|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Характеристика коррозионных процессов и мероприятий по защите от коррозии агрегата
Последовательно рассмотрим три исследуемые агрегата. Агрегат эксплуатируется при повышенной температуре t = 190 0C. Среда внутри аппарата газовая с наличием коррозионно-активных кислых газов HF, HCL, SO2 содержание которых не превышает сотых долей процента. Для обеспечения защиты от коррозии рекомендуется поддержание температурного режима. Это обеспечивается созданием теплоизоляционного защитного слоя с наружи аппарата. В случае не соблюдения режима возможно образование конденсата на внутренних частях аппарата, который увеличит скорость коррозии в несколько раз. Газовая коррозия - это частный и наиболее распространенный случай химической коррозии. Газовой коррозии обычно подвержены металлические конструкции, работающие в условиях воздействия агрессивных газовых сред при высоких температурах. Под газовой коррозией понимают также и многочисленные случаи разрушения металлов, вызываемого окислением их при высокой температуре в отсутствии агрессивных газов. В данном аппарате возможен процесс газовой коррозии. Дымовые газы содержат сернистые соединения, которые при наличии водяного пара образуют сероводород, являющийся агрессивной средой. Дымовые газы, содержащие SO2 при температуре выше 150°С заметно разрушают углеродистую сталь, однако наиболее сильная коррозия наблюдается при температурах ниже критической, когда пары воды конденсируются с поглощением сернистого газа. Основными агрессивными веществами, вызывающими коррозию аппаратуры при очистке газов, особенно в присутствии кислорода, являются СО2 и H2S. В водном растворе при повышенной, температуре углеродистая сталь реагирует с СО2 и H2S с образованием растворимых бикарбоната и сульфида железа. Кроме газовой коррозии на данный агрегат, кроме газовой коррозии, действует атмосферная коррозия. Воздух представляет собой смесь газов. Основными газами, входящими в состав воздуха, являются азот (78, 03%), кислород (20, 99%), аргон (0, 94%), а также водород, углекислый газ и другие газы в незначительных количествах. В зависимости от районирования и климатических условий воздух содержит значительное количество влаги и пыли. коррозия химический аппарат абсорбер Промышленная атмосфера содержит углекислый газ, окись углерода, сернистый ангидрид и другие вещества, которые попадают в нее при выбрасывании дымовых и промышленных газов. Кроме указанных газов, промышленная атмосфера содержит много пыли, включающей кремнезем, земляные породы, сажу и другие вещества. Исследования показывают, что при содержании в атмосфере 0, 01% SO2 и влажности 70% потери в весе углеродистой стали в течение 90 дней на 100 см2поверхности достигает 120 мг. Если в этой атмосфере имеется сажа, то скорость коррозии углеродистой стали возрастает в 2 раза. Углеродистая сталь начинает корродировать на воздухе при влажности его свыше 65%, когда на поверхности изделия образуется водяная пленка. Атмосферная коррозия ускоряется при наличии в воздухе пыли и газов, выбрасываемых промышленными предприятиями. Углеродистые стали при комнатной температуре реагируют с кислородом воздуха и покрываются тонкой пленкой окислов. При высоких температурах диффузия воздушной среды через пленку окисла к металлу возрастает, окисление металла ускоряется, и толщина слоя продуктов коррозии увеличивается. В атмосферебез водяного пара углеродистая сталь корродирует значительно медленнее, чем в атмосфере с водяным паром. В целях зашиты агрегатов от атмосферной коррозии, предусматривается покрытие аппаратуры лаками или другими покрытиями. В химическом аппаратостроении лакокрасочным антикоррозионным покрытиям подвергается преимущественно аппаратура из углеродистой стали и чугуна. Аппаратура из высоколегированных сталей и цветных металлов и сплавов, как правило, лакокрасочным покрытиям не подвергается. Выбор лакокрасочного покрытия стальной и чугунной химической аппаратуры определяется: ) степенью агрессивности воздействия окружающей среды на изделие и условиями эксплуатации его; ) требованиями качества отделки поверхности изделия; ) цветом покрытия. Класс покрытия, характеризующий качество отделки поверхности, выбирается в зависимости от назначения изделия, условия и места эксплуатации его. Для химической аппаратуры внутрироссийских поставок обычно применяют IV класс отделки поверхности и реже III класс. Для химической аппаратуры рекомендуются следующие цвета покрытий: серый, серебристо-алюминиевый, белый. Выбор лакокрасочных покрытий по условиям эксплуатации химической аппаратур осуществляется по ряду критериев и в нашем случае для агрегатов при температурах в пределах 25 ± 10 0C. ( силос и мешалка) группа П (стойкие внутри помещений), а для циклона и абсорбера группа Т0 (термостойкие).
1.4 Общая характеристика конструктивного и материального оформления агрегата с описанием принятых решений
Циклон и та часть абсорбера, которая контактирует с дымовыми газами до их нейтрализации известковым молочком, изготавливают из корозионно-стойких сталей. Результаты коррозионных испытаний различных сталей в процессе очистки дымовых газов показали, что скорость коррозии хромоникелевой стали 12Х18Н10Т ГОСТ 5632-79 не превышает 0, 003 мм/год. Её применение не целесообразно. В реакционном пространстве абсорбера образуются соли кальция, которые оседают на стенках агрегата. В этом случае следует применить сталь Ст3сп5 ГОСТ 380-94. В местах контакта стенок с не нейтрализованным дымовым газом следует применять сталь 12Х18Н10Т ГОСТ 5632-79. Корпус силоса и мешалки взаимодействует с гидроксидом кальция, в первом случае в виде порошка, а во втором в виде водной суспензии в этой среде себя прекрасно зарекомендовала сталь 20 ГОСТ 1050-88. Скорость коррозии при температуре до 45 0С составляет 0, 0063 мм/год Описания мероприятий по защите агрегата от атмосферной коррозии. В целях зашиты агрегатов от атмосферной коррозии, предусматривается покрытие аппаратуры лаками или другими покрытиями. В химическом аппаратостроении лакокрасочным антикоррозионным покрытиям подвергается преимущественно аппаратура из углеродистой стали и чугуна. Аппаратура из высоколегированных сталей и цветных металлов и сплавов, как правило, лакокрасочным покрытиям не подвергается. Выбор лакокрасочного покрытия стальной и чугунной химической аппаратуры определяется: ) степенью агрессивности воздействия окружающей среды на изделие и условиями эксплуатации его; ) требованиями качества отделки поверхности изделия; ) цветом покрытия. Класс покрытия, характеризующий качество отделки поверхности, выбирается в зависимости от назначения изделия, условия и места эксплуатации его. Для химической аппаратуры внутрироссийских поставок обычно применяют IV класс отделки поверхности и реже III класс. Для химической аппаратуры рекомендуются следующие цвета покрытий: серый, серебристо-алюминиевый, белый. Выбор лакокрасочных покрытий по условиям эксплуатации химической аппаратур осуществляется по ряду критериев и в нашем случае для агрегатов при температурах в пределах 25 ± 10 0C. ( силос и мешалка) группа П (стойкие внутри помещений), а для циклона и абсорбера группа Т0 (термостойкие). Выбираем наиболее оптимальный лак или эмаль по стоимостной характеристике, исходя из условий применения. Для силоса гидроксида кальция и мешалки применяем Эмаль ПХВ-23 ГОСТ 6993-79, а для циклона и абсорбера Лак АО ТУ МХП 2562 с алюминиевой пудрой ПАК-3 или ПАК-4 ГОСТ 5494-71. КОНСТРУКЦИОННЫЕ МАТЕРИАЛЫ И ЗАЩИТА ОТ КОРРОЗИИ АППАРАТА (МАШИНЫ) Циклон. Введение
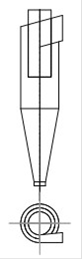
Циклон служит для предварительного осаждения летучей золы из уходящих дымовых газов. Отделенные пылевые частицы собираются в осадительной емкости под воронкой циклона и по пневмотранспорту направляются в бункеры золы котла и летучей золы. Для очистки продуктов сгорания ТБО от твердых частиц в технологической схеме завода применены два параллельно-расположенные циклона. Технологическая схема циклона приведена на рис. 2.
Рис. 2. Технологическая схема циклона
Дымовой газ после котла утилизатора тангенциально направляется в цилиндрические, вертикально расположенные циклоны, приводится во вращение, в результате чего крупные частицы летучей золы отделяются вследствие центробежной силы и оседают в конусной части циклона (рис. 2). Во избежание забивки конуса вследствие налипания золы на стенки, стенки конуса снабжены сопровождающим отоплением. Эффективность улавливания золы в циклоне составляет примерно 70%. Перепад давления на циклоне составляет 1000 Па. Отделенные частицы' золы осаждаются в накопительной емкости под конусной частью циклона, где расположены два смотровых лючка, и по шнековому транспортеру через шлюзовой затвор поступают в приемный резервуар пневматического транспортёра. Приёмный резервуар служит для того, чтобы собирать оседающую летучую золу и подводить её в пневматический транспортёр. Зола из приемного бункера посредством сжатого воздуха транспортируется в силосостатков после газоочистки. Диаметр циклона 3 м; общая высота - 16, 2 м; высота конусной части -7, 4 м..
|
Последнее изменение этой страницы: 2020-02-16; Просмотров: 30; Нарушение авторского права страницы