|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
ОПРЕДЕЛЕНИЕ ПРОКАЛИВАЕМОСТИ СТАЛИ
МЕТОДОМ ТОРЦЕВОЙ ЗАКАЛКИ
1. ЦЕЛЬ РАБОТЫ: познакомиться с такими технологическими свойствами сталей, как закаливаемость и прокаливаемость, научиться определять прокаливаемость стали методом торцевой закалки и использовать параметр прокаливаемости для решения практических задач.
2. КРАТКИЕ СВЕДЕНИЯ ИЗ ТЕОРИИ Следует различать закаливаемость и прокаливаемость стали. Под закаливаемостью понимают способность стали получать высокую твердость при закалке. Закаливаемость измеряется в единицах твердости и зависит, главным образом, от содержания углерода в стали. Поскольку в структуре закалённой стали образуется мартенсит, то с увеличением содержания углерода твердость мартенсита увеличивается, что приводит к увеличению твердости доэвтектоидной стали. Начиная примерно с 0, 7% С, твердость закалённой стали остаётся постоянной (63-65 HRC). Это объясняется тем, что закалка всех заэвтектоидных сталей производится с одной температуры, а поэтому состав и твёрдость мартенсита у этих сталей будут одинаковы. Под прокаливаемостыо стали понимается глубина проникновения закалённой зоны. Прокаливаемость измеряется в единицах длины (мм) и зависит от критической скорости закалки. Чем меньше критическая скорость закалки, тем больше прокаливаемость стали. Прокаливаемость стали увеличивается при легировании её элементами, хорошо растворяющимися в аустените (кроме кобальта), при увеличении содержания углерода до 0, 8 %, а также при увеличении размеров зёрен аустенита. Легирующие элементы, которые вступают в химическое взаимодействие с железом, углеродом или примесями стали, уменьшают прокаливаемость (V, Ti, Nb и др. в небольших количествах). Прокаливаемость зависит также от размеров детали и скорости охлаждения. Чем интенсивнее охлаждает закалочная среда, тем больше прокаливаемость стали. Если деталь закаливается по всему сечению, то считают, что она обладает сквозной прокаливаемостью. Несквозная прокаливаемость является следствием того, что сердцевина детали охлаждается со скоростью, меньше критической. Поэтому в сердцевине таких деталей аустенит распадается на пластинчатую ферритно-цементитную смесь (троостит, сорбит, перлит). На поверхности и в сечениях, где скорость охлаждения будет больше критической, образуется структура мартенсита. Поэтому свойства деталей, имеющих несквозную прокаливаемость, будут неодинаковы по сечению. Прокаливаемость стали является важным фактором, определяющим ее свойстваи применение. Чем больше прокаливаемость, тем легче получить высокие механические свойства стали после термической обработки даже в деталях большого сечения. Это особенно важно для ответственных деталей, которые подвергают термическому улучшению, т.е. закалке и высокому отпуску. Поэтому такие детали целесообразно изготавливать из легированных сталей, обладающих высокой прокаливаемостью. Стали высокой прокаливаемости обладают ещеи тем преимуществом, что их можно закаливать в масле и даже на воздухе, что способствует уменьшению внутренних напряжений, возникающих при закалке стали. Прокаливаемость количественно оценивают величиной реального критического диаметра. Реальным критическим диаметром называется наибольший диаметр образца, при котором сталь в данном охладителе (в воде, в масле, на воздухе и т.д.) прокаливается полностью, т.е. в центре образца твёрдость соответствует твердости полумартенситной зоны (состоящей из 50% мартенсита и 50% троостита). Твердость полумартенситной зоны в доэвтектоидной стали, также как и твердость мартенсита, увеличивается с ростом содержания углерода (таблица 1). Таблица 1 – Влияние содержания углерода и легирования сталей на твердость полумартенситной зоны
Чтобы прокаливаемость стали не ставить в зависимость от способа охлаждения, вводят понятие идеального критического диаметра. Идеальный критический диаметр – это диаметр образца, у которого в центре при закалке в идеально охлаждающей жидкости (т.е. отнимающей тепло с поверхности с бесконечно большой скоростью) получается полумартенситная зона. При определении прокаливаемости методом торцевой закалки изготовляют стандартные образцы и исследования проводят в стандартных условиях, установленных ГОСТ 5657-51. Этот метод позволяет на одном образцебез его разрезки оценить прокаливаемость любого сечения детали в любом охладителе.
3. НЕОБХОДИМЫЕ ПРИБОРЫ, ОБОРУДОВАНИЕ И МАТЕРИАЛЫ 3.1. Термическая печь. 3.2. Установка для торцевой закалки. 3.3. Образцы исследуемых сталей. 3.4. Твердомер Роквелла.
4. МЕТОДИКА ПРОВЕДЕНИЯ РАБОТЫ Образец стандартных размеров (рисунок 1) нагревают под закалку в муфельной печи в течении 30мин. После нагрева образец быстро переносят в специальную установку, где его охлаждают с торца струёй воды. Скорость охлаждения образца в разных точках его длины будет различной. Максимальная скорость охлаждения достигается у торца, минимальная (соответствующая охлаждению на воздухе) – у противоположного конца образца. На торце и в сечениях, где скорость охлаждения была больше критической, получается структура мартенсита. В сечениях, более удаленных от торца, последовательно получают следующие структурные составляющие: мартенсит, бейнит и пластинчатый троостит, троостит, сорбит и перлит. В доэвтектоидных сталях наряду с сорбитом и перлитом будет присутствовать феррит, в эаэвтектоидных сталях – вторичный цементит.
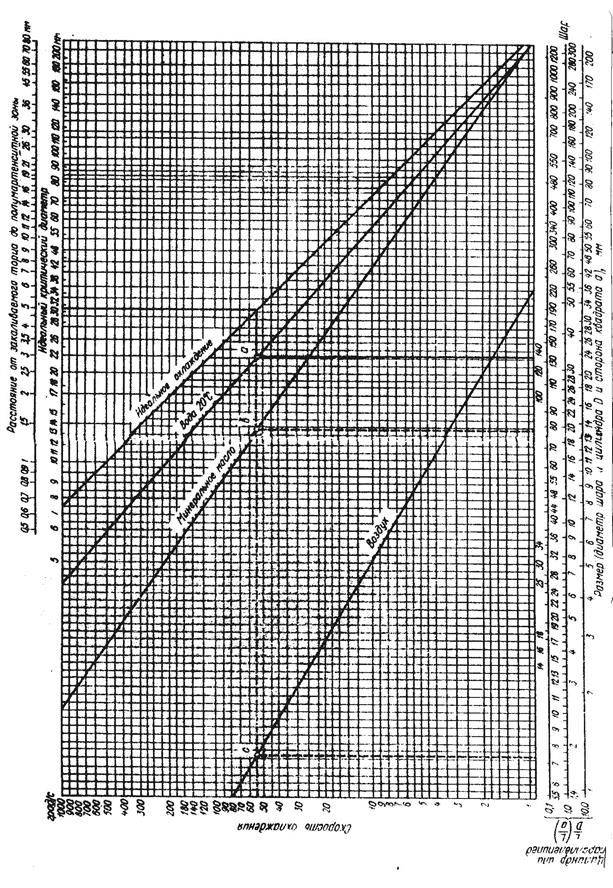
О структуре образца в различных зонах судят по твердости. Дляизмерения твердости необходимо по длине образца зачистить полоску шириной 2мм. Начиная от торца, через каждые 2-3 мм замерять твердость. На рисунке 2 схематично приведен график изменения твердости стального образца в зависимости от расстояния от его торца. По этому графику, определив предварительно твердость полумартенситной зоны, определяют расстояние до нее от торца образца. По найденному расстоянию с помощью номограммы прокаливаемости (рисунок 3) определяют скорость охлаждения в центре образца и реальный критический диаметр.

5. СОДЕРЖАНИЕ ОТЧЕТА 5.1. Дать определение закаливаемости и прокаливаемости стали и описать факторы, влияющие на них. Привести зависимость твердости полумартенситной зоны от содержания углерода и определить ее для заданных марок стали. 5.2. Начертитьсхему торцевой закалки. 5.3. Результатызамеров твердости по длине образца внести в таблицу:
5.4. По данным таблицы построить графикиизменениятвердости в зависимости от расстояния от закаливаемого торца образцов. 5.5. По построенным графикам определить расстояния до полумартенситной зоны (параметры прокаливаемости) для рассматриваемых марок сталей. 5.6. По номограмме прокаливаемости определить реальные и идеальные критические диаметры прокаливаемости и скорости охлаждения в центре детали критических размеров. 5.7. С использованием экспериментально определенного значения параметра прокаливаемости и справочных данных по полосам и графикам прокаливаемости сталей решить практическую задачу, заданную преподавателем.
6. РЕКОМЕНДУЕМАЯ ЛИТЕРАТУРА 6.1. Ю. М. Лахтин, В. П. Леонтьева. Материаловедение. – М: Машиностроение, 1980. – С. 203-207. 6.2. Б. Г. Грин6ерг, T. М. Иващенко. Лабораторный практикум по металловедению и термической о6работке. – М.: Высшая школа, 1968. – С. 228-238. 6.3. Ю. А. Геллер, А. Г. Рахштадт. Материаловедение. – М.: Металлургия, 1983. – С. 247-258.
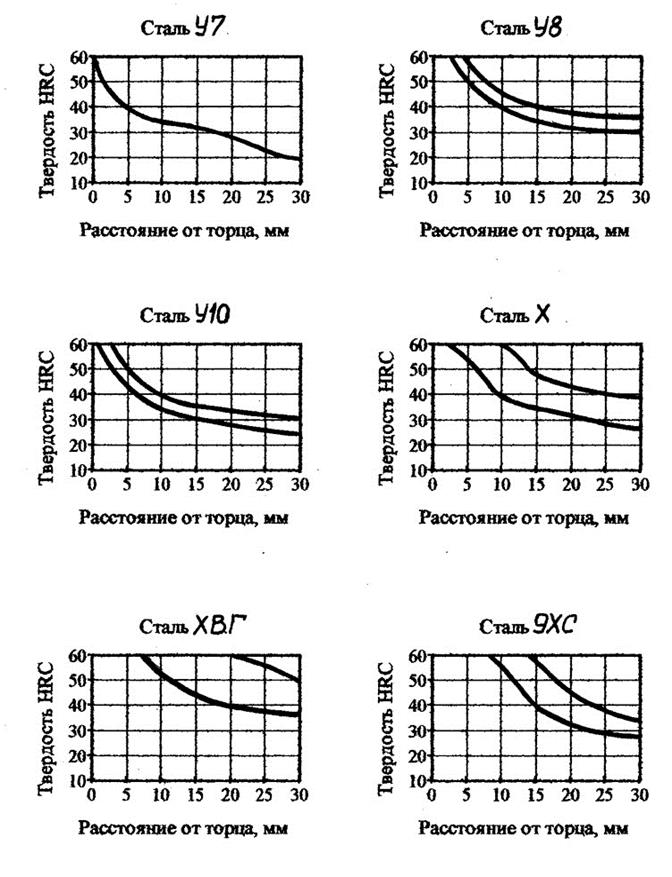
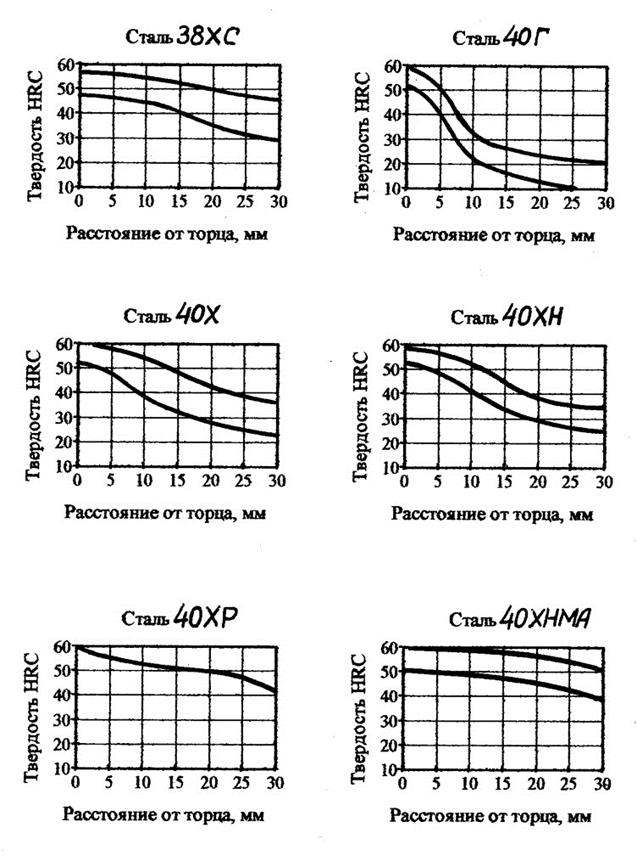
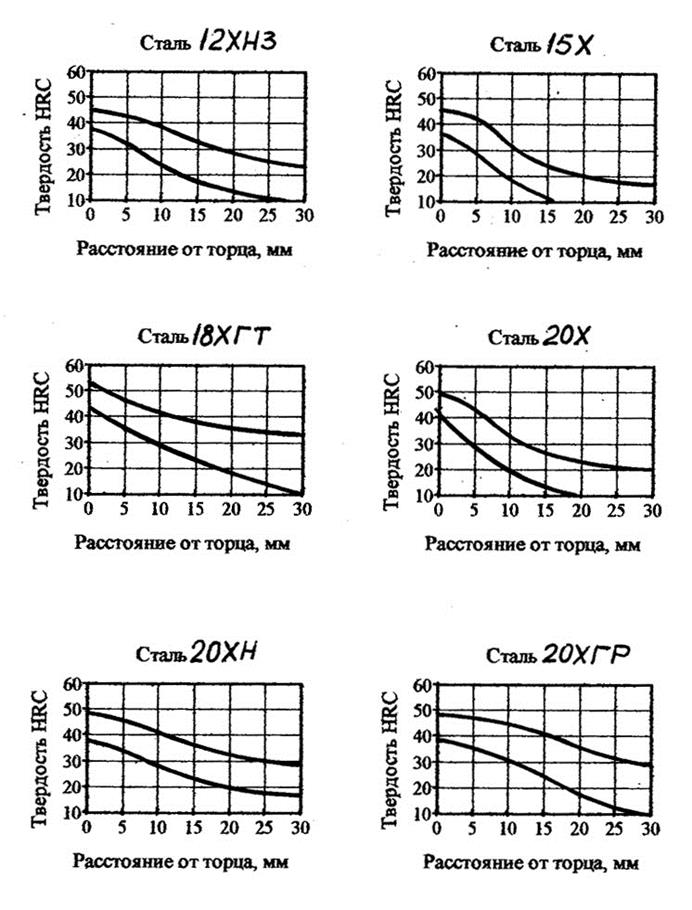
ПРИЛОЖЕНИЕ (справочное) Полосы и кривые прокаливаемости некоторых сталей
Лабораторная работа № 10 |
||||||||||||||||||||||||||||||||||||||||||||||||
Последнее изменение этой страницы: 2020-02-16; Просмотров: 124; Нарушение авторского права страницы