|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
ТЕРМИЧЕСКАЯ ОБРАБОТКА И ЕЕ ВЛИЯНИЕ НА СТРУКТУРУ
УГЛЕРОДИСТОЙ СТАЛИ
1. ЦЕЛЬ РАБОТЫ: изучить виды термической обработки и их влияние на свойства и структуру сталей.
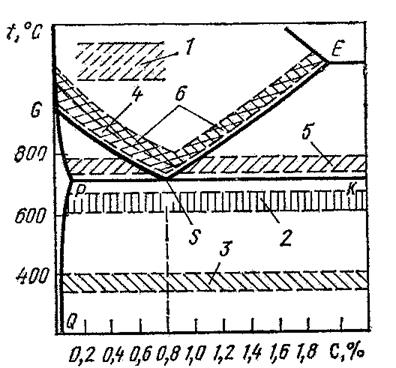
2. КРАТКИЕ СВЕДЕНИЯ ИЗ ТЕОРИИ Термической обработкой называется совокупность операций нагрева, выдержки и охлаждения твердого металлического сплава с целью получения заданных свойств без изменения формы изделий и состава сплава. Для сталей температура нагрева определяется диаграммой состояния Fe-C-сплавов. Время выдержки в лабораторных условиях принимается из расчета 1 мин на 1 мм сечения. В производственных условиях время выдержки колеблется от 0, 25 до 1 часа на 1 т нагреваемого металла. Термическая обработка делится на следующие виды. отжиг, нормализацию, закалку, отпуск, старение. Отжиг заключается в нагревании стали до определенной температуры, выдержке и медленном охлаждении (обычно вместе с печью). Цель отжига: снятие внутренних напряжений, снижение твердости, улучшение обрабатываемости резанием и давлением. Различают отжиг I и II рода (рисунок 1).
Рисунок 1 – Температуры нагрева при отжиге и нормализации: отжиг I рода (1 – диффузионный отжиг; 2 – рекристаллизационный отжиг; 3 – отжиг для снятия напряжений); отжиг II рода (4 – полный отжиг; 5 – неполный отжиг); 6 – нормализация. Отжиг I рода не связан с фазовыми превращениями в твердом состоянии. Виды отжига I рода: диффузионный или гомогенизация (для устранения ликвации), рекристаллизационный (для снятия наклепа после холодной пластической деформации), отжиг для снятия внутренних напряжений (для уменьшения напряжений, образовавшихся в металле при ковке, литье, сварке). Отжиг II рода или фазовая перекристаллизация может быть полным и неполным. При полном отжиге сталь нагревают до температур выше линии GS на 30-50°С, что приводит к полной аустенитизации структуры стали. После выдержки и охлаждения вновь образуется перлит, но структура измельчается, в связи с этим повышаются пластичность и ударная вязкость стали. Полный отжиг используют для конструкционных (доэвтектоидных и эвтектоидных) сталей. При неполном отжиге сталь нагревают до температур выше линии PSK на 50-70°С. Неполному отжигу обычно подвергают заэвтектоидные инструментальные стали (сфероидизация или отжиг на зернистый перлит). В результате такого отжига карбиды приобретают округлую форму, исчезает сетка вторичного цементита, которая ухудшает обрабатываемость. Нормализация заключается в нагреве доэвтектоидной стали выше линии GS, а заэвтектоидной – выше линии SE на 30-50°С, выдержке и охлаждении на воздухе (см. рисунок 1). Цель нормализации: измельчение структуры, некоторое повышение прочности и твердости (примерно на 10-15% по сравнению с отжигом) или устранение цементитной сетки заэвтектоидных сталей. Закалка заключается в нагреве стали выше критической температуры, выдержке и быстром охлаждении со скоростью выше критической vкр. (vкр.– минимальная скорость охлаждения, обеспечивающая только бездиффузионное превращение аустенита). Цель закалки – повышение прочности, твердости, износостойкости. Основной структурой закаленной стали является мартенсит. Мартенсит – пересыщенный твердый раствор углерода в α -железе. Он часто имеет характерное игольчатое строение. В зависимости от температуры нагрева различают полную и неполную закалку (рисунок 2). Полная закалка применяется для доэвтектоидных и эвтектоидных сталей. Их нагревают на 30-50°С выше линии GS. Такая температура обеспечивает получение при нагреве мелкозернистого аустенита и, следовательно, после охлаждения – мелкоигольчатого мартенсита (рисунок 3, а). Заэвтектоидные стали подвергают неполной закалке. Нагрев производится до температур на 50-70°С выше линии SK. Структура заэвтектоидной стали после закалки: мартенсит, остаточный аустенит и вторичный цементит. Вторичный цементит оставляют в закаленной стали специально, т.к. он повышает твердость и износостойкость стали. В качестве охлаждающих сред при закалке применяют воду, масло, водные растворы солей и щелочей. Углеродистые стали обычно закаливают в воде, легированные – в масле. Высоколегированные стали могут закаливаться даже на воздухе (воздушнозакаливаемые стали).
Рисунок 2 – Оптимальные температуры нагрева под закалку углеродистых сталей
Сталь, закаленная на мартенсит, находится в сильно напряженном состоянии и обладает повышенной твердостью и хрупкостью. После закалки сталь обязательно подвергают отпуску. Отпуск заключается в нагревании стали ниже линии PSK, выдержке и последующем охлаждении. Различают три вида отпуска: 1. Низкотемпературный отпуск (150-250°С). Цель: частичное снятие напряжений, повышение вязкости стали без заметного снижения твердости. Образующаяся структура: мартенсит отпуска (Мотп.) – мартенсит с мелкими, выделяющимися из него пластинками ε -карбидов (рисунок 3, б). Область применения: детали, для которых необходима высокая твердость и износостойкость (мерительный и режущий инструмент, детали после цементации, поверхностной закалки и т.д.).
2. Среднетемпературный отпуск (350-450°С). Цель: снятие напряжений, повышение упругих свойств (при некотором снижении твердости и прочности). Образующаяся структура: троостит отпуска (Тотп) – высокодисперсная смесь феррита и мелких включений цементита неправильной (некомпактной) формы (рисунок 3, в). Область применения: рессоры и пружины.
3. Высокотемпературный отпуск (500-680°С). Цель: обеспечить наилучшее сочетание прочности, пластичности и ударной вязкости. Образующаяся структура: сорбит отпуска (Сотп.) или зернистый сорбит – механическая смесь феррита и мелких округлых зерен цементита (рисунок 3, г). Область применения: тяжелонагруженные детали и конструкции. Термическую обработку, состоящую из закалки и высокотемпературного отпуска называют улучшением. Схемы зарисовки микроструктур термообработанных сталей при больших увеличениях приведены на рисунке 4.
Рисунок 3 – Микроструктуры термообработанных сталей: а) после нормальной закалки (V > Vкр), х 1500; б) после закалки и низкотемпературного отпуска, х 1500; в) после закалки и среднетемпературного отпуска, х 5000, электронная микроскопия; г) после закалки и высокотемпературного отпуска (после улучшения), х 5000, электронная микроскопия
Рисунок 4 – Схемы зарисовки микроструктур термообработанных сталей, ~ х 1500: а) после нормальной закалки (V > Vкр); б) после закалки и низкотемпературного отпуска (мартенсит отпуска); в) после закалки и среднетемпературного отпуска (троостит отпуска); г) после закалки и высокотемпературного отпуска (сорбит отпуска).
Старение – изменение строения и свойств металлов и сплавов, протекающее либо самопроизвольно в процессе длительной выдержки при нормальной температуре (естественное старение), либо при нагреве (искусственное старение). При старении происходит выделение упрочняющих фаз в дисперсной форме из.пересыщенного закаленного твердого раствора. Обычно старение приводит к увеличению прочности и твердости при уменьшении пластичности и ударной вязкости.
3. НЕОБХОДИМЫЕ ПРИБОРЫ, ОБОРУДОВАНИЕ И МАТЕРИАЛЫ.
3.1. Термические печи. 3.2. Закалочная ванна с охлаждающей жидкостью. 3.3. Твердомеры Бринелля и Роквелла. 3.4. Микроскопы МИМ-7. 3.5. Образцы стали 45.
4. МЕТОДИКА ПРОВЕДЕНИЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ
Для выполнения термообработки все образцы загрузить в предварительно нагретую печь, выдержать их в печи 10 мин, после чего печь отключить. Четыре образца подвергнуть закалке в воде, один образец – нормализации (охладить на воздухе) и еще один образец – отжигу (оставить в печи для охлаждения до комнатной температуры). Затем один закаленный образец загрузить в печь при температуре 200˚ С для проведения низкотемпературного отпуска; второй закаленный образец загрузить в печь при температуре 400˚ С для проведения среднетемпературного отпуска; третий закаленный образец загрузить в печь при температуре 600˚ С для проведения высокотемпературного отпуска. Время выдержки образцов в печи при отпуске – 30 мин. После проведения термической обработки образцы зачистить на точиле и на каждом образце провести измерение твердости.
5. СОДЕРЖАНИЕ ОТЧЕТА
5.1. Дать краткую характеристику различных видов термической обработки. 5.2. Результаты измерения твердости занести в таблицу
5.3. Построить график зависимости твердости стали от вида обработки, сформулировать выводы. 5.4. Посмотреть под микроскопом микроструктуры сталей после термической обработки. 5.5. Зарисовать микроструктуры закаленных и отпущенных сталей в квадратах 30х30 мм. Под каждой микроструктурой указать марку стали, вид обработки и увеличение микроскопа, примерно соответствующее зарисованной структуре. На каждом рисунке указать стрелками различные фазы и структурные составляющие.
6. РЕКОМЕНДУЕМАЯ ЛИТЕРАТУРА
6.1. Лахтин Ю.М., Леонтьева В.П. Материаловедение. – М.: Машиностроение, 1990. – 528 с. 6.2. Сильман Г.И. Термическая обработка углеродистой стали. Методические указания к лабораторной работе № 8.-Брянск: Изд-во БГИТА, 1999.– 9 с. 6.3. Худокормова Р.Н., Пантелеенко Ф.И. Материаловедение: Лабораторный практикум. – Минск: Вышэйшая школа, 1988. – 224 с.
Лабораторная работа № 9 |
||||||||||||||||||||||
Последнее изменение этой страницы: 2020-02-16; Просмотров: 60; Нарушение авторского права страницы