|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Горелки для газопламенной обработки
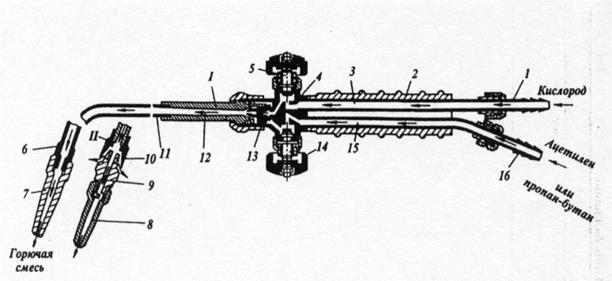
Горелка - это устройство, предназначенное для получения устойчиво горящего пламени необходимой тепловой мощности, размеров и формы. Конструкция горелок обеспечивает смешение горючих газов и кислорода в требуемых соотношениях и плавное регулирование мощности пламени и состава горючей смеси. Все существующие конструкции газопламенных горелок можно классифицировать следующим образом: -по способу подачи горючего газа в смесительную камеру - инжекторные и безынжекторные: - по мощности пламени микромощные (5... 60 дм3/ч ацетилена), малой мощности (25... 400 дм3/ч ацетилена), средней мощности (50... 2800 дм3/ч ацетилена) и большой мощности (2800... 7000 дм3/ч ацетилена); - по назначению - универсальные (сварка, резка, пайка, наплавка, подогрев), специализированные (только сварка или только подогрев, закалочные и др.); - по числу рабочих пламен - однопламенные и многопламенные; - по способу применения - для ручных способов газопламенной обработки, для механизированных процессов Инжекторные горелкн. Кислород через ниппель 1 (рис. 2) инжекторной горелки проходит под избыточным давлением 0.1... 0.4 МПа и с большой скоростью выходит из центрального канала инжектора 13.
Рис. 2- Горелка инжекторная 1-кислородный ниппель; 2- рукоятка; 3-кислородная трубка; 4-корпус; 5- регулирующий кислородный вентиль; 6-ниппель наконечника; 7-мундштук ацетиленовой горелки; 8-мундштук пропан-бутан-кислородной горелки; 9-штуцер; 10-подогреватель; 11-трубка для подачи горючей смеси; 12-смесительная камера; 13-инжектор; 14- регулирующий вентиль горючего газа; 15-трубка для подачи горючего газа; 16-ниппель горючего газа; I- сменный наконечник для ацетиленкислородной горелки; II – то, же для пропан-бутан-кислородной горелки При этом струя кислорода создает разрежение в ацетиленовых каналах, за счет которого ацетилен подсасывается (инжектируется) в смесительную камеру 12, откуда образовавшаяся горючая смесь направляется в мундштук 7 и на выходе сгорает. Инжекторные горелки нормально работают при избыточном давлении поступающего ацетилена от 0, 001 МПа. Повышение давления горючего газа перед горелкой облегчает работу инжектора и улучшает регулировку пламени, хотя при этих условиях приходится прикрывать вентиль горючего газа на горелке. Поэтому при использовании инжекторных горелок рекомендуется поддерживать перед ними давление ацетилена (при работе от баллона) в пределах 0, 02... 0, 05 МПа. Инжекторные горелки рассчитывают таким образом, чтобы они обеспечивали некоторый запас ацетилена, т.е. при полном открытии ацетиленового вентиля горелки расход ацетилена увеличивался бы по сравнению с паспортным для инжекторных горелок не менее чем на 15 %. Безынжекторные горелки. В отличие от инжекторных в безынжекторных горелках сохраняется постоянный состав смеси в течение всего времени работы горелки. Ацетилен и кислород поступают в смесительное устройство под равными давлениями и при нагреве не меняется их процентное содержание, поскольку при нагреве мундштука если и уменьшается поступление газов в горелку, то оно одинаково как для кислорода, так и для ацетилена. В инжекторных же горелках нагрев мундштука и смесительной камеры ухудшает инжектирующее действие струи кислорода, вследствие чего поступление ацетилена уменьшается и смесь обогащается кислородом. Это приводит к хлопкам и обратным ударам пламени - приходится прерывать сварку и охлаждать наконечник. На рис. 3, а показана схема безынжекторной горелки, на рис. 3, б - схема устройства для питания безынжекторной горелки ГАР (горелка ацетиленовая равного давления) кислородом и ацетиленом через постовой беспружинный регулятор.
На рис. 4 в качестве примера показана конструкция инжекторной горелки средней мощности Г2-05 (ГЗ-05), а в табл.2 приведены технические характеристики указанной сварочной горелки.
Горелки для заменителей ацетилена можно подразделить на следующие группы: - горелки с подогревом горючей смеси до ее выхода из мундштука; - обычные горелки для ацетиленокислородной сварки, укомплектованные инжекторами, смесительными камерами и мундштуками с расширенными проходными сечениями; камерно-вихревые горелки; горелки, работающие на жидком горючем. Камерно-вихревые горелки. Для некоторых процессов газопламенной обработки - нагрева, пайки, сварки пластмасс и т.п. - не требуется высокой температуры ацетиленокислородного пламени. Для этих процессов можно использовать камерно-вихревые горелки, работающие на пропан-воздушной смеси. В этих горелках вместо мундштука имеется камера сгорания, в которую поступают пропан и воздух под давлением 0.05...0.2 МПа. Пропан подастся в камеру через центральный канал, а воздух, вызывающий также вихреобразованне. поступает по многозаходной спирали, обеспечивающей " закрутку" газовой смеси в камере сгорания. Продукты сгорания выходят через концевое сопло камеры сгорания с большой скоростью, образуя пламя достаточно высокой температуры (1173... 1973 К). Горелки, работающие на жидком горючем, рекомендуются для подогрева, сварки, правки, наплавки и пайки черных и цветных металлов. Применяемая в настоящее время горелка ГКР-67 для керосинокислородного и бензинокислородного пламени в отличие от старых бензосваров, работающих по принципу испарения жидкого горючего, работает по принципу пульверизатора (распыления). Дня подачи керосина служит бачок БГ-02 вместимостью 8 дм3. Горелка укомплектована тремя однопламенными и двумя сетчатыми мундштуками. Расход керосина в зависимости от мундштука составляет 0, 3... 3.4 кг/ч.
ОБОРУДОВАНИЕ ДЛЯ ТЕРМИЧЕСКОЙ РЕЗКИ
В настоящее время термическая резка является одним из основных процессов, связанных с удалением небольших объемов металла методами химического и электрофизического воздействия с целью получения заготовок из листовых материалов, труб, профильною проката, литья, поковок и т.п. для последующего изготовления сварных металлоконструкций. В зависимости от источника энергии различают кислородную, пламенную, лазерную резку другие способы резки. Кислородная резка один из наиболее распространенных в практике технологических процессов термической резки. За последние годы достигнуты серьезные успехи в разработке и выпуске средств механизации процесса кислородной резки и прежде всего координатных портальных и портально-консольных машин с фотокопировальным и числовым программным управлением. Применение многорезаковых машин обеспечило значительное повышение уровня механизации газорезательных работ, повышение производительности труда в заготовительном производстве и экономию материалов. В настоящее время в ведущих отраслях промышленности, таких, как тяжелое, транспортное, энергетическое, химическое машиностроение, где перерабатывается наибольший обьем металла, уровень механизации газорезательных работ составляет 70... 80 %. Высокий уровень механизации процесса резки на современных машинах с фотокопировальным и в особенности с числовым программным управлением создал предпосылки для разработки и внедрения в производство поточных комплексно-механизированных и гибких автоматизированных линий термической резки листовой стали, в которых механизированы не только процесс резки, но и подготовка листа, его подача к режущей машине, разборка вырезанных заготовок, их разметка и складирование Ручные peзаки. Резак служит инструментом для кислородной резки и содержит узлы для смешения горючего газа и подогревающего кислорода, подачи режущего кислорода, подсоединения к источнику питания горючим газом и кислородом, а также вентили для регулирования состава и мощности подогревающего пламени и запорный вентиль для режущего кислорода. Ручные резаки для кислородной резки классифицируются по роду горючею газа, на котором работают, по принципу смешения горючего газа с подогревающим кислородом и по назначению. По виду применяемого горючего резаки делятся на: - работающие на ацетилене (ацетиленокислородные); - работающие на газах-заменителях ацетилена (природный газ, пропан и т.д.); - работающие на жидком горючем (керосин, бензин, бензол). По типу смешения горючего газа с подогревающим кислородом резаки делятся на - инжекторные; - внутрнсоплового; - внешнего смешения По назначению различают резаки: - универсальные (для прямолинейной и фигурной резки стали толщиной до 300 мм); специального назначения (для резки металла больших толщин, для срезки заклепок, вырезки отверстий, для подводной резки и т.п.). Универсальные резаки. В настоящее время выпускается большое количество ручных резаков для резки стали с использованием в качестве горючего ацетилена, газов - заменителей ацетилена, керосина. На рис. 5 представлен ацетиленокислородный резак Р2А-02. В корпус 13 резака, в котором имеются отверстия для прохода кислорода и горючего газа, установлены вентили подогревающего и горючего газов и впаяны две трубки со штуцерами для подвода кислорода 11 и горючего таза 12. На трубки надета рукоятка 10. К корпусу накидной гайкой 7 подсоединена смесительная камера 6 с инжектором 8, в которой происходит смешение подогревающего кислорода и горючего газа. Применение инжектора обеспечивает работу от сетей горючего газа с низким (до 0, 98 кПа), средним и высоким давлением. Подогревающий кислород, проходя через инжектор, обеспечивает в смесительной камере 6 разрежение, чем и достигается подсос горючего газа. Далее горючая смесь по трубке 5 подается в головку резака, а из нее поступает в шлицевые каналы, расположенные на внутреннем мундштуке 2. Резак имеет в комплекте шесть внутренних мундштуков, обеспечивающих резку металла в диапазонах толщин 3... 5, 5... 25. 25... 50, 50... 100, 100... 200, 200... 300 мм. и два наружных мундшту
ка 1. Режущий кислород через вентиль 9 и трубку 4 подается в головку и далее во внутренний канал мундштука 2.
Рис. 5. Ручной универсальный резак Р2А-02
Резак, работающий на газах-заменителях ацетилена имеет ту же конструкцию и отличается от Р2А-02 увеличенным размером инжектора и выходных шлицевых каналов. Применение шлицевых выходных каналов для горючей смеси обеспечило значительное повышение устойчивости работы резаков по сравнению с ранее выпускаемыми щелевыми резаками " Пламя", " Факел". РЗР-62, поскольку у резаков последнего типа трудно было обеспечить центровку внутреннего мундштука по отношению к наружному.
МАШИНЫ ДЛЯ КИСЛОРОДНОЙ РЕЗКИ В настоящее время в промышленности широко применяется механизированная резка, выполняемая с помощью машин, оснащенных, как правило, несколькими резаками. Применение механизированной термической резки в металлообработке обеспечивает резкое повышение производительности труда, повышение точности заготовок, сокращение трудоемкости последующих сборочных работ, улучшение условий труда резчика и т.п. Типы машин. По конструктивному исполнению машины делятся на стационарные, устанавливаемые в определенном месте заготовительного участка, и переносные, перемещаемые оператором в рабочую зону. В зависимости от вида обработки различаются машины для резки листового проката, труб, профильного проката, стальных отливок и т.д. В зависимости от устанавливаемой на машине режущей оснастки различают машины для кислородной, плазменной, лазерной резки. В целях унификации выпускаемых в стране наиболее многочисленных типов машин для резки листовой стали разработан ГОСТ 5614- 74 (в ред. 1990 г.), который предусматривает разделение стационарных машин на портальные, портально-консольные, шарнирные. В зависимости от способа управления машинами различают: машины с числовым программным управлением, с фотокопировальным управлением, магнитно-копировальным и механическим управлением. На машинах портального типа обрабатываемый лист размещается под ходовой частью машины (порталом); на большинстве портально-консольных машин лист размешается под консольной частью машины, фотокопировальная головка устанавливается на портале. На шарнирных машинах обрабатываемый лист расположен под шарнирной рамой (рис.6).
В зависимости от числа листов, укладываемых под обработку, машины делятся на одноместные с шириной обработки 3, 5 м и многоместные с шириной обработки 5 м и более. Машинные резаки. У стационарной газорежущей машины в направляющих каретках перемещаются ползуны, на которых смонтированы суппорты. Суппорты снабжены устойчивыми в работе машинными резаками с внутрисопловым смешением и датчиками " плавания", обеспечивающими поддержание постоянным расстояния между торцом мундштука и поверхностью разрезаемого металла. На каждом из суппортов имеются устройства с электроискровым поджигом газа для зажигания пламени резака. Иногда на штуцере режущего кислорода резака установлен фотоэлектрический датчик контроля непрореза. При кислородной резке на лобовой поверхности реза шлаки имеют высокую температуру, что обеспечивает сильное свечение зоны реза. Световой поток от лобовой поверхности реза проходит через центральный канал мундштука и попадает на фотосопротивление. При срыве процесса световой поток перестает попадать на фотосопротивление. В этом случае в системе управления формируется сигнал об останове машины и выключении подачи режущего кислорода. Наряду с кислородной резкой в промышленности широко применяют другие способы термической резки, при которых нагрев металла осуществляется не газовым пламенем, а электрической дугой, низкотемпературной плазмой или лучом лазера. Режущие плазматроны. Несмотря на большое разнообразие конструкций режущих плазматронов, все они содержат два основных блока: катодный и сопловой. Они электрически изолированы друг от друга и содержат узлы для подачи плазмообразующих газов, основного и вспомогательного тока, крепления электрода, а также систему охлаждения электрода и сопла. Катодный и сопловой узлы образуют дуговую камеру, в которой возбуждается дуговой разряд при подаче плазмообразующих газов. В зависимости от способа плазменно-дуговой резки в качестве электродов применяют вольфрамовый лантанированный стержень (при использовании в качестве рабочего газа аргона, азота, водорода) или медный водоохлажлаемый электрод с циркониевой или гафниевой вставкой (при использовании окислительных сред - воздуха, обогащенного воздуха, кислорода). Цирконий и гафний при воздействии высокой температуры дугового разряда образуют на поверхности тугоплавкую оксидную пленку, и в дальнейшем предохраняющую электрод от эрозии в процессе резки. Однако стойкость этих электродов ввиду воздействия крайне высоких температур невысока, и время их работы не превышает, как правило. 2... 4 ч. Оборудование дли плазменно-дуговой роки. И состав оборудования для плазменно-дуговой резки входят режущий плазмотрон, пульт газовый с газорегулирующей и измерительной аппаратурой, блок электрооборудования, источник питания, устройсто передвижения плазматрона. Для плазменно-дуговой резки применяются те же типы машин, что и для кислородной резки. Для достижения высокой стабильности горения дуги и устойчивости процесса резки источник питания должен иметь крутопадаюшую вольт-амперную характеристику и повышенное напряжение холостого хода. Для механизированной воздушно-плазменной резки выпускаются установки " Кисв-5", " Киев-6", АПР-404. Источники тока установок " Киев-5" и " Киев-6" выполнены на базе управляемых кремниевых вентилей. Крутопадающая характеристика обеспечивается системой управления. В промышленности работает также большое количество установок предыдущею поколения - АПР-402 и АПР-403 с дросселями насыщения.
Тема 3.5. Оборудование для плазменной сварки и резки. Основные элементы и системы установки для плазменной сварки. Сварочные плазмотроны. Источники питания дуги. Системы возбуждения сжатой дуги. Регулирование параметров сварочной дуги. Системы подачи и регулирования плазмообразующего и защитного газов. Системы охлаждения плазмотрона.
Популярное:
|
Последнее изменение этой страницы: 2016-03-17; Просмотров: 2363; Нарушение авторского права страницы