|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Особенности изготовления суппозиториев методом выливания:⇐ ПредыдущаяСтр 14 из 14
1. При расчете количества основы необходимо учитывать объем гнезда формы. Он выражается через массу жировой основы, которая вмещается в одно гнездо формы. При концентрации лекарственных веществ менее 5% не учитывают объем, занимаемый ими* т.к.-, изменение объема укладывается в нормы допустимых отклонении по приказу №305 от 16.10.97. Количество основы в этом случае рассчитывают по формуле: mосновы = Р х N (3), где Р — масса суппозиторной основы, вмещающейся в одно гнездо формы в г; N — число суппозиториев.
При содержании лекарственных, веществ более 5% необходимо учитывать занимаемый ими объем с помощью коэффициентов замещения - прямого (Еж) или обратного (1/Еж), На практике чаще используют обратный коэффициент замещения, который показывает количество жировой основы, которое занимает такой же объем, как и 1, 0 лекарственного вещества. Его значение для различных лекарственных веществ находят в справочных таблицах. В последнем случае количество основы рассчитывают по формуле: mосновы = Р * N — А * 1/Еж (4), где Р — масса суппозиторной основы, вмещающейся в 1 гнездо формы в г; N — число суппозиториев; А — масса лекарственного вещества на все суппозитории в г; 1/Еж—обратный коэффициент: замещения. Если в качестве основы используют гидрофильную, например, желатино-глицериновую основу, то учитывают ее плотность с помощью модуля перехода: ρ желатино-глицериновой основы 1, 15 ρ масла какао = 0, 95 = 1, 21
Первоначально рассчитывают количество жировой основы по формулам (3) или (4), а затем полученный результат умножают на 1, 21. 2. Перед выливанием формы предварительно охлаждают и смазывают жидкостью, не родственной основе, для того, чтобы суппозитории не прилипали (вазелиновым маслом или мыльным спиртом). 3. Суппозиторная масса должна быть расплавленной, но достаточно вязкой, с равномерно распределенными лекарственными веществами. Во избежание расслоения необходимо быстро разливать и охлаждать заполненные формы.
• Изложите оптимальный вариант технологии изготовления препарата.
Отвешиваем желатин, отмериваем 250 мл воды, заливаем его небольшим количеством воды очищенной, в оставшемся объеме растворяем анальгин, затем помещаем этот раствор в ступку с желатином, нагреваем на водяной бане. Отвешиваем глицерин. Отвешиваем сухой экстракт красавки и смешиваем в ступке с небольшим количеством глицерина, затем помещаем его в ступку с желатином с остальным количеством глицерина. Отвешиваем ихтиол и помещаем в ступку. Тщательно перемешиваем. В предварительно охлажденные и смазанные формы разливаем полученную массу. Охлаждаем. Упаковываем.
• По каким показателям обеспечивалось качество пессариев на всех этапах изготовления: при приеме рецепта, на стадиях изготовления, изготовленного препарата, при отпуске из аптеки? Какие критерии качества пессариев регламентированы НД?
При приемке рецепта — правильность оформления рецепта. На этапе изготовления — проверка доз, расчет основы, последовательность введения веществ. На этапе изготовленного средства — однородность, отклонения от средней массы, температура растворения, количественное содержание, микробиологическая чистота. При отпуске — соответствие упаковки физико-химическим свойствам, номера на рецепте и номера на этикетке; фамилии на этикетке и рецепте.
• Как учитывали свойства лекарственной формы при упаковке, оформлении, выборе предупредительных этикеток?
Шарики и пессарии на желатинно-глицериновой основе не заворачивают, а помещают в специальные гофрированные колпачки. Затем их укладывают в отпускные картонные коробки с гнездами для отдельных суппозиториев и шариков. Этикетки: «Наружное», «Хранить в сухом, защищенном от света месте».
Перечислите факторы, влияющие на биодоступность лекарственной формы «Суппозитории».
- тип основы, - вспомогательные вещества (Н-р, ПАВ) - действующие вещества (растворимость) - технология изготовления.
• Предложите аппаратурное оснащение стадии гомогенизации и диспергирования в промышленном производстве суппозиториев.. Объясните принцип его работы.
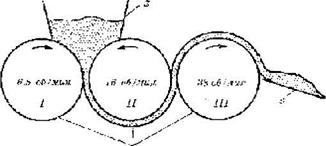
ГОМОГЕНИЗАЦИЯ Трехвалковая мазетерка Валковая мазетерка состоит из двух или трех параллельно и горизонтально расположенных вращающихся валов с гладкой поверхностью. Они могут быть изготовлены из фарфора, базальта или металла. Для создания оптимальной температуры мази, поступающей на валки, их изготавливают полыми, чтобы при необходимости вовнутрь можно было подавать воду. При работе валки вращаются с разной скоростью — 6, 5, 16 и 38 об/мин (последний, кроме того, совершает колебательные движения). Дифференциацию скоростей вращения валков обеспечивают специальные шестерни. Суппозиторную массу помещают в бункер, из него она самотеком поступает на валки, зазор между которыми регулируется. С третьего валка масса поступает по направляющему желобу 3 в приемник фасовочной Машины. Различная скорость вращения валков обеспечивает переход массы с одного вала на другой. Процесс измельчающего действия их составляет три момента: — твердые частицы (комки) раздавливаются или дробятся в щелях между валками (J, II ); — размалывающее действие далее усиливается перетирающим действием валков ( II, III ), вследствие большей их скорости вращения; — растирающее действие усиливается дополнительными колебательными движениями третьего вала вдоль своей оси и соответствующим зазором между валками.
ГОМОГЕНИЗАЦИЯ И ДИСПЕРГИРОВАНИЕ
|
Последнее изменение этой страницы: 2020-02-16; Просмотров: 192; Нарушение авторского права страницы