 57 А2: 0, 27% - 3, 00 А3: 2% - 2, 32 А4: 0, 27% - 3, 00 А5: 0, 27% - 3, 00 А6: 0, 27% - 3, 00
9.4 Определяют произведение i∙ t·λ i. Возводят это произведение в квадрат, где i- единица допуска, выбирается в зависимости от номинальных размеров по ГОСТ 23347-82
А1 А2 А3 А4 А5 А6 45 100 30 128 45 400 1, 56 2, 17 1, 31 2, 52 1, 56 3, 54
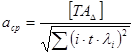
Суммируют все значения величин (i·t·λ i)2 и определяют значение среднего коэффициента точности цепи – аср по формуле:
где [
Таблица 5 – Расчёт средней точности размерной цепи
По полученному коэффициенту из табл. 1.2 выбирают ближайший более точный квалитет допусков звеньев размерной цепи [1]. Принимаем
9.5. Определение вероятностного допуска замыкающего звена. По табл. 1.3.[1] определяют допуски соответствующих звеньев размерной цепи.
Таблица 6 – Расчёт вероятностного допуска замыкающего звена
Вычисляем вероятностный допуск замыкающего звена по формуле:
Условие ТАΔ ≤ [ТАΔ ] выполняться, т.к. 957, 265< 1000 9.6 Полученные допуски составляющих звеньев разбивают на отклонения, пользуясь следующими правилами:
а) если среднее отклонение звена Em(АΔ ) = б) если Em(АΔ ) = для увеличивающих звеньев ES(Ai) = + TAi; EI(Ai) = 0; для уменьшающих звеньев ES(Ai) = 0; EI(Ai) = − TAi. в) если Em(АΔ ) = для увеличивающих звеньев ES(Ai)=0; EI(Ai)=− TAi; для уменьшающих звеньев ES(Ai)=+TAi; EI(Ai)= − TAi. Звено А6 - увеличивающаяся, звено А1 - А5 - уменьшающиеся. Em(АΔ ) = Отклонения принимаются: А1: ES(45)=0 мкм; EI(45)=-250 мкм; А2: ES(100)=0 мкм; EI(100)=-350 мкм; А3: ES(30)=0 мкм; EI(30)=-210 мкм; А4: ES(128)=0 мкм; EI(128)=-400 мкм; А5: ES(45)=0 мкм; EI(45)=-250 мкм; А6 : ES(400)=+570мкм; EI(400)=0 мкм; Для увеличивающегося звена Ç 400h12( Для уменьшающихcя звеньев Ç 45H12(
Т.к. разбивка отклонений произвольна, то обязательное условие
может не выполняться.
тогда принимаем звено А2 в качестве зависимого:
Отклонения зависимого звена находят по правилу:
ES(Азав) = Em(Азав) + ½ Тзав; EI(Азав) = Em(Азав) - ½ Тзав. ES(Азав) EI(Азав) 9.7 Процент годных деталей при сборке размерной цепи вычисляют в следующей последовательности:
а) определяют среднее квадратичное отклонение звена АΔ :
σ =
б) находят границы нового допуска
X =
в) находят пределы интегрирования расчётного вероятностного допуска
Z =
г) рассчитывают вероятность изготовления годных деталей по формуле Р = 2Ф(Z); где Ф(Z) - значение функции Лапласа Ф(2, 87)=0, 4979; Р = д) процент годных деталей П = Р∙ 100%;
е) брак Б: Б= 100% - П=100%-99, 59%=0, 41%. Список используемых стандартов
ГОСТ 2.307-68 ЕСКД. Нанесение размеров и предельных отклонений. ГОСТ 2.308-79 ЕСКД. Указание на чертежах допусков формы и расположения поверхностей. ГОСТ 2.309-73 ЕСКД. Обозначение шероховатости поверхностей. ГОСТ 25346-89 ЕСДП. Основные нормы взаимозаменяемости. Общие положения, ряды допусков и основных отклонений. ГОСТ 25347-89 ЕСДП. Поля допусков и рекомендуемые посадки. ГОСТ 6636-69 Основные нормы взаимозаменяемости. Нормальные линейные размеры. ГОСТ 27284-87 Калибры. Термины и определения. ГОСТ 11708-82 Основные нормы взаимозаменяемости. Резьба. Термины и определения. ГОСТ 3478-79 Подшипники качения. Основные размеры. ГОСТ 3325-85 Подшипники качения. Поля допусков и технические требования к посадочным поверхностям валов и корпусов. Посадки. ГОСТ 1643-81 Основные нормы взаимозаменяемости. Передачи зубчатые цилиндрические. Допуски. ГОСТ25142-82 Шероховатость поверхности. Термины и определения. ГОСТ 16319-80 Цепи размерные. Термины и определения. Методы расчёта. |
Последнее изменение этой страницы: 2020-02-16; Просмотров: 148; Нарушение авторского права страницы
 400
400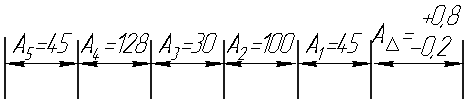
 - коэффициент относительного рассеивания, который равен для: нормального распределения 0, 333; для закона равнобедренного треугольника 0, 408.
- коэффициент относительного рассеивания, который равен для: нормального распределения 0, 333; для закона равнобедренного треугольника 0, 408. :
: 
 ] - заданное значение допуска, имеем
] - заданное значение допуска, имеем мм=1000мкм
мм=1000мкм

 , соответствует 12 квалитету.
, соответствует 12 квалитету.
 =
=  мкм
мкм равно нулю, то отклонения для всех звеньев принимаются симметричными, т.е.
равно нулю, то отклонения для всех звеньев принимаются симметричными, т.е.  ТАi;
ТАi;  положительно, то отклонения принимаются:
положительно, то отклонения принимаются:  отрицательно, то отклонения принимаются:
отрицательно, то отклонения принимаются:  мм=300мкм> 0,
мм=300мкм> 0,  )
) ); Ç 100H12(
); Ç 100H12(  ); Ç 30H12(
); Ç 30H12(  ); Ç 128H12(
); Ç 128H12(  ); Ç 45H12(
); Ç 45H12(  );
); 


 - условие не выполняется,
- условие не выполняется, 

 .
. мкм
мкм мкм
мкм =
=  ;
;  =
=  мкм;
мкм;  =
=  ;
; 
