|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Формования комплексных нитей из расплава
Принцип формования комплексных нитей из расплава заключается в продавливании расплава полимера с помощью дозирующего насоса через тонкие отверстия фильеры. Выходящая из каждого отверстия фильеры струйка расплава полимера, охлаждаясь на воздухе, затвердевает и превращается в элементарную нить. Соединенные в пучок элементарные нити образуют комплексную нить, которая наматывается на бобину. Фильеры обычно представляют собой короткие капилляры, у которых
Рисунок 1 - Схема формования волокна из расплава
С увеличением скорости вытяжки и ориентационного напряжения величина отношения D/ D0 быстро уменьшается. Приблизительное выражение для оценки эластичного восстановления струи при наличии вытяжки имеет следующий вид:
где, B= D/ D0 - коэффициент восстановления струи осевом усилии, F = 0, λ eff - время релаксации макромолекул расплава полимера μ - условно фиксированный динамический коэффициент вязкости, G - функция, описывающая диссипацию внутренней энергии потока. По степенному закону Освальда де Виля следует, уравнение сохранения энергии и количества движения следующие:
При рассмотрении энергетического баланса интенсивность теплового потока за счет работы сил вязкого трения, отнесенная к единице обьема (ev) описывается выражением:
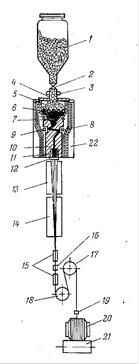
Рисунок 2 - Прядильное место: 1 - бункер с крошкой; 2 - кран; 3 - компенсатор; 4 - патрубок; 5 - плавильная решетка; в - паровая рубашка; 7-расплавленный полимер; 8-дозирующий насос; 9 - напорный насос; 10 - насосный блок; 11 - фильерный комплект; 12 - фильера; 13 - обдупоч-ная шахта; 14 - прядильная шахта; 15 - препарационпые шайбы; 16 - прижимной ролик; 17 и 18 - прядильные (приемные) лиски; 19 - ннтераскладчик; 20-шпуля; 21 - фрикционный цилиндр; 22 - теплоизоляция.
где −
Для формования нитей из расплава характерна вертикальная схема при движении нити сверху вниз. Машина для формования капроновых нитей комплектуется из ряда прядильных мест. Каждое прядильное место (рис.2) состоит из трех основных узлов: узла плавления поликапроамида (крошки) и нитеобразования. Зоны отверждения струек расплава и образования элементарных и комплексной нитей. Устройства для намотки сформованной комплексной нити. Узел плавления полимера и формования струек расплава состоит из бункера и прядильной головки. В бункере в среде азота хранится запас крошки, необходимый для непрерывной работы в течение 2− 6 суток. Бункер − вертикальный цилиндрический сосуд из алюминия с люком в верхней части для загрузки крошки и коническим днищем со смотровым стеклом для наблюдения за расходом крошки (рис.3). В конической части бункера крепится кран, соединяющий бункер через компенсатор и патрубок с прядильной головкой. К верхней части бункера подведены коммуникации для подачи азота и вакуумирования. После загрузки крошки и герметизации бункера из него удаляют воздух, для чего несколько раз попеременно создают разрежение и наполняют бункер азотом.
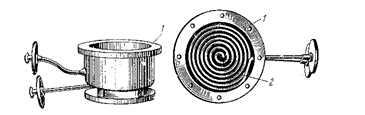
Рисунок 3 - Прядильная головка: 1 - патрубок; 2 - плавильная решетка; 3 - дозирующий насос; 4-теплоизоляция; 5-насосный блок; 6 - корпус головки; 7-рубашка; 8 - фнльерный комплект; 9 - гильза термопары; 10-напорный насос.
Прядильная или плавильно-формовочная головка состоит из обогревающей рубашки, плавильной решетки и насосного блока. Плавильная решетка (рис.4) представляет собой плоский, спиралевидный, трубчатый змеевик, обогреваемый изнутри парами ВОТ. Насосный блок (рис.5) снабжен двумя шестеренчатыми насосами − напорным и дозирующим (Рис.6) и фильерным комплектом, состоящим из фильтрующего приспособления (металлические сетки и кварцевый песок) и фильеры − массивной пластины с отверстиями диаметром 0, 20− 0, 25мм (для мононити до 0, 5мм). Плавильная решетка и насосный блок находятся в рубашке прядильной головки, обогреваемой парами или жидким ВОТ от общей котельной или при помощи местного электронагревателя.
Рисунок 4 - Плавильная решетка: 1 - корпус; 2-змеевик.
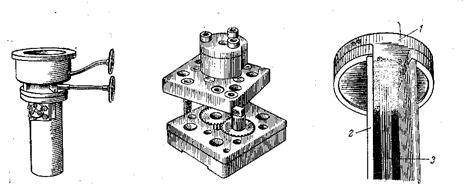
Из бункера крошка самотеком через кран, компенсатор и патрубок поступает на плавильную решетку, где при 265-290°С происходит плавление крошки. Расплавленная смола собирается в коническом пространстве под решеткой, откуда забирается нагнетательным насосом и передается к дозирующему насосу. Дозирующий насос нагнетает расплав под избыточным давлением до 8 МПа, продавливая его через фильтр и фильеру, откуда он выходит в виде тонких равномерных струек (рис.7).
Рисунок 5 - Насосный блок с плавильной решеткой. Рисунок 6 - Шестеренчатый прядильный (напорный и дозирующий) насос. Рисунок 7 - Нижняя часть прядильной головки с обдувочной шахтой: 1-торец прядильной головки; 2 - обдувочная шахта; 3 - нить.
Все детали прядильной головки (решетка, блок, насосы), с которыми соприкасается расплавленный полимер, сделаны из легированной жаростойкой стали. Для избегания окисления полимера при плавлении над плавильной решеткой непрерывно продувается азот, содержащий не более 0, 0005% кислорода. Количество подаваемого азота строго контролируется, так как избыток азота даже при указанном содержании кислорода в нем вызывает окисление полимера. Наряду с описанными применяются также и другие конструкции плавильных решеток и прядильных головок, обогреваемых жидким ВОТ и электричеством.
Рисунок 8 - Схема шнекового расплавителя (экструдера): 1 - цилиндрический сосуд; 2 - загрузочное устройство; 3 - электронагреватели; 4-шнек; 5 - зона плавления; 6 - зона темперирования; 7 - зона выгрузки.
Другим видом плавильного устройства является шнековый расплавитель - экструдер (рис.8), обеспечивающий высокую производительность, минимальную продолжительность пребывания полимера в расплавленном состоянии, что обусловливает минимальное увеличение содержания низкомолекулярных соединений в полимере в процессе формования нитей, интенсивное перемешивание расплава, что очень важно для усреднения его свойств и создает достаточное давление, необходимое для транспортирования расплава к прядильным головкам. Такая плавильная головка обеспечивает работу группы прядильных головок. Нить, сформованная из крошки, расплавляемой с помощью экструдеров (содержащая 0, 5 - 0, 8% низкомолекулярных соединений и 0, 05% влаги) содержит до 2% низкомолекулярных соединений, которые не требуется экстрагировать. Зона отверждения струек расплава и образования элементарных и комплексной нити состоит из обдувочной и прядильной (сопроводительной) шахт. Выходящие из отверстий фильеры струйки расплава полимера застывают в виде элементарных нитей, где они соединяются в пучок, образуя комплексную нить, которая поступает к приемно-намоточной части машины. Обдувочная шахта размещается непосредственно под фильерой и служит для создания равномерного потока воздуха в направлении, перпендикулярном движению элементарных нитей. Благодаря этому фиксируется движущийся пучок элементарных нитей (комплексная нить) в определенном положении и исключается возможность колебания их и образования утоненных и утолщенных участков. Для обдувки применяют кондиционированный воздух. Из обдувочной шахты комплексная нить попадает в прядильную шахту, которая служит для ограждения формующейся, нити от влияния случайных воздушных потоков и для дополнительного охлаждения в случае формования технических нитей. С этой целью прядильная шахта снабжена рубашкой для охлаждения холодной водой.
|
Последнее изменение этой страницы: 2020-02-16; Просмотров: 186; Нарушение авторского права страницы
 . Канал фильеры имеет плавный контур, что позволяет придать потоку на входе форму рюмки и свести до минимума искажение формы экструдата, обусловленным эластическим восстановлением.
. Канал фильеры имеет плавный контур, что позволяет придать потоку на входе форму рюмки и свести до минимума искажение формы экструдата, обусловленным эластическим восстановлением.

 ,
,