
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Расчет габаритности при перевозке по железной дорогеСтр 1 из 4Следующая ⇒
Характеристика материалов
Свариваемость – свойство металлов или сочетания металлов образовывать при установленной технологии сварки соединение, отвечающее требованиям, обусловленным конструкцией и эксплуатацией изделия. Склонность к образованию трещин как показатель свариваемости материала, который устанавливается по факту образования трещин в сварном соединении и оценивается качественно или количественно критической величиной одного из факторов, обуславливающих трещинообразование. Стойкость против образования трещин как показатель свариваемости материала, который устанавливается по факту отсутствия трещин и оценивается качественно или количественно критической величиной одного из факторов трещинообразования. Сопротивляемость образованию трещин означает свойство материала в структурном и напряженно-деформированном состоянии шва или зоны термического влияния сопротивляться разрушению, соответствующему по характеру разрушения при образовании трещин. Сталь 12х18н9
Заменители – 20Х13Н4Г9, 12Х17Г9АН4, 10Х14Г14Н4Т Вид поставки - сортовой прокат, в том числе фасонный: ГОСТ 5949-75, ГОСТ 2590-2006, ГОСТ 2591-2006, ГОСТ 2879-2006. Калиброванный пруток ГОСТ 8559-75, ГОСТ 8560-78, ГОСТ 7417-75. Шлифованный пруток и серебрянка ГОСТ 14955-77, ГОСТ 18907-73. Лист толстый ГОСТ 7350-77. Лист тонкий ГОСТ 5582-75. Полоса ГОСТ 4405-75, ГОСТ 103-2006. Проволока ГОСТ 18143-72. Поковки и кованые заготовки ГОСТ 1133-71, ГОСТ 25054-81. Трубы ГОСТ 9940-81, ГОСТ 9941-81, ГОСТ 14162-79. Назначение -холоднокатаный лист и лента повышенной прочности для различных деталей и конструкций, свариваемых точечной сваркой, а также для изготовления труб и других деталей; сталь аустенитного класса. Основные физико-химические характеристики стали 12х18н9 приведены в таблицах 2.1 - 2.8. Таблица 2.1- Механические свойствастали 12Х18Н9
Таблица 2.2- Механические свойства стали12Х18Н9 при повышенных температурах.
Таблица 2.3 - Механические свойства стали12Х18Н9в зависимости от степени пластической деформации.
Таблица 2.4 - Механические свойства12Х18Н9 при испытаниях на длительную прочность.
Таблица 2.5 Коррозионная стойкостьстали 12Х18Н9.
Таблица 2.6Механические свойства стали 12Х18Н9 при Т=20oС.
Таблица 2.7 - Физические свойства стали 12Х18Н9.
Таблица 2.8 - Ударная вязкость, KCU, Дж/см2
Предел выносливости σ -1 = 490 МПа при n = 79 • 10-6 и σ в = 1450 МПа. Технологические свойства: Свариваемость: Без ограничений - сварка производится без подогрева и без последующей термообработки Ограниченно свариваемая - сварка возможна при подогреве до 100-120 град. и последующей термообработке Трудносвариваемая - для получения качественных сварных соединений требуются дополнительные операции: подогрев до 200-300 град. при сварке, термообработка после сварки – отжиг. Эквивалент углерода Cэкв, % вычисляется по формуле
При Сэкв=0, 39% и S=20 мм подогрев до 200оС. Эквивалент углерода
Так как
то резка стали возможна в любых условиях без применения подогрева. Транспортирование аппарата
Дано: Dвн=2000 мм; L=6600 мм; S = 45 мм. mдн1=1797, 9 кг; mдн2=1797, 9 кг; Vg1=1293, 7 дм3; Vg2=1293, 7 дм3;
Рисунок 3.1 – Эскиз коссухотрубного теплообменника. Очистка
В результате прокатки, выполнения горячей штамповки и других высокотемпературных операций на поверхности заготовок или готового изделия образуется окалина. За время транспортирования, хранения на металле могут появиться ржавчина и загрязнения. Цель очистки – удаление с поверхности металла загрязнений. Обязательной очистке подлежат: - кромки свариваемых элементов; - участки металла, соприкасающиеся с флюсом; - поверхности контакта соединяемых элементов (внахлестку и куда приваривается обкладка); - поверхности отдельных деталей и аппаратов, в целом подлежащие окраске, эмалированию, металлизации и т.п. Ржавчина – продукт коррозии железа, образуемый под действием кислорода в присутствии воды, является основным видом загрязнения металлической поверхности. Бурая рыхлая масса ржавчины состоит, главным образом, из водной окиси железа, не связанной с металлом, поэтому не защищающей его от дальнейшего разрушения. Ее состав приблизительно отвечает формуле Fе2О3 . Н2О. В условиях высоких температур электрической дуги происходит диссоциация воды 2. Н2О = 2 . Н2 + О2 – Q, калл. Водород и кислород способствуют образованию пор и микротрещин в металле шва, повышают хрупкость металла. Будучи эндотермической, реакция повышает скорость охлаждения сварного соединения. Аналогичные дефекты в шве обнаруживаются при недопустимой влажности сварочного флюса. Окалина – наиболее распространенный вид неметаллических соединений на поверхности проката и представляет собой закись-окись железа FезО4. В расплавленном состоянии на границе раздела фаз металл-шлак протекает реакция по уравнению Fе3О4+ Fе – 4FеО. Количество FеО в металле и шлаке перераспределяется равномерно. Следовательно, с ростом содержания в шлаке свободной FеО увеличивается содержание кислорода в металле шва, что приводит к снижению пластичности, ударной вязкости металла шва. При содержании кислорода О2 больше 0, 1 % металл теряет ковкость. Загрязнения типа SiO2, Al2O3, (песок, глинозем и др.) оказывают влияние на химический состав и свойства шлаков, образующихся при сварке. Эти изменения могут влиять отрицательно на свойства металла шва из-за нарушения оптимального состава флюсов, покрытий, рассчитанных на получение качественного соединения. Способы очистки В промышленности используют многочисленные способы очистки металлических поверхностей от загрязнений, которые можно объединять в химические, физические и механические методы. Выбор метода обработки зависит от вида и степени загрязненности поверхности; целей подготовки поверхности (под сварку, пайку, склеивание, окраску, эмалирование и т.п.); габаритных размеров, массы изделия и типа производства. Химические методы обработки поверхности включают обезжиривание, травление, а также применение модификаторов ржавчины. Обезжириванием называют процесс растворения или эмульгирования жира и масел с помощью химически активных веществ. Осуществляется промывкой деталей в щелочных растворах, органических растворителях, водных моющих средствах, а в некоторых случаях электрическим травлением в гальванических ваннах. Обезжиривание мелких деталей производят в ваннах или во вращающихся барабанах, в которые залит растворитель. Крупные изделия обезжиривают путем заливки растворителя во внутреннюю полость герметически закрытого аппарата. Внешнюю поверхность крупногабаритных аппаратов можно обезжиривать путем протирки растворителем или его распылением. После щелочного обезжиривания и электрического травления должна быть произведена тщательная промывка водой и сушка. Ввиду токсичности большинства растворителей все работы по обезжириванию должны выполняться в закрытых помещениях или камерах, оборудованных вытяжной вентиляцией. Травление выполняется обычно растворами серной и соляной кислот в отдельности или сочетании. Скорость травления увеличивается также с повышением температуры растворов. Кислота проникает под слой окалины или ржавчины и образует, наряду с окислами, свободный водород, который механически отрывает разрыхленные слои окислов. Для предотвращения наводороживания поверхности металла в травильные ванны добавляют специальные присадки - замедлители. Замедлители адсорбируются на поверхности изделий и затрудняют переход частичек металла в раствор. Рецепты травителей зависят от состава обрабатываемого металла. По мере роста объемов производства цехов холодной прокачки потребовалось увеличение производительности травильных агрегатов, что привело к необходимости применения более сильного травителя соляной кислоты взамен серной. В последнее время разработано множество составов, композитов, модификаторов или преобразователей ржавчины. Химические способы очистки не оказывают влияния на изменение толщины поверхностно-напряженного слоя и шероховатость поверхности. Это весьма трудоемкие, дорогостоящие технологические операции, с неблагоприятными условиями труда. Поэтому эти способы мало распространены на аппаратостроительных предприятиях. Физические методы обработки поверхностей – это ультразвуковая, обработка взрывом, электрогидравлическая – не оказывают значительного влияния на изменение геометрических параметров качества поверхности. Однако такие способы, как электроискровая, плазменноабразивная, лазерная обработки, значительно влияют на изменение шероховатости. Следует отметить, что некоторые способы обработки взрывом создают поверхностно - уплотняющий слой толщиной до 35 мм. Физические способы очистки отличаются большой энергоемкостью, трудоемкостью, в некоторых случаях - повышенной опасностью, шумом и загазованностью. Из физических методов наиболее широкое применение в аппаратостроении находят термические способы очистки. Поверхность нагревается до температуры 150 °С. Отделение окалины происходит вследствие различия коэффициентов линейного расширения стали и окислов металла. При нагреве происходит обезвоживание ржавчины. В результате окалина растрескивается и легко отслаивается вместе с ржавчиной. Остатки окислов удаляют металлическими щетками. Наиболее распространен способ газопламенной очистки, когда нагрев выполняется многопламенной горелкой, вмонтированной на роликовых опорах. Механические способы очистки. В промышленности для обработки поверхности широко используют вращающиеся металлические щетки. Для зачистки кромок свариваемых элементов, снятия усилений сварного шва широко используются абразивные круги и иглофрезы. Очистку производят также ручными щетками, скребками, различными обдирочными и шлифовальными инструментами. Также применяют галтовку, пескоструйную, дробеструйную, дробеметную очистки. Большинство способов механической обработки устраняют или локализуют на поверхности металла концентраторы напряжений в виде рисок, царапин, что значительно повышает механическую прочность, надежно защищает их от коррозионного растрескивания. Однако на поверхности металла в отдельных случаях остается слой пыли, а некоторые способы сопровождаются шумом, вибрацией изделий и трудно поддаются механизации. Галтовка. При этом виде обработки детали в течение нескольких часов, беспорядочно перемещаясь во вращающемся барабане, трутся друг о друга, очищая при этом свои поверхности от окислов и загрязнений. Вместе с деталями загружают известняк, гравий, песок, в некоторых случаях небольшие количества слабых растворов кислот, щелочей. Галтовка с успехом может быть применена для очистки внутренних поверхностей баллонов и других сосудов малого диаметра. В этом случае внутрь обрабатываемых изделий вводят каменную мелочь, гранитные осколки, окись алюминия и т.п., которые ударами и фением о поверхность очищают ее от окалины, окислов и загрязнений. Пескоструйная очистка состоит в обработке поверхностей струей сжатого воздуха, в которой находятся частички кварцевого песка. Величина давления для остальных изделий составляет от 0, 18 до 0, 22 МПа, скорость струи при истечении из сопла распыляющего аппарата достигает 350 м/с. Поверхность изделий после обработки песком приобретает равномерную шероховатость и становится матовой; она легко коррозирует и загрязняется, поэтому следует максимально сократить промежуток времени до нанесения антикоррозионного покрытия. Крупным недостатком пескоструйной очистки является образование большого количества пыли. Этот недостаток в некоторой степени устраняется гидропескоструйной очисткой, где очистку производят пульпой - смесью песка и воды. Имеется большое количество пескоструйных аппаратов разнообразных конструкций, размеров и назначений, применяемых для очистки деталей металлическими песками. Дробеструйная очистка. Вместо кварцевого или металлического песка применяют метшую чугунную или стальную дробь, имеющую размеры от 0, 5 до 2 мм. Дробеструйные установки по своему устройству не отличаются от пескоструйных; давление воздуха составляет от 0, 5 до 0, 6 МПа, расход дроби по весу в 30 раз меньше расхода песка. Дробеметная очистка. Вместо пневматических распылительных устройств применяют дробеметные установки, в которых струя абразивного материала создается под действием центробежной силы, возникающей при вращении турбинки.Пескоструйный, дробеструйный и дробеметный способы очистки, являющиеся разновидностями ударно-дутьевой очистки поверхности стали, представляют собой процессы, при которых измельченные абразивы или металлы, обладающие большой твердостью, чем очищаемая сталь, при помощи воздуха, центробежных устройств подводят к поверхности металла. Ударяясь об очищаемую поверхность, измельченные частицы, обладающие большой кинетической энергией, расходуют ее на удаление находящихся на поверхности загрязнений, образование выбоин, вмятин и деформацию поверхностного слоя очищаемого металла, приводящую к появлению в нем остаточных напряжений сжатия и упрочнению (наклепу). Правка
Основная технологическая задача правки заключается в устранении волнистости и коробоватости проката. В металлообработке под волнистостью понимают вид отклонений геометрических параметров, занимающий промежуточное положение между отклонениями формы и шероховатостью поверхности. Коробоватость – это волнистость во взаимоперпендикулярных направлениях. Эти погрешности количественно оцениваются стрелой прогиба на 1 м длины проката. Металлургическая промышленность поставляет прокат стрелой прогиба до 8 мм/м. Она может увеличиваться при транспортировке, выполнении погрузочно-разгрузочных операций. Волнистость при выполнении технологических операций наследуется до сборки кольцевых швов и сказывается на величине смещения кромок. Все это, в конечном счете, может привести к нарушению прочности соединения и отходу от принципов взаимозаменяемости. Кроме того, волнистость может служить первопричиной потери устойчивости аппаратов, работающих под действием наружного давления. Допускаемая стрела прогиба листового проката после правки, отвечающая принципам взаимозаменяемости, должна составлять Правка представляет собой разновидность обработки металлов давлением и осуществляется путем многократного знакопеременного пластического изгиба обрабатываемого металла при напряжениях выше предела текучести. Выполняется на многовалковых листоправильных машинах. Заготовка пропускается между двумя рядами валков, расположенных в шахматном порядке (рисунок 5.2.1).
Рисунок 5.2.1 - Схема работы листоправильной машины В аппаратостроительных цехах правка, как правило, выполняется в холодном состоянии. К операциям холодной обработки относятся такие, которые выполняются при температурах ниже порога рекристаллизации(Тр). Порог рекристаллизации есть минимальная температура нагрева пластически деформированного (наклепанного) металла, при которой происходит снятие искажения кристаллической решетки, восстанавливаются исходные до наклепа свойства металла (твердость, прочность, пластичность). По заданию участок изготавливаются из следующей стали 12х18н9, σ τ =245 МПа; Произведем расчет мощности многовалковой листоправильной машины участок сталь 12х18н9, мощность листоправильной машины N, кВт, вычисляется по формуле
где М - общий момент машины, Н·м; v - скорость правки, v = 0, 2 м/с; D - диаметр валков, D= 0, 21 м; η - коэффициент полезного действия, η = 80%. Общий момент машины М, Н.м, вычисляется по формуле M = MI + MII + MIII, (5.2) где МI - полезный момент машины, Н.м; МII - момент, расходуемый на силы трения между листом и роликами, Н.м; МIII - момент, компенсирующий силы трения в подшипниках, Н.м. Полезный момент машины, МI, Н.м, вычисляется по формуле МI= Σ МI, (5.3)
где σ т - предел текучести листа, для стали σ т = 215 МПа; b - ширина листа, b = 2200 мм; S - толщина листа, S = 45 мм; Е - модуль упругости первого рода, Е = 2.1011 Па; ki - коэффициент упругой зоны на 1-ом валке. Коэффициент упругой зоны на 1-ом валке вычисляется по формуле
где k3 - коэффициент упругой зоны для третьего валка; k3 = F(n) = 0, 06; k1 = 0; k2 = 2 k3; kn = k7 = 0; n - число валков в машине; i - порядковый номер валка. k 1 = 0; k 2 = 2 . 0, 06 = 0, 12; k 3 = 0, 06; k 4 = 0, 373; k 5 = 0, 687; k 6 = 1; k 7 = 0 По формуле (6.4) МI1 = 0;
МI7 = 0; МI = 0 + 4025, 9 + 8565, 3 + 985, 1 + 372, 6 + 180, 2 +0= 14129, 7 H.м. Момент, расходуемый на силы трения между листом и роликами, МII, Н.м, вычисляется по формуле МII = Σ Pi . f, (5.6) где f- коэффициент трения качения f = 0, 1 мм.
где k - коэффициент, который зависит от номера валка, при i = 1, k = 1; при i = 2, k = 3; при i = 3, 4...n-2 k = 4; при i = n-1 k = 3; при i = n k = 1; t - шаг между осями роликов, t=0, 21/0, 9=0, 23 мм. По формуле (5.7)
МII = 73031865, 8 . 0, 0001 = 7303 Н.м. Момент, компенсирующий силы трения в подшипниках, МIII, Н.м, вычисляется по формуле МIII = Σ Pi . d/2.φ, (5.8) где Рi - реакция под i-м роликом, Н; d - диаметр цапфы подшипника, d = 0, 1 м; φ - коэффициент трения в подшипниках, φ = 0, 1. По формуле (5.8) МIII=73031865, 8 .(0, 1/2).0, 1 = 365159 Н.м. По формуле (5.2) М = 14129, 7 +7303+ 365159 = 386591Н.м. По формуле (5.1)
Выбираем листоправильный станок. Расстояние между верхними и нижними валками L, вычисляется по формуле
Обработка кромок
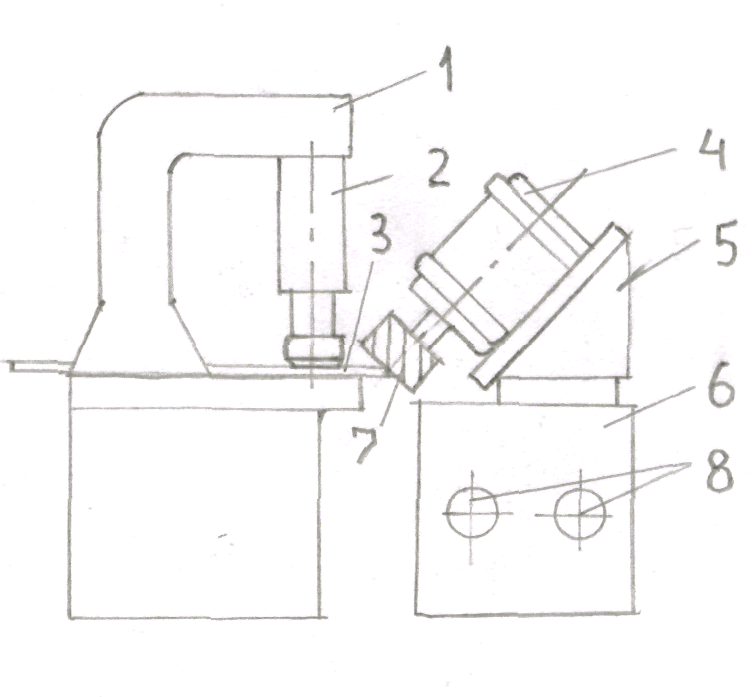
Кромки свариваемых элементов обрабатывают для получения заданной геометрической формы и обеспечения операционных допусков, а также для удаления слоя металла с измененными структурой и свойствами. Обработка кромок выполняется на металлорежущих станках, термическими и электрическими способами резки. Разделку кромок целесообразно совмещать с операцией раскроя, если последующая механическая обработка является необязательной. При обработке на металлорежущих станках применяются станки различных типов в зависимости от формы обрабатываемой поверхности. Прямолинейные кромки листов значительной длины обрабатывают на специальных кромкострогальных станках, кромки тел вращения - на токарных станках (центровых, лобовых, карусельных). Кромкострогальные станки (рисунок 6.3.1) имеют два суппорта, установленных на общей каретке и работающих попеременно при переднем и обратном ходе. В этом преимущество кромкострогальных станков по сравнению со строгальными станками, у которых обратный ход, как правило, не используется. Каретка 6 кромкострогального станка получает рабочее движение через реечную передачу или самоходные винты 8. Рабочее движение и движение подачи сообщается режущему инструменту. Обрабатываемые листовые заготовки 3 неподвижно закрепляют на столе специальными ручными или приводными домкратами 2, расположенными на траверсе станка. В некоторых новейших конструкциях станков траверсы домкратов заменены роликовыми прижимами, перемещающимися вместе с суппортами.
Рисунок 5.3.1 - Схема кромкострогального станка 1 - станина; 2 - прижим; 3 - обрабатываемый материал; 4 -электродвигатель; 5 - поворотный стол; 6 - каретка; 7 - фреза; 8 - направляющие ходовые винты. Техническая характеристика кромкострогального станка определяется длиной хода суппорта - длиной строгания, шириной листа и расстоянием между столом и опорной поверхностью домкратов в верхнем положении В некоторых станках вместо суппорта для резцов устанавливается двигатель с вращающейся головкой, в которой крепится торцевая фреза. В принципе этот режущий узел может быть заменен любым приспособлением для разделки кромок. Обработка кислородной резкой Обработка кислородной резкой имеет свою специфику в зависимости от контура обрабатываемой детали. Обработка кромок с прямолинейной поверхностью мало отличается от операций разделительной резки при раскрое металла. Операцию выполняют по намеченной линии разреза за один проход, при этом число совмещенных переходов зависит от количества отрезков ломаной линии, определяющей профиль кромки. Так, для X-образных швов с притуплением и X-образных швов без притупления в операции совмещают два перехода, а для X-образных швов с притуплением- - три перехода. Выполняют данные операции независимо от контура кромок практически в один проход несколькими режущими приборами, соединенными в блок, установленный в суппорт машины для резки. Режим процесса для каждого резака определяется в зависимости от толщины разрешаемой стали, точнее от длины реза. Для поверхностной обработки припуска, например, для удаления металла в корне шва эффективно используется воздушно-дуговая резка. Прогрессивным направлением следует считать применение для обработки кромок плазменных способов резки, которые в настоящее время используются преимущественно для разделительной резки без скоса кромок. Допуски на отклонение линейных, угловых размеров при обработке кромок предусмотрены действующими стандартами на сварку. Разметка
Разметкой называется операция, состоящая в нанесении на поверхность заготовки размерных точек или линий с учетом всех видов припусков. Различают припуски трех видов, припуски на обработку. Это тот слой материалов, который необходимо снять, чтобы получить ровную и гладкую поверхность, а также удалить участки металла с ухудшенной структурой. Нанесение контуров геометрических фигур выполняется известными методами из планиметрии. Криволинейные контуры строятся по координированным точкам. Разметка начинается с выбора измерительной базы, в качестве которой может быть осевая линия или одна из сторон. Не рекомендуется вести разметку, последовательно отмеряя отрезки от точки к точке, так как это приводит к накоплению ошибки. Наметкой (копированием) называется нанесение на заготовку формы и размеров по шаблону или готовой детали. Наметка применяется при серийном изготовлении деталей вместо индивидуальной разметки. При разметке применяются различные измерительные и специальные разметочные инструменты. Поверхность металла рекомендуется покрывать тонким слоем мелового раствора, смешанного с льняным маслом, клеем или водным раствором медного купороса. Фотопроекционный метод разметки позволяет использовать в качестве шаблона чертеж контура, который фотографируется, а затем проектируется на плоскость размечаемой детали через проекционный аппарат, в котором точно устанавливается масштаб увеличения. По световым линиям выполняется разметка. Различают камеральный и плазовый методы разметки. Камеральный метод заключается в переносе размеров на материал по предварительным эскизам развертки. Эскизы содержат размеры, вычисленные по данным рабочих чертежей деталей, и выполняются в технологических или конструкционных бюро. Плазовый метод разметки заключается в том, что развертка выполняется в натуральную величину на специально подготовленной плоскости, называемой плазом, или непосредственно на металле. Для плазового метода предварительная разработка эскизов заготовки отпадает. В производстве аппаратуры, как правило, пользуются камеральным методом. Плазовый метод применяют при выполнении сложных деталей аппаратов. Как показал опыт, плазовый метод способствует осуществлению принципов взаимозаменяемости и поточности, особенно, когда применяется плазово-шаблонный метод. При вычерчивании разверток в натуральную величину выявляются ошибки, допущенные в рабочих чертежах. Разрезаемость, резка
Операция резки необходима для раскроя заготовок согласно заданной развертке. Раскрой осуществляется методами механической и термической резки. Механическая резка осуществляется без снятия стружки на ножницах гильотинных и дисковых и на ножницах для резания сортового проката. Резка со снятием стружки выполняется на металлорежущих станках и дисковых пилах. Резка на ножницах обладает самой высокой производительностью. Однако применение этого вида резки возможно только до толщин 60 мм. Стоимость оборудования для холодной резки с увеличением толщины проката сильно возрастает. В этих случаях прибегают к способам термической резки. Термическая резка применяется для раскроя металла практически неограниченной толщины. Стоимость оборудования низкая, и она остается неизменной с увеличением толщины разрезаемого листа. Термическая резка применяется с учетом структуры и физических свойств металла. Рассмотрим участки аппарата. На всех трех участках применим механическую резку. Рассчитаем мощность привода при резке с параллельными, наклонными и дисковыми ножами и выберем наиболее рациональный способ. 1) Резание на ножницах с параллельными ножами. Резание происходит за счет развития ножами напряжений сдвига (рисунок 6.4).
Рисунок 5.4 - Резание на ножницах с параллельными ножами Усилие на ножницах вычисляется по формуле PC = τ . F, (5.10) Усиление для развития сдвига металла определяется но формуле, где τ - предел прочности материала на срез, МПа; F - площадь резания, м2; Предел прочности материала на срез τ вычисляется по формуле τ = (0, 7-0, 8)σ в, (5.11) τ = 0, 8. 215 . 106 = 172 . 106 Па. Площадь резания F, м вычисляется по формуле F= b . S, (5.12) F= 2, 2 . 0, 045 = 0, 099 м2. Усилие резания Р, вычисляется по формуле Р = (1, 5...1, 8) . РС, (5.13) Рс = 172 . 106. 0, 099 = 17 . 106 Н; здесь τ = (0, 7-0, 8)σ в , а СигмаВ не равна 215МПа - это предел текучести для стали 12х18н9 Р = 1, 7 . 17 . 106 =28, 9 . 106 Н. По известному усилию резания выбираются ножницы с определенной мощностью привода. Работа резания за один ход ножа А = Р . Н, (5.14) где Н = S +a; Н = 0, 045 + 0, 02= 0, 065 м; По формуле (5.14) А = 28, 9 . 106 . 0, 065 = 1, 9 .106 Дж; Мощность привода
где n - число ходов в минуту; n = 40; η - коэффициент полезного действия, η = 0, 75.
2) Резание на ножницах с наклонными ножами
Рисунок 5.5 - Резание на ножницах с наклонными ножами По формуле (5.10) здесь нужно найти тау = Рс = 172 . 106. 0, 007 = 1, 204 .106 Н, где по формуле
По формуле (5.13) Р = 1, 7 . 1, 204 . 106 =2, 1. 106 Н. По формуле (5.14) где H = S + a + h, (5.17) где а - зазор, а = 0, 02 мм; h - высота ножа, которая вычисляется по формуле h = b . tg α, (5.18) h = 2, 2·tg 8 = 0, 308 мм. По формуле (5.17) Н = 0, 045 + 0, 02 + 0, 308 = 0, 37 м. По формуле (5.14) А = 2, 1 . 106 . 0, 37 = 0, 78 . 106 Дж. По формуле (5.15)
3) Резка дисковыми ножницами Найдем наибольшее значение сил трения F по формуле Fmax = N . fg, (5.19) где fg - коэффициент трения, fg =0, 4. N = F . σ т, (5.20) где F - площадь сечения, срезаемого одновременно. F = S2. ctg α, (5.21) где α - угол захвата, a = 220. F = 0, 0452. ctg 22° = 0, 005 м. По формуле (6.20) N = 0, 005 . 215 . 106 = 1, 075 . 106 H. Популярное:
|
Последнее изменение этой страницы: 2016-03-17; Просмотров: 1282; Нарушение авторского права страницы


 , %, вычисляется по формуле
, %, вычисляется по формуле


 < 0, 6 %,
< 0, 6 %, 

 , (5.1)
, (5.1) , (5.4)
, (5.4) , (5.5)
, (5.5)




 , (5.7)
, (5.7)







 , (5.9)
, (5.9)

 , (5.15)
, (5.15)



