|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Описание конструкции и служебного назначения деталиСтр 1 из 5Следующая ⇒
Введение
В современных технологических процессах поточно-массовом производстве затраты на изготовление и эксплуатацию технологической оснастки составляет до 20% себестоимости продукции. Наибольший удельный вес в общем парке технологической оснастки составляет станочное приспособление, применяемое для установки и закрепления заготовок, деталей. Применение приспособлений позволяет устранить разметку заготовок перед обработкой, повысить точность обработки, снизить себестоимость продукции, облегчить условия работы и обеспечить ее безопасность, расширить технологические возможности оборудования и сократить число рабочих, необходимых для выпуска продукции. Постоянное совершенствование методов обработки связанное с нарастанием темпов технологического процесса, требует создание наиболее рациональной конструкции и экономического обоснования применения различных видов приспособлений, снижения их металлоемкости при обеспечении необходимой жесткости. Изучение закономерности влияния приспособления на точность и производительность выполняемых операций позволяет проектировать приспособления интенсифицирующее производство и повышающее его точность. Проводимая работа по унификации и стандартизации элементов приспособления создала основу для автоматизированного проектирования приспособлений с использованием ЭВМ и автоматов для графического изображения, что приводит к ускорению технологической подготовке производства. Целью курсового проекта является разработать технологический процесс обработки детали Ступица, с применением высокопроизводительных методов обработки. Общий раздел Описание конструкции и служебного назначения детали Полумуфта УЭС1200608 входит в сборку узла УЭС 1200000 «Привод гидронасоса» комбайнов КЗК 10, УЭС 2250А, УЭС 2280А, УЭС 3280 в количестве 1 штука на машину. Шлицевая поверхность 95х5х10d входит в зацепление с внутренним шлицом муфты УЭС 1200609, шлицевая поверхность 38х 1.5874х 23S4 сопрягается с выходным валом гидронасоса комбайна. Принцип работы: крутящий момент с двигателя комбайна через корданный вал, собранный с фланцем УЭС 1200611 через подшипники 46212 ГОСТ 831-75 передается на вал УЭС 1200612, который своей шлицевой поверхностью 95х 5х 10d входит в сопряжение с муфтой УЭС 1200609 с одной стороны и передает крутящий момент через муфту УЭС 1200609 на полумуфту УЭС 1200609, установленную с другой стороны выше указанной муфты. В качестве материала заготовки выбрана Сталь 40X ГОСТ 4543-71. Сталь – это многокомпонентный, железоуглеродистый сплав с содержанием углерода не более 2, 14%, претерпевающий эвтектическое превращение. Этот сплав – наиболее распространенный материал для изготовления поковок благодаря свойствам и относительной дешевизне. Область применения стали расширяется вследствие непрерывного повышения ее прочностных и технологических свойств, а также разработки новых марок со специальными физическими и химическими свойствами.
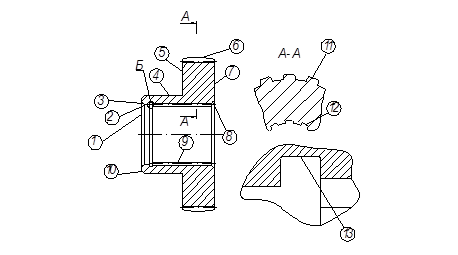
Рисунок 1.1- Эскиз детали Муфта
Торец 1, обрабатывается по 14 квалитету точности, шероховатость поверхности Ra 12, 5. Отверстие 2 обрабатывается по 14 квалитету точности, шероховатость поверхности Ra 12, 5. Фаска 3 обрабатывается по 14 квалитету точности, шероховатость поверхности Ra 12, 5. Наружная цилиндрическая поверхность 4 обрабатывается по 14 квалитету точности, шероховатость поверхности Ra 12, 5. Поверхность 5 обрабатывается по 14 квалитету точности, шероховатость поверхности Ra 12, 5. Поверхность 6 предназначена для дальнейшего фрезерования шлицов обрабатывается по 9 квалитету точности, шероховатость поверхности Ra 3, 2. Торец 7 обрабатывается по 14 квалитету точности, шероховатость поверхности Ra 12, 5. Фаска 8 обрабатывается по 14 квалитету точности, шероховатость поверхности Ra 12, 5. Отверстие 9 предназначено для дальнейшего нарезания зубьев сверлится по 14 квалитету точности, шероховатость поверхности Ra 12, 5. Фаска 10 обрабатывается по 14 квалитету точности, шероховатость поверхности Ra 12, 5. Шлицы 11 предназначены для передачи вращательного движения обрабатывается по 9 квалитету точности, шероховатость поверхности Ra 3, 2. Шлицы 12 предназначены для передачи вращательного движения обрабатываются по 8 квалитету точности, шероховатость поверхности Ra 3, 2. Канавка 13 предназначена для выхода режущего инструмента обрабатывается по 8 квалитету точности, шероховатость поверхности Ra 3, 2. Данные по химическому составу и химическим свойствам стали заносим в таблицы 1.1 и 1.2.
Таблица 1.1. Химический состав стали 40Х ГОСТ 4543-71.
Таблица 1.2. Физико-механические свойства стали 40Х ГОСТ 4543-71.
Технологический раздел Разработка проектируемого технологического процесса
Разработка операционного технологического процесса Заключение Анализ технологии обработки детали Муфта УЭС01200608 показал, что применение станков с программным числовым управлением позволит снизить трудоемкость, а главным образом уменьшить себестоимость изделия. Негативно сказывающееся на стоимости продукции, увеличенное время обработки, не является значимым для проектируемого тех. процесса, так как уменьшается время на обслуживание оборудования и переналадку станка. Первоначальные затраты при оснащении станками производства, при изготовлении данной детали, так же будут снижены вследствие замены целого ряда дорогостоящего оборудования. Применение обрабатывающих центров, в значительной степени позволит уменьшить дорогостоящие производственные площади. Появляется возможность применения многостаночности. Как следствие из вышесказанного является снижение себестоимости продукции. В наше время не находит применения массовое и крупносерийное производство, ему на смену приходит мелкосерийное. Оно характеризуется ограниченной номенклатурой изделий, изготовляемых периодически повторяющимися партиями. При мелкосерийном производстве используются универсальные и специализированные станки, станки с ЧПУ, оснащенные как специальными, так и универсальными и универсально – сборочными приспособлениями, что позволяет снизить трудоемкость и себестоимость изготовления изделия. В мелкосерийном производстве техпроцесс изготовления изделия преимущественно дифференцирован, т.е. расчленен на отдельные операции, выполняемые на определенных станках. В данном курсовом проекте был произведен технологический контроль детали и расчеты по анализу детали на технологичность, определению типа производства, экономическому обоснованию выбора заготовки. Были произведены и приведены в сводных таблицах расчеты по определению межоперационных припусков, операционных размеров и режимов резания аналитическими и табличными методами. Так же было произведено нормирование проектируемых операций. Разработанный технологический процесс обработки детали отличается от базового тем, что в нем было применено новое усовершенствованное оборудование, а именно в операциях 010 и 030 произвели замену оборудования, 16К20 на 16К20Ф3, что позволило уменьшить затраты времени и трудоёмкость, в операции 035 и 040 объединили в одну с заменой оборудования, что также позволило сократить время обработки и достичь наибольшей точности обработки детали, технологическая оснастка и инструмент, что позволило улучшить режимы обработки, качество обрабатываемой детали и снизить время на её обработку. Литература
1 Антонюк В.В. Конструктoрy станочных приспособлений. Справочное пособие. — Мн.: Беларусь, 1991. 2 Балабанов А.Н. Краткий справочник технолога-машиностроителя. — М.: Издательство стандартов 1992. – 464с. 3 Гельгафт Ю.И. Сборник задач и упражнений по технологии машиностроения.— М.: Вш, 1986. 4 Горбацевич А.Ф., Шкред В.А. Курсовое проектирование по технологии машиностроения.— Мн.: Вш, 1983. 5 Данилевский В.В. Технология машиностроения.— М.: Вш, 1984. 6 Дипломное проектирование по технологии машиностроения. Учебное пособие./ Под ред. В.В. Бабука.— Мн.: Вш, 1979. 7 Допуски и посадки Справочник в 2-х т./ Под ред. В.Д. Мягкова. —Л.: Машиностроение, 1983. 8 Колесов И.М. Основы технологии машиностроения: Учебник.— М.: Высш.шк., 1999. 9 Нефедов Н.А. Дипломное проектирование в машиностроительных техникумах.— М.: Вш, 1986. 10 Нефедов Н.А. Сборник задачи примеров по резанию и режущему инструменту.— М.: Вш, 1990. 11 Общемашиностроительные нормативы времени вспомогательного, на обслуживание рабочего места и подготовительно-заключительного для технического нормирования. Серийное производство.—М.: Машиностроение, 1974. 12 Общемашиностроительные нормативы времени длятехнического нормирования работы на металлорежущих станках. В 2-х частях.— М.: Машиностроение, 1974. 13 Общемашиностроительные нормативы времени и режимоврезания длянормирования paбoт, выполняемых на универсальных и многоцелевых станках с числовым программным управлением. Часть I и II.—М.: Экономика, 1990. 14 Режимы резания металлов. Справочник / Под ред. Ю.В. Барановского.— М.: Машиностроение, 1986. 15 Справочник технолога–машиностроителя в 2-х томах. Т.2 /Под редакцией A.Г. Косиловой.— М.: Машиностроение, 1986. 16 Технология машиностроения: Методические рекомендации по выполнению дипломных проектов для средних специальных учебных заведений. Специальность Т0З.01.00 «Технология машиностроения, оборудование и автоматизация машиностроения»/M.B. Крейцер, С.А. Миланович, В.М. Орловский и др.— Мн.: РИПО, 2001.-42 с. 17 Проектирование технологических, процессов в машиностроении/ И.II. Филонов, Г.Я. Беляев, Ч.М. Кожуро и дp.; Под общ.ред. И.П. Филонова; СД.— Мн.: УП «Технопринт», 2003.- 910 с. Приложение А Трёхмерная модель детали «Муфта»
Введение
В современных технологических процессах поточно-массовом производстве затраты на изготовление и эксплуатацию технологической оснастки составляет до 20% себестоимости продукции. Наибольший удельный вес в общем парке технологической оснастки составляет станочное приспособление, применяемое для установки и закрепления заготовок, деталей. Применение приспособлений позволяет устранить разметку заготовок перед обработкой, повысить точность обработки, снизить себестоимость продукции, облегчить условия работы и обеспечить ее безопасность, расширить технологические возможности оборудования и сократить число рабочих, необходимых для выпуска продукции. Постоянное совершенствование методов обработки связанное с нарастанием темпов технологического процесса, требует создание наиболее рациональной конструкции и экономического обоснования применения различных видов приспособлений, снижения их металлоемкости при обеспечении необходимой жесткости. Изучение закономерности влияния приспособления на точность и производительность выполняемых операций позволяет проектировать приспособления интенсифицирующее производство и повышающее его точность. Проводимая работа по унификации и стандартизации элементов приспособления создала основу для автоматизированного проектирования приспособлений с использованием ЭВМ и автоматов для графического изображения, что приводит к ускорению технологической подготовке производства. Целью курсового проекта является разработать технологический процесс обработки детали Ступица, с применением высокопроизводительных методов обработки. Общий раздел Описание конструкции и служебного назначения детали Полумуфта УЭС1200608 входит в сборку узла УЭС 1200000 «Привод гидронасоса» комбайнов КЗК 10, УЭС 2250А, УЭС 2280А, УЭС 3280 в количестве 1 штука на машину. Шлицевая поверхность 95х5х10d входит в зацепление с внутренним шлицом муфты УЭС 1200609, шлицевая поверхность 38х 1.5874х 23S4 сопрягается с выходным валом гидронасоса комбайна. Принцип работы: крутящий момент с двигателя комбайна через корданный вал, собранный с фланцем УЭС 1200611 через подшипники 46212 ГОСТ 831-75 передается на вал УЭС 1200612, который своей шлицевой поверхностью 95х 5х 10d входит в сопряжение с муфтой УЭС 1200609 с одной стороны и передает крутящий момент через муфту УЭС 1200609 на полумуфту УЭС 1200609, установленную с другой стороны выше указанной муфты. В качестве материала заготовки выбрана Сталь 40X ГОСТ 4543-71. Сталь – это многокомпонентный, железоуглеродистый сплав с содержанием углерода не более 2, 14%, претерпевающий эвтектическое превращение. Этот сплав – наиболее распространенный материал для изготовления поковок благодаря свойствам и относительной дешевизне. Область применения стали расширяется вследствие непрерывного повышения ее прочностных и технологических свойств, а также разработки новых марок со специальными физическими и химическими свойствами.
Рисунок 1.1- Эскиз детали Муфта
Торец 1, обрабатывается по 14 квалитету точности, шероховатость поверхности Ra 12, 5. Отверстие 2 обрабатывается по 14 квалитету точности, шероховатость поверхности Ra 12, 5. Фаска 3 обрабатывается по 14 квалитету точности, шероховатость поверхности Ra 12, 5. Наружная цилиндрическая поверхность 4 обрабатывается по 14 квалитету точности, шероховатость поверхности Ra 12, 5. Поверхность 5 обрабатывается по 14 квалитету точности, шероховатость поверхности Ra 12, 5. Поверхность 6 предназначена для дальнейшего фрезерования шлицов обрабатывается по 9 квалитету точности, шероховатость поверхности Ra 3, 2. Торец 7 обрабатывается по 14 квалитету точности, шероховатость поверхности Ra 12, 5. Фаска 8 обрабатывается по 14 квалитету точности, шероховатость поверхности Ra 12, 5. Отверстие 9 предназначено для дальнейшего нарезания зубьев сверлится по 14 квалитету точности, шероховатость поверхности Ra 12, 5. Фаска 10 обрабатывается по 14 квалитету точности, шероховатость поверхности Ra 12, 5. Шлицы 11 предназначены для передачи вращательного движения обрабатывается по 9 квалитету точности, шероховатость поверхности Ra 3, 2. Шлицы 12 предназначены для передачи вращательного движения обрабатываются по 8 квалитету точности, шероховатость поверхности Ra 3, 2. Канавка 13 предназначена для выхода режущего инструмента обрабатывается по 8 квалитету точности, шероховатость поверхности Ra 3, 2. Данные по химическому составу и химическим свойствам стали заносим в таблицы 1.1 и 1.2.
Таблица 1.1. Химический состав стали 40Х ГОСТ 4543-71.
Таблица 1.2. Физико-механические свойства стали 40Х ГОСТ 4543-71.
Последнее изменение этой страницы: 2020-02-16; Просмотров: 211; Нарушение авторского права страницы Главная | Случайная страница | Обратная связь | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||