|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
ТЕХНОЛОГИЧНОСТЬ КОНСТРУКЦИЙ СБОРОЧНЫХ ЕДИНИЦ⇐ ПредыдущаяСтр 16 из 16
Виды сборки Классифицируют по следующим основным признакам: 1) объект сборки: а) узловая б) общая 2) стадии сборки: а) предварительная б) промежуточная в) окончательная 3) организация производства: а) поточная с использованием транспортных средств; б) поточная без использования транспортных средств; в) групповая поточная с использованием транспортных средств; г) групповая поточная без использования транспортных средств; д) групповая не поточная; е) единичная. 4) последовательность сборки: а) последовательная; б) параллельная; в) последовательно - параллельная. 5) подвижность объекта сборки: а) подвижная с непрерывным перемещением; б) подвижная с периодическим перемещением; в) неподвижная (стационарная). 6) механизация и автоматизация сборки: а) автоматическая; б) автоматизированная; в) механизированная; г) ручная. 7)точность сборки: а) с полной взаимозаменяемостью; б) с неполной взаимозаменяемостью; в) с групповой взаимозаменяемостью; г) с пригонной; д) с регулированием; е) с компенсирующими материалами. Требуемые точность и качество сборки в значительной степени зависят от конструкции детали и сборочных единиц, их собираемости и взаимозаменяемости, определяемыми оптимальным построением размерных целей. Технологичность конструкций изделий с учетом требований их общей сборки Независимо от вида производства (единичного, серийного, массового) конструкция изделия должна состоять из отдельных четко разграниченных сборочных единиц или агрегатов, обеспечивать параллельность и независимость сборки отдельных сборочных единиц, а также простоту связей между ними при условиях: 1) Число деталей собираемого изделия (сборочной единицы) должно быть минимальным (желательно подтвердить ТЭР). 2) Сложные изделия, состоящие из большого числа деталей, следует конструировать по блочному (агрегатному) принципу. Лучшими считаются агрегаты и изделия из 4-12 деталей. 3) Следует стремиться к уменьшению числа крепежных деталей. Вместо резьбового крепежа целесообразно применять неразъемные соединения. 4) Следует избегать применение соединений, которые трудно выполнить. 5) Многозвеньевые зубчатые передачи к различным механизмам от одного общего привода целесообразно заменять индивидуальными приводами. 6) Следует стремиться к такой компоновке изделий, при которой обеспечивается установка комплектующих деталей на базовую деталь простейшим движением. 7) Крупногабаритные и тяжелые детали должны иметь специальные элементы и устройства для их транспортирования и установки. 8) Детали, входящие в сборочные единицы, должны иметь простую форму (цилиндр, призма и др.). В противном случае необходимо, чтобы они имели явно выраженные базовые поверхности (лучше цилиндрические или плоские) и явно выраженные места для надежного ориентирования в загрузочных и транспортных устройствах. 9) Шероховатость сопрягаемых поверхностей должна быть обоснована (излишняя может привести к заклиниванию деталей). 10) Детали, сопрягаемые в осевом направлении по крепкам поверхностей, должны иметь конструктивные элементы (фаски, расточки и т.д.), облегчающие самоустановку и самоцентрирование поверхностей.
11) Установка деталей на разные посадочные поверхности должна быть не одновременной, а последовательной.
12) Следует избегать длинных соединений, особенно при посадке с натягом.
13) Во всех корпусных соединениях должен быть предусмотрен достаточный запас натяга для подтягивания соединения в процессе эксплуатации или при ремонте.
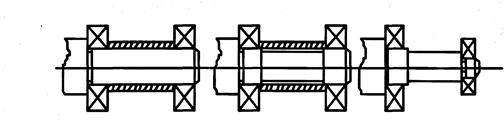
правильно неправильно 14) Не рекомендуется соединение сопрягаемых деталей по нескольким поверхностям. Следует ограничиваться одной поверхностью. 15) Допуски на размеры деталей должны обеспечивать возможность сборки методом полной или частичной взаимозаменяемости. Селективная сборка нежелательна, так как она требует сложных сортирующих устройств и системы накопителей деталей отдельных размерных групп. Нежелательна и сборка с пригонкой, которая усложняет технологический процесс, требует использования дополнительных контрольных устройств и механизмов пригонки. Взаимозаменяемость неосуществима при получении необходимого положения деталей установкой их при сборке по месту. Детали следует фиксировать по определенным сборочным базам. 16) В массовом и крупносерийном производстве целесообразно некоторым увеличением объема механической обработки создавать сборочные базы в виде дополнительных фиксирующих элементов (шпонок, штифтов, упоров и т.д.), обеспечивающих при сборке требуемое положение сборочной единицы без пригонки. Необходимо также предусматривать средства, предотвращающие проворачивание болта при затяжке. 17) Следует избегать или сводить до минимума совместную механическую обработку деталей (в сборе), включая сверление и выполнение резьбы, так как это создает необходимость в установке оборудования в сборочных цехах, снижает производительность и нарушает основной принцип поточной сборки - взаимозаменяемость. 18) Следует обеспечивать удобный подход монтажного инструмента; возможность применения механизированного инструмента. Осевая и радиальная сборка Система сборки оказывает большое влияние на конструкцию узла и на его технологические и эксплуатационные характеристики. В узлах с продольной и поперечной осями симметрии возможны две основные системы сборки: 1) осевая, при которой части узла соединяются в осевом направлении; 2) радиальная, при которой части соединяются в поперечном направлении. При осевой сборке плоскости стыка перпендикулярны к продольной оси; при радиальной - проходят через продольную ось.
Вал вводят в корпус и фиксируют крышкой, либо в двух полукорпусах.
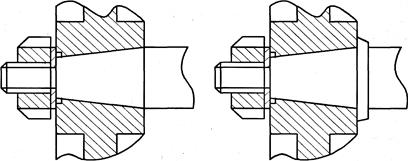
Вал укладывают в одну из половин корпуса и накрывают другой. Половины стягивают поперечными болтами и фиксируют штифтом Сравнивая недостатки и преимущества осевой и радиальной сборки, видно, что осевую сборку целесообразно применять в тех случаях, когда ради создания прочной и легкой конструкции можно найти на некоторые эксплуатационные неудобства. Если масса конструкции не играет существенной роли и если допустить повышенную стоимость изготовления ради удобства сборки и эксплуатации, то применяют радиальную сборку. На практике возможны различные варианты сочетаний осевой и радиальной сборки, из которых конструктор должен выбрать наиболее подходящий к данным условиям работы. При выборе системы сборки следует учитывать удобство осмотра, проверки и регулировки узлов. Демонтаж одной детали или узла не должен нарушать целостности других узлов, подлежащих проверке.
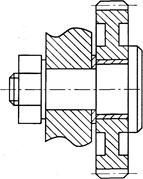
Чтобы снять колесо, необходимо демонтировать весь узел. Съемные устройства обязательны в соединениях деталей с натягом, с применением герметизирующих составов, в соединениях с труднодоступным расположением деталей, а также в соединениях, работающих при циклических нагрузках, когда возможно появление наклепа и фрикционной коррозии. Простейший способ облегчения разборки - включение в деталь элементов, допускающих применение съемников: закраин, реборд, резьбовых поясов, нарезных отверстий и т.д. В некоторых случаях съемники вводят в конструкцию.
Для исключения возможности неправильной сборки следует с помощью конструктивных мер, вместо полумер (нанесение меток, клейм и т.д.) обеспечить сборку деталей в требуемом положении. Принцип безразличной сборки исключает возможность ошибок и повышает производительность сборки.
Монтажно-технологические требования к конструкции изделий Необходимо обеспечить удобный подвод монтажного инструмента к крепежным деталям.
Следует обеспечить возможность танелажирования тяжелых агрегатов и деталей для внутризаводской транспортировки, а также машины в целом для транспортировки и установки на место. Если допускает конфигурация машины, то стропы и захваты заводят за лапы, выступы, отверстия или штанги, вставляемые в отверстия. Если таких элементов в оборудовании нет, то обязательна установка рымов. Подвешивать в одной точке допустимо только в том случае, если центр тяжести изделия расположен низко, а линия центра тяжести проходит через точку крепления. В общем случае детали следует подвешивать в трех, а лучше в четырех точках. Чаще всего применяют кольцевые рым - болты, размеры которых выбирают на основании нагрузок.
Для боковой установки применяют цилиндрические консольные рымы с шейками под стропы и захваты. При проектировании рымов следует быть осторожным и брать большие запасы.
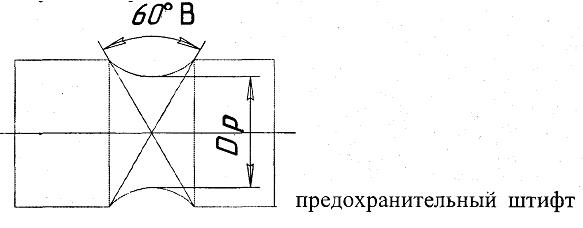
УЧЁТ ТРЕБОВАНИЙ ТЕХНИКИ БЕЗОПАСНОСТИ, ОХРАНЫ ОКРУЖАЮЩЕЙ СРЕДЫ И ТЕХНИЧЕСКОЙ ЭСТЕТИКИ ПРИ КОНСТРУИРОВАНИИ МАШИН И ОБОРУДОВАНИЯ. При конструировании машиностроительных изделий необходимо учитывать правила ТБ и охраны труда и исключать возможность возникновения в процессе эксплуатации изделий вредных для работающих физических, химических и биологических факторов, предусматривать соответствующие средства коллективной и индивидуальной защиты. Новые изделия должны отвечать требованиям охраны труда и общим требованиям безопасности по ГОСТ 12.2.003-74. Меры обеспечения безопасности машин и оборудования 1. Выбор безопасных принципов действия, конструктивных схем, элементов конструкции и пр.; 2. Применение в конструкции средств механизации, автоматизации и дистанционного контроля и управления; 3. Использование средств защиты; 4. Выполнение эргономических требований; 5. Включение мер безопасности в техническую документацию по монтажу, эксплуатации, ремонту, транспортированию и хранению. Оградительные устройства Движущиеся и токоведущие части изделия, если они являются источником опасности, должны быть снабжены оградительными или другими средствами защиты. Если исполнительные органы или движущиеся части изделия, представляющие опасность для людей, не могут быть снабжены средствами защиты из-за их функционального назначения, следует предусматривать средства сигнализации, предупреждающие о пуске оборудования, и средства остановки и отключения от источников энергии. Съёмные, откидные и раздвижные ограничительные средства рабочих органов, предотвращающие опасность при эксплуатации, а также открывающиеся дверцы, крышки, щитки в этих ограждениях или в корпусе оборудования должны иметь устройства исключающие случайное снятие или открывание, а при необходимости обеспечивающими прекращение рабочего процесса при съёме или открывании ограждения. Рабочие места, предусмотренные в конструкции производственного оборудования, должны быть безопасны и удобны, в необходимых случаях иметь кабины для защиты. Конструкция и расположение кабин не должны вызывать появление дополнительных опасных и вредных факторов. Выбор типа оградительного устройства (стационарное или подвижное, глухое или со смотровыми окнами, с пусковым устройством или нет и др.) и материала необходимо обосновать расчётом, исходя из особенностей травмоопасного фактора, его мощности и зоны действия, а также надёжности защиты и удобства в эксплуатации. Предохранительные устройства В необходимых случаях конструкцией изделий и оборудования должны быть предусмотрены средства автоматической остановкой и отклонения от источников энергии при неисправностях, авариях и опасных режимах работы. К предохранительным устройствам относятся системы:
Тип предохранительного устройства должен соответствовать требованиям соответствующих стандартов системы ССБТ, и на объектах Гостехнадзора и Энергонадзора - требованиям соответствующих правил.
Тормозные устройства В необходимых случаях изделия и оборудование следует снабжать средствами торможения, эффективность которых которых должна быть достаточной для обеспечения безопасности и соответствовать требованиям стандартов. Аварийные тормозные устройства должны быть энергонезависимыми, т. е. должны срабатывать при отключении источника энергии. Сигнализаторы опасности Для предупреждения об опасности в качестве сигнальных элементов следует применять звуковые, световые и цветовые сигнализаторы, приборы - указатели, сигнализаторы уровня и давления, температуры и концентрации (ядовитых паров и газов). Средства сигнализации следует выбирать с учётом степени внимания работающих. Сигнальные устройства должны быть установлены в зонах видимости и слышимости персонала. Дистанционное управление. Требования к органам управления Дистанционное управление машинами и оборудованием как средство создания безопасных условий труда позволяет вывести человека из опасной зоны. Следует применять телевизионные устройства и средства телеметрии для наблюдения за сложными технологическими процессами. Органы управления производственным оборудованием должны соответствовать следующим требованиям: 1. иметь форму, размеры и поверхность, безопасные и удобные в работе; 2. размещаться в рабочей зоне так, чтобы не затруднять выполнение операций; 3. располагаться с учётом требуемых для их перемещения усилий и направлений, последовательности и частоты их использования, значимости функций; 4. приводиться в действие усилиями, не превышающими установленных стандартами значений; 5. органы управления производственным оборудованием, относящимся к одной группе, должны быть дифференцированы (расположение рукояток, педалей, кнопок, КИПиА, правила управления, типовые надписи и т. п.); 6. конструкция и расположение органов управления должны исключать возможность непроизвольного и самопроизвольного включения и выключения, нарушать последовательность; Оформление органов управления: • для останова (отключения) — из материала красного цвета; • для пуска (включения) - ахроматического цвета (чёрный, серый, белый); • для периодического останова или пуска - ахроматического цвета; • для предотвращения аварии - желтого цвета; • для выключения операций, отличных от перечисленных - ахроматического или синего цвета. Средства электробезопасности Электробезопасность обеспечивают применением технических способов и средств, предусмотренных «Правилами устройства электроустановок (ПЭУ)» и ГОСТ 12.2.019-76. Для обеспечения электробезопасности следует применять отдельно или в сочетании следующие технические способы и средства: защитное заземление; выравнивание потенциалов; малое напряжение; электрическое разделение сетей; защитное отключение; изоляцию токоведущих частей (рабочая, ведущая, дополнительная, двойная, усиленная). Защитное заземление следует выполнять:
В схеме электрических цепей производственного оборудования должно быть предусмотрено устройство, централизованно отключающее их от питающей сети. Конструирование изделий с пониженным уровнем шума Шумовые характеристики изделий устанавливают исходя из требований обеспечения на рабочих местах допускаемого уровня шума по ГОСТ 20445-75. Производственное и бытовое оборудование, машины, приборы и инструменты, создающие в процессе эксплуатации шум, необходимо конструировать в соответствии с требованиями ГОСТ 12.1.003-83. Различают шумы механического, аэродинамического и электромагнитного происхождения. Выпускаемое производственное оборудование, машины и инструменты необходимо снабжать паспортом с указанием уровня излучаемой звуковой мощности. Методы борьбы с шумом 1. Уменьшение шума в источнике - наиболее радикален!!! 2. Ухудшение условий передачи шума 3. Снижение чувствительности приёмника (глухонемые, безлюдная техника) Для уменьшения механического шума рекомендуется: • заменить ударные прессы и механизмы безударными • заменять возвратно-поступательное движение равномерным, вращением • применять вместо прямозубых шестерён косозубые и шевронные, повышать квалитеты обработки и уменьшать шероховатость поверхности шестерён (уменьшается на 5-10 Дб) • по возможности заменять зубчатые и цепные передачи ремёнными (понижает на 5-10 Дб) • заменять все или некоторые металлические детали деталями из пластмасс и других «незвучащих» материалов (замена одной из стальных шестерён на капроновую уменьшает шумна 10-12 Дб) • выполнять балансировку вращающихся элементов • использовать прокладки и упругие вставки в соединениях При конструировании необходимо учитывать направленность излучения шума и локализировать наиболее шумные механизмы звукоизолирующими кожухами. Внутреннюю поверхность стенок кожуха облицовывать звуконепроницаемыми материалами, а с наружной иногда наносят виброустойчивые материалы. Эффективность конструктивных мероприятий по борьбе с шумом, обеспечивающих соблюдение санитарных норм, подтверждают расчётами. Конструирование машин и оборудования с пониженным уровнем вибраций Вибрации возникают при работе изделий из-за неуравновешенных силовых воздействий (дисбаланс). Основными характеристиками вибрации являются спектры уровней колебательной скорости. Классификация и гигиенические нормы вибрации, требования к вибрационным характеристикам производственного оборудования, включая и средства транспорта, регламентированы ГОСТ 12.1.012-78. Производственное оборудование, передающее вибрацию на рабочие места, следует конструировать с учётом допускаемых значений параметров вибрации рабочих мест. Борьба с вибрацией в источнике её возникновения Борьба с вибрацией в источнике её возникновения близка по методам к борьбе с шумом, в части механических колебаний. При конструировании следует отдавать предпочтение кинематическим схемам и конструктивным решениям, при которых динамические процессы, вызванные ударами, резкими ускорениями, были исключены или предельно ослаблены. Исключение режима резонанса Вибродемпфирование- это уменьшение уровня вибраций защищаемого объекта превращением энергии механических колебаний в другие виды энергии. Потери энергии в системе увеличиваются при использовании в качестве конструктивных - материалов с большим трением, нанесении слоя упруговязких материалов, способствующих увеличению трения, использовании поверхностного трения, переводе механической колебательной энергии в энергию токов Фуко. Хорошо демпфируют колебания смазочные вещества, особенно масляная ванна. Под виброгашениемпонимают снижение уровня вибраций защищаемого объекта введением в систему дополнительных реактивных импульсов. Наиболее распространены в машиностроении динамические гасители колебаний, уменьшающие уровень вибраций защищаемого объекта введением реакций дополнительных колебательных систем. Виброгаситель жестко крепят на вибрирующем агрегате, поэтому в нём в каждый момент времени возбуждаются колебания, противофазные с колебаниями агрегата. Недостатком динамического виброгасителя является то, что он действует только на резонансной частоте. Виброизоляция - уменьшение уровня вибрацийзащищаемого объекта Уменьшением колебаний, передаваемых этому объекту от источника колебаний. Виброизоляциювыполняет введением в колебательную систему дополнительной упругой связи, препятствующей передаче вибраций от источника колебаний к основанию или смежными элементами конструкции. Эту упругую связь можно так же использовать для ослабления вибрации, передающихся от основания к человеку или защищаемому агрегату. Для виброизоляции машин с вертикальной возмущающей силой применяют опоры трёх видов: резиновые, пружинные и комбинированные. Пружинные имеют ряд преимуществ:
Но пружинные виброизоляторы могут пропускать колебания высоких частот, так как сталь имеет малые внутренние потери. В этом случае пружинные виброизоляторы рекомендуется устанавливать на прокладки из упругих материалов типа резины (комбинированный амортизатор). Уменьшение пыле- и газовыделений Степень действия пыли и вредных веществ зависит от их концентрации, химического состава и размера частиц. Общие санитарно - гигиенические требования к воздуху рабочей зоны регламентированы ГОСТ 12.1.005-76. Необходимо предусматривать укрытие мест фиксированного выделения газов, пыли, обеспечивать присоединение к системам механической вентиляции и системам нейтрализации и биологической очистки. Пусковые устройства технологического оборудования следует блокировать с системами аспирации и гидропылеулавливания. Следует максимально уменьшать протяженность путей транспортирования пылевидных и токсичных и токсичных веществ. СПИСОК ЛИТЕРАТУРЫ Основная: 1. Косов Н.П., Исаев А.Н., Схиртладзе А.Г. Технологическая оснастка: вопросы и ответы. Учебное пособие для ВУЗов – М.: Машиностроение, 2005г. – 304с. 2. Куркин С.А., Ховов В.М., Аксенов Ю.Н. Под ред. Куркина С.А., Ховова В..М. Компьютерное проетирование и подготовка сварных конструкций: Учебное пособие для ВУЗов. М.: МГТУ им. Баумана Н.Э., 2002г. – 464с 3. Сварочное оборудование: Каталог. Ред. – сост. Жмылевская, ВНИИТЭМР; 2002г. – 130с. Дополнительная: Популярное:
|
Последнее изменение этой страницы: 2016-03-17; Просмотров: 2149; Нарушение авторского права страницы