|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
УСТРОЙСТВА ДЛЯ ПОВОРОТА И ВРАЩЕНИЯ СВАРИВАЕМЫХ ИЗДЕЛИЙ
В сварочном производстве для поворота изделий широко используются две группы механического оборудования: кантователи, имеющие сварочную и маршевую скорости и кантователи только с маршевой скоростью. Несмотря на конструктивное разнообразие кантователей, зависящее от типоразмеров изделий, общим для них является наличие трех обязательных функциональных узлов: · Основание в виде несущей конструкции с одной или двумя опорными стойками: · Механизм вращения изделия · Узла крепления изделия в виде планшайбы, центров, крепежных захватов опорных башмаков, специального крепежного приспособления. Некоторые кантователи дополнительно оборудуются механизмом подъема изделия, это расширяет их технологические возможности. Одноосные одностоечные кантователи – вращатели обеспечивают поворот изделия только вокруг одной оси:
Вертикальной Наклонной
Горизонтальной
Двухосные одностоечные кантователи-манипуляторы имеют две взаимно перпендикулярные оси вращения
Типовые кантователи выпускаются серийно. Конструирование их заключается в выборе нужной модели кантователя и проектировании (в некоторых случаях) специальных крепежных захватов. Специальные одностоечные кантователи разрабатываются в исключительных случаях, когда нельзя применить типовые. Для поворота и вращения длинных изделий используются двухстоечные кантователи с горизонтальной осью вращения.
Роликовый стенд Для поворота листовых конструкций на 180 гр. Применяются рычажно-книжечные кантователи.
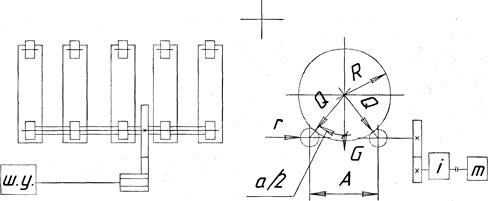
Рассмотрим расчетную схему манипулятора
Манипулятор подбирают по трем параметрам свариваемых изделий: по массе G, расстоянию от центра тяжести до опорной плоскости планшайбы Н, и расстоянию от центра тяжести до оси вращения l; Допустимый момент на оси шпинделя
Момент относительно оси
Если изделие крепится через промежуточное приспособление, то в величине H должна учитываться высота этого приспособления К. Сварочная скорость при механизированной сварке круговых швов изделий, установленных на вращателе
Крепление изделий производят непосредственно на планшайбе манипулятора болтами, головки которых вводят в Т образные пазы планшайбы и в отверстие крепежных планок, или самоцентрирующими кулачковыми патронами, устанавливаемыми на планшайбе. В некоторых случаях возникает необходимость в проектировании промежуточного сборочно-сварочного приспособления, которое крепится к планшайбе. При конструировании двухстоечных кантователей, как правило, используют типовые переднюю и заднюю стойки. Конструирование опорной рамы, крепежного или сборочного приспособления, соединяющего типовые переднюю и заднюю стойки, всегда производится индивидуально. Выбор типовых стоек ведут по грузоподъемности, наибольшему крутящему моменту и мощности электродвигателя привода.
где
n – частота вращения об/мин
Роликовые стенды предназначены для вращения цилиндрических и сферических изделий со сварочной и маршевой скоростью. Они находят применение для сборки под сварку, сварки, отделки, контроля качества и испытания сварных изделий. На роликовом стенде можно варить кольцевые и продольные швы обечаек, деталей и т. д. Типовой роликовый стенд состоит из рамы, комплекта приводных и холостых роликопар, привода, приводных валов с соединительными муфтами и шкафа управления. Часто приходиться конструировать стенды из типовых роликопар и электропривода.
Основные параметры и размеры типовых роликопар, секций и электроприводов для сварочных роликовых стендов приведены в нормативной документации. Действительная радиальная нагрузка на одну опору Q.
Мощность электродвигателя привода определяется по приведенному моменту
где f1 - коэффициент трения качения. Для устойчивого и равномерного вращения следует выбирать угол а=50°-120°. При расчётах следует учитывать наличие дисбаланса изделия, дающего дополнительный момент и ухудшающего устойчивость. Потеря устойчивости и опрокидывание барабана наступает при критическом для данного угла альфа значении эксцентриситета.
Сборочно-сварочные стенды и кондукторы Стендами называют устройства для сборки крупногабаритных изделий, например листовых конструкций. При сборке листы на выступающих роликах устанавливают так, чтобы кромки были параллельны и расположены по осям флюсоподушек или медных подкладок. Встроенные электромагниты плотно притягивают кромки листов к стенду и воспринимают реакцию от давления пневматических флюсовых подушек.
Пневморычажные стенды, использующие механические зажимные устройства, более совершенны, чем электромагнитные в части стабильности и надежности прижимного усилия, т.к. в них усилие прижатия не зависит ни от толщины собираемых листов, ни от плотности их прилегания к стенду.
1. сборочная плита 2. клавишный рычаг 3. пневмошланг 4. возвратная пружина 5. верхние продольные балки
Сборочно-сварочными кондукторами называют приспособления, имеющие постоянные упоры и другие фиксирующие элементы, а также зажимные устройства, и служащие для сборки и сварки изделий типа кронштейнов, рам, ферм, балок и др. Для удобства сборки, прихватки и сварки кондукторы часто устанавливают на планшайбы манипулятора или двухстоечного цапфового кантователя.
Устройства для перемещения сварочных аппаратов Наибольшее распространение среди устройств для перемещения сварочных аппаратов получили подъемно-поворотные колонны. Они служат для закрепления подвесной или самоходной сварочной головки в установках для автоматической сварки круговых, а иногда и прямолинейных швов ограниченной длины. Нормальная несущая колонна снабжена механизмами для установочных перемещений головки по вертикали и горизонтали в широких пределах, значительно превышающих пределы корректировочных перемещений самой головки. Поэтому колонны применяются главным образом для сварки изделий с большим диапазоном размеров или разбросом в производстве.
1 – привод 2 – каретка 3 – штанга 4 – св. головка 5 – поворотная часть 6 – неподвижная часть Скорость подъема 2м/мин, выдвижения – 1 м/мин
Подъемно-поворотные колонны могут устанавливаться на тележки.
велосипедные ВТ глагольные ГТ
Портальные тележки ПТ применяются в автосварочных установках универсального типа для сварки крупногабаритных изделий диаметром до 4-6 мм.
Преимущества ПТ – большая жесткость, отсутствие вибраций. Недостатки ПТ – более тяжелая и сложная, более дорогая. Основными объектами расчета тележек являются механизм передвижения и ходовая часть тележки, механизмы подъема и выдвижения консольной штанги, несущая конструкция. Если сварочный аппарат может менять свое положение относительно колонны или тележки, например если он находится на выдвижной штанге, то для расчета необходимо выбирать наименее выгодное его положение.
Устройства для перемещения сварщиков Для сварки на открытом воздухе в зимних условиях используются передвижные (переносные) укрытия
1 – каркас, 2 – брезент, 3 – окна для вентиляции При сварке на монтажной площадке кольцевых горизонтальных швов цилиндрических резервуаров большой емкости, зону сварки от ветра и атмосферных осадков защищают передвижными кабинами, которые навешивают на стену резервуара. В каждой из кабин оборудуется пост ручной или механизированной сварки. Кабины могут перемещаться по стенке резервуара с помощью электропривода.
При монтаже поясов вертикальной стенки цилиндрических резервуаров большой емкости полистовым методом применяются навесные подмости. Они имеют ходовые ролики, перекатывающиеся по ранее установленным листам корпуса резервуара. Установка и снятие подмостей осуществляется краном.
Требования к приспособлениям для механизированных и автоматизированных производств. В приспособлениях, встраиваемых в комплексно-механизированные поточные линии, часто требуется совмещение операций сборки и сварки. Поэтому конструкция и расположение всех элементов такого приспособления не должны затруднять перемещение сварочного инструмента вдоль свариваемых кромок. Конструкция кантователя должна обеспечивать поворот и установку всех швов в нижнее положение. Учитывая, что электроприхватки часто снижают качество сварных швов, по возможности стремятся сборку конструкций вести без прихваток, используя для временного закрепления деталей различные прижимы. Сборочно сварочное приспособление должно иметь согласованное с ним и другими транспортными средствами и оборудованием машин механизмы для подачи и выдачи изделий, магазины питатели деталей и устройства для синхронизации технологического потока. С целью уменьшения конструктивной сложности приспособления рекомендуется часть деталей предварительно объединить в технологические подузлы и заранее собирать и сваривать их на других приспособлениях. В результате этого значительно упрощается приспособление для общей сборки изделия. Сборочное приспособление должно по возможности предусматривать сборку подузлов и деталей при последовательном их наложении и закреплении сверху, без каких – либо перемещений снизу вверх, вдоль или под углом к уже установленным деталям и сборочным единицам. Производственный опыт показывает, что наиболее эффективным является использование роботов в составе робототехнических комплексов (РТК) или роботизированных линий и участков сборки – сварки. Для их слаженной, надежной работы необходимо применять новые конструкции оборудования и приспособлений, удобные для РТК, и решить другие технологические и организационные задачи. В таких приспособлениях требуется точно определить положение деталей и сборочных единиц относительно системы координат и установочных элементов приспособления. Затем совместить координаты приспособления с координатной системой сварочного робота. С этой целью корпус приспособления должен иметь отверстие или Т – образные пазы для установки на пальцы или шпонки при базировании относительно основания промышленного робота. Значительно повышаются требования к точности изготовления заготовок и деталей, точности, жесткости и надежности сборочно-сварочных приспособлений. Для возможно быстрой переналадки робота в процессе сборки различных деталей в сборочную единицу, их надежного захвата, удержания и последовательной установки в ориентированном положении, необходимо иметь комплект соответствующих быстросъемных захватов. Их основным элементом являются зажимные губки, форма и размеры которых соответствует конфигурации, размерам, массе и материалу транспортируемых деталей.
Популярное:
|
Последнее изменение этой страницы: 2016-03-17; Просмотров: 2691; Нарушение авторского права страницы





 должен быть не менее момента, необходимого для вращения изделия
должен быть не менее момента, необходимого для вращения изделия


 ,
,  - момент трения скольжения в цапфах
- момент трения скольжения в цапфах - момент для преодоления статической неуровновешанности,
- момент для преодоления статической неуровновешанности,  - эксцентриситет,
- эксцентриситет,  - КПД всех передаточных звеньев от электродвигателя к изделию,
- КПД всех передаточных звеньев от электродвигателя к изделию,