|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
АНАЛИТИЧЕСКИЙ ОБЗОР СОЗДАНИЯ ГПС И ПОСТАНОВКА ЗАДАЧИСтр 1 из 5Следующая ⇒
ОГЛАВЛЕНИЕ ВВЕДЕНИЕ………………………..………………………………..……………6 1 АНАЛИТИЧЕСКИЙ ОБЗОР СОЗДАНИЯ ГПС И ПОСТАНОВКА ЗАДАЧИ…………………………………………………………………….…….8 1.1. Введение……………………………………………………………….8 1.2 История развития ГПС…………………………………….…………8 1.3 Технологии создания ГПС…………………………………………….9 1.3.1 Общие сведения……………………………………………….9 1.4 Способы транспортировки деталей……………………….………...27 2 УПРАВЛЕНИЕ РОБОТОМ………………………………………………….36 2.1 Общие сведения………………………………………..……………..36 2.2 Адаптивное управление………………………..………….…………36 2.3 Оптические датчики……………………………..…………………..49 3 МОДЕЛИРОВАНИЕ АВТОНОМНОГО ТРАНСПОРТНОГО РОБОТА…………………………………………………………………………55 3.1 Описание робота Pioneer……………………….…….……………..55 3.2 Описание среды моделирования Webots……..……….…………..59 3.3 Модель робота в Webots………………………….…..……………...64 3.4 Обход динамических препятствий с использованием принципа предсказаний…………………………………………….….….………….69 3.5 Перемещение робота……………………….…………….…………..78 3.6 Позиционирование робота в цехе…………………..………….……80 4 ОРГАНИЗАЦИОННО-ЭКОНОМИЧЕСКИЙ РАЗДЕЛ……….…….…….81 4.1 Введение……………………………………………….….…….……..81 4.2. Расчет заработной платы персонала……………………..…..…….81 4.3. Вложения на внедрение промышленного робота……….…....……83 5 РАЗДЕЛ ПО ОХРАНЕ ТРУДА………………………………………….….85 5.1. Разработка требований безопасности интеллектуального мобильного робота………………………………………………….………....85 5.1.1 Основные принципы обеспечения безопасности………….85 5.1.2 Меры обеспечения безопасности конструкции интеллектуальных мобильных роботов…………………………………86 ЗАКЛЮЧЕНИЕ………………………………………………………………….90 СПИСОК ЛИТЕРАТУРЫ………………………………………….….………..91
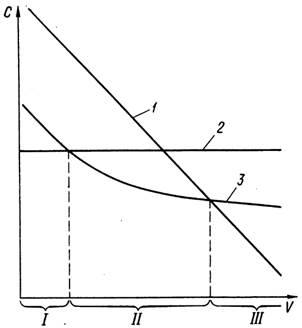
ВВЕДЕНИЕ При формировании материальных потоков следует стремиться к сокращению объема транспортных операций и снижению трудозатрат при данном объеме работ. В условиях производства с небольшой серийностью и большой номенклатурой требуется частое перепостроение ГПС. В связи с этим важное значение имеет типизация процессов транспортировки, путем использования унифицированных транспортных средств, позволяющая на стадии проектирования разрабатывать эффективные процессы транспортировки и устанавливать наиболее рациональный типаж транспортных средств и сократить время выполнения транспортных операций. Целью данной работы является создание модели автономного мобильного робота-транспортировщика деталей, и анализ его работы в гибком автоматизированном производстве. Задачей является создание модели универсального напольного робота транспортировщика, который может применяться на производстве изделий с любой номенклатурой, на безлюдном и малолюдном производстве. Он должен послужить заменой конвейерам, передающим детали между обрабатывающими центрами. Использование робота исключит необходимость перестраивать конвейерные ленты, тем самым это позволит сэкономить средства и время. Предусматривается возможность поддержания любого способа загрузки (в таре, навалом, ориентированной, со спутником); Основная идея создания модели робота в том, чтобы он перемещался не по линейной или замкнутой схемам движения, а непосредственно от станка, закончившего обработку, до следующего станка в технологической цепочке [18]. В связи с этим возникает проблема навигации, так как маршруты роботов будут постоянно пересекаться из-за одного расположения станков, не смотря на выполняемую программу обработки. Кроме того, возможно появление динамических препятствий на пути движения робота (людей, других транспортных средств или размещенных временно в цехе каких-либо грузов). Предполагается, что использование автономных роботов обеспечит возможность в ГПС одновременно обрабатывать изделия с разными технологическими цепочками. Также одна из задач - это создание управляющей программы, которая позволяет минимизировать время простоя станка, и избегать аварийных ситуаций. Программа будет реализовывать адаптивное управление роботом с помощью сенсоров, что позволит быстро и безошибочно доставлять детали. Моделирование производится в специальной среде Webots, предназначенной для создания моделей роботов. Программа позволяет ускорить процесс отработки алгоритмов, и собирать необходимые статистические данные. Она позволяет анализировать функционирование объекта моделирования и его окружения. АНАЛИТИЧЕСКИЙ ОБЗОР СОЗДАНИЯ ГПС И ПОСТАНОВКА ЗАДАЧИ Введение Процесс автоматизации производства в мире в целом развивался довольно неравномерно [16]. Вместе с тем в последние годы отчетливо проявилась общая тенденция к насыщению этого процесса на уровне, соответствующем автоматизации 50—60 % парка технологического оборудования и примерно около 20 % технологических операций. Объясняется это тем, что традиционные средства автоматизации эффективны только в массовом и непрерывном производствах, в то время как около 80 % мирового производства осуществляется малыми сериями от 10 до 50 изделий. Если оценить время, в течение которого в ходе производства изделия имеет место автоматизированный процесс, то эта величина окажется еще меньше и, например, в металлообработке составляет в среднем всего около 2 %. При этом общее время обработки составляет около 5 %, а остальные 95 % времени приходится на транспортировку, ожидание и другие «немашинные» операции. История развития ГПС Можно считать, что промышленная история гибкой автоматизации началась с появлением станков с ЧПУ, т. е. в 1955 г., но распространялись они очень медленно. Так, через десять лет их доля в общем парке станков в ведущих европейских странах составляла менее 0, 1%. В США в производстве нового оборудования эта доля уже на порядок выше. Ситуация резко изменилась в 1970 г. с появлением второго поколения оборудования с ЧПУ, непосредственно управляемого от ЭВМ. Несколько ранее (в 1962 г.) проявился другой компонент гибкой автоматизации — промышленные роботы (ПР). В результате возникла перспектива перейти от систем человек — машина к системам человек — робот — машина, что дало принципиальную возможность полностью исключать человека из непосредственного участия в технологическом процессе. В последние годы ПР начали успешно применять в легкой промышленности. На конец 1983 г. парк ПР, используемых в легкой промышленности капиталистических стран, составил 700—800 шт. Наибольшее распространение они получили в Японии (300— 400 шт.), США (100—200 шт.), Германии(100—150 шт.), Италии (100 шт.). В настоящее время в легкой промышленности применяются главным образом специализированные и специальные роботы, в основном для автоматизации вспомогательных операций (транспортировки, загрузки, разгрузки), а также для выполнения узких специальных задач (подачи полуфабрикатов на оборудование, соединения концов оборванных нитей, съема готовой продукции и т. п.). В США в 1990 г. в легкой промышленности использовалось 39 % парка ПР Технологии создания ГПС Общие сведения В целом традиционная автоматизация, основанная на использовании специальных средств, имеет следующие ограничения: быстрое моральное старение; длительный срок и высокую стоимость освоения новой продукции; ограниченные возможности для автоматизации операций, требующих гибкости в процессе их выполнения (таких, например, как сборка, контрольно-исполнительные и ремонтные операции). В связи с общей экономически обусловленной тенденцией современного производства к увеличению его мобильности в отношении, как выпускаемой продукции, так и технологии производства, значение перечисленных ограничений со временем быстро возрастает. Как всегда, когда развитие какого-либо процесса подходит к насыщению, появляются новые идеи, которые дают новый импульс для дальнейшего развития. Такие возможности в автоматизации производства для преодоления существующих ограничений дает гибкое автоматизированное производство (ГАП). Оно включает две основные части: -гибко автоматизированную производственную часть, которая непосредственно реализует технологический процесс изготовления изделий; -системы автоматизированной разработки подлежащих изготовлению изделий (АСНИ, САПР) и технологической подготовки их производства (АСТПП), реализуемые с помощью автоматизированных рабочих мест (АРМ). Эти части объединены общей автоматизированной системой управления (АСУ), которая реализуется ЭВМ. Идеальное производство, которое может быть получено в результате гибкой его автоматизации, можно коротко охарактеризовать так: -автоматическое производство изделий сколь угодно малыми партиями; -себестоимость и производительность близки к значениям, достигнутым в современном массовом производстве; -практически безлюдное производство — число работающих по сравнению с обычным производством меньше на два порядка; -комплексная автоматизация всех частей производства, включая технологические процессы, подготовку производства, разработку конструкторской документации на выпускаемые изделия, планирование и управление производством в целом. Таким образом, можно сказать, что при полной реализации идеи ГАП на его вход должны подаваться технические задания на очередные изделия, а на выходе выдаваться готовая продукция. При этом весь процесс должен происходить круглосуточно и осуществляться на основе машинных носителей информации, т. е. безбумажной документации. Требуется дополнительно пояснение первого признака гибкой автоматизации, которым, по существу, дано определение понятия гибкости производства как возможности автоматизированное производства изделий сколь угодно малыми партиями. Надо отметить, что имеется в виду не просто мелкосерийное производство и тем более с заранее известным объемом выпуска продукции, а возможность быстрого перехода на выпуск новой продукции в заранее непредвиденный момент, требуемый по различным соображениям. Следовательно, в равной мере это относится и к крупносерийному, и к массовому производствам. (Это означает, в частности, что в ГАП должны быть сведены к минимуму различные производственные запасы.) В целом понятие «гибкость» можно определить как возможность быстрой реакции производства на следующие внешние и внутренние «возмущения»: 1) по заданию извне переходить на выпуск новой продукции в пределах заданной номенклатуры путем смены управляющих программ, а при изменении этой номенклатуры — путем изменения состава используемого технологического оборудования; 2) при выходе из строя отдельных единиц оборудования или других частей производства быстро осуществлять их замену. Для мелкосерийного производства степень гибкости по отношению к первому ее признаку обычно характеризуется числом типов изделий, которые можно изготавливать только за счет смены программ. Например, типичные значения этой величины для современных ГАП механообработки — десятки типов деталей и сотни их модификаций. Антиподом ГАП в отношении гибкости являются автоматические линии с так называемой жесткой автоматизацией (рисунок 1.1).
Рисунок 1.1- Зависимость стоимости продукции С от объема ее производства V для различных видов производства: / — единичное производство; // — основная область гибкой автоматизации; /// — массовое производство; / — жесткая автоматизация; 2 — ручное (неавтоматизированное) производство; 3 — гибкая автоматизация
В развитых странах с внедрением гибкой автоматизации связываются следующие конкретные выгоды: - повышение конкурентоспособности продукции (за счет более быстрой сменяемости выпускаемых изделий, повышения их качества, экономии ресурсов и труда); - рост производительности; - стабилизация производства и ускорение оборачиваемости капитала; - повышение эффективности использования рабочей силы; - создание новых технологических процессов и производств. Робототехника в развитии гибкой автоматизации играет двоякую роль. Во-первых, развитие робототехники и опыт применения роботов явились необходимым этапом, предшествовавшим и подготовившим переход к идее ГАП. Во-вторых, в рамках ГАП робототехника играет важную роль как гибкое и универсальное средство автоматизации физического труда. Вместе с тем ГАП, являющиеся высшей формой комплексной автоматизации производства, прежде всего в машиностроении, — это только одна из областей применения робототехники в отраслях народного хозяйства. Общим названием автоматизированных с помощью робототехники производств является роботизированный технологический комплекс (РТК) [19]. Он может быть самостоятельной частью производства или, например, входить в состав ГАП, образуя его нижний уровень, охватывающий технологическое оборудование. Робототехника — комплексное научно-техническое направление, включающее создание и применение роботов. Робот можно определить как автоматическую машину для выполнения различных манипуляционных действий (подобных тем, которые производит руками человек при выполнении физической работы), отличающуюся универсальностью (многофункциональностью) и гибкостью (возможностью быстрого перехода на выполнение новых операций путем смены управляющих программ). Под это определение не подпадают манипуляторы с ручным управлением (копирующие манипуляторы, телеоператоры и т. п.) и с различными вариантами полуавтоматического и автоматизированного управления, а также однопрограммные (неперепрограммируемые) автоматические манипуляторы (автооператоры, механические руки) и т. п. Эти устройства — более простые, с меньшими возможностями, но соответственно и более дешевые предшественники роботов. Весь класс перечисленных манипуляционных машин и механизмов, которыми занимается робототехника, имеет общее наименование — роботы и манипуляторы. Они представляют собой в совокупности средства робототехники. Приведенные термины определены в соответствующих отечественных стандартах. Робот состоит из исполнительных устройств и устройства управления, осуществляющего автоматическое управление этими исполнительными устройствами [17]. Исполнительные устройства робота — это его манипуляторы и устройство передвижения (для подвижного робота). Манипулятор состоит из нескольких подвижных звеньев (кинематических пар) с поступательным или угловым перемещением, снабженных приводами. На конце манипулятора размещен рабочий орган в виде захватного устройства или специального инструмента (сварочные клещи, пульверизатор, гайковерт и т. п.). Основная область применения робототехники сегодня — промышленность [11]. Применяемые там роботы получили название промышленные роботы (ПР). Этот тип роботов составляет в настоящее время до 90 % общего парка роботов в мире. Подавляющая часть их используется в машиностроении, т. е. непосредственно производителями этой техники. Вне машиностроения и механической обработки используется пока менее 10 % парка ПР. При создании автоматизированных производств существует два варианта применения роботов: в качестве средства гибкой автоматизации для обслуживания основного технологического оборудования (станков, прессов, литейных машин, печей и т. д.) и выполнения других вспомогательных операций и в качестве самого основного технологического оборудования (для выполнения таких основных технологических операций как сборка, сварка, нанесение покрытий и т. д.). В соответствии с этим роботы первого типа получили название вспомогательных, а второго — технологических. Следующим важным показателем, по которому классифицируют роботы, является способ их управления. По этому признаку различают роботы программные, адаптивные и интеллектуальные [14]. В отличие от программных роботов, которые работают по заранее составленным программам, адаптивные роботы благодаря наличию средств очувствления (сенсорных устройств), ориентированных на внешнюю среду, способны автоматически адаптироваться к изменениям этой среды путем соответствующего оперативного изменения программы работы. Простейшими средствами очувствления служат контактные датчики касания роботом предметов внешней среды, а наиболее сложными — системы технического зрения. Интеллектуальные роботы отличаются от адаптивных более сложными алгоритмами работы, относящимися к классу алгоритмов искусственного интеллекта. К важным техническим параметрам роботов относятся быстродействие и точность их манипуляторов, надежность (ресурс, наработка на отказ). Быстродействие определяется скоростью перемещения рабочего органа манипулятора и измеряется при поступательном перемещении в метрах в секунду (среднее быстродействие современных роботов до 1 м/с, наибольшее 5—10 м/с). Точность определяется погрешностью отработки заданного перемещения (погрешностью позиционирования) и измеряется при поступательном перемещении в миллиметрах (средняя точность роботов соответствует погрешности в десятые доли миллиметра, наиболее высокая —тысячные доли миллиметра). Наряду с внедрением средств робототехники для оснащения действующего технологического оборудования и с созданием на их базе РТК расширяется создание и внедрение комплектно поставляемых РТК, представляющих собой совокупность автономно действующих технологических средств производства, включающих набор основного технологического и вспомогательного оборудования (в том числе один или несколько ПР, которые выполняют технологические или вспомогательные операции) и обеспечивающих полностью автоматизированный цикл работы внутри комплекса и связь его с входными потоками остального производства. Существуют три основных структурных построения РТК: 1) РТК, образованные на основе единицы технологического оборудования (станка, пресса), ПР и вспомогательных устройств, где ПР осуществляет загрузку — разгрузку оборудования из накопителя и управляет работой оборудования; 2) РТК, состоящие из группы технологического оборудования, вспомогательных устройств и одного или нескольких ПР, которые кроме загрузки — разгрузки оборудования осуществляют межоперационную транспортировку деталей с переориентацией их при необходимости, подачу изделий на позиции контроля, раскладку их в накопителе, управление всем оборудованием; 3) РТК, в которых ПР кроме вспомогательных операций выполняют ряд технологических операций: таких, как сборка изделий, мойка, очистка поверхностей, окраска опылением или окунанием, точечная и дуговая сварка и т. д. Функция управления всем оборудованием в таком случае осуществляется единой системой управления. Рост парка и расширение областей применения ПР определяются экономической эффективностью их использования. Применение ПР в общем случае дает следующие преимущества: высвобождение живого труда; повышение производительности труда и ритмичности производства; улучшение качества изделий, поскольку исключается брак вследствие утомляемости и невнимательности, присущих человеку; повышение коэффициента сменности оборудования, так как организуется его работа в две-три смены. Кроме того, за счет легкости перестройки ПР с одного цикла операций на другой сокращаются сроки подготовки производства, создается возможность с меньшими, чем при традиционных средствах автоматизации, затратами модернизировать технологию, повысить гибкость производства при переходе на выпуск родственных или модифицированных изделий. Последний фактор начинает приобретать все более важное значение. Одной из важнейших тенденций развития робототехники в России и в мире является унификация компонентов ПР с переходом в конечном счете к унифицированным конструктивным модулям механической части роботов, их устройств управления, программного обеспечения и базирующихся на них технологических комплексов и гибких производственных систем. Это позволяет резко сократить сроки создания, освоения и внедрения новых моделей роботов, поскольку они будут собираться из отработанных компонентов, одновременно повысить технический уровень, надежность роботов и снизить их стоимость. Последнее связано не только с удешевлением компонентов при их крупносерийном производстве, но и с уменьшением избыточности в конструкции и параметрах роботов. Кроме того, снижаются расходы на внедрение и эксплуатацию роботов, существенно упрощается их обслуживание. Облегчается задача модернизации автоматизированных технологических комплексов путем оснащения роботов новыми модулями и применения отдельных из них в качестве самостоятельных технологических приспособлений (механические руки, кантователи, межоперационные транспортные устройства и т. д.). Производство роботов в таком случае сводится главным образом к их сборке из стандартных блоков и может быть организовано практически на любом машиностроительном предприятии. Роботизированный технологический комплекс — это совокупность единицы технологического оборудования, промышленного робота и средств оснащения, автономно функционирующая и осуществляющая многократные циклы [15]. Из определения РТК следует, что основной его составляющей является технологическое оборудование, т. е. станок, аппарат или другая система, оснащенная средствами базирования и крепления детали для обеспечения процесса обработки с помощью различных видов инструмента. Технологическое оборудование делится на оборудование с автоматическим циклом работы, полуавтоматическим, универсальное и специализированное. При создании РТК из всех перечисленных видов оборудования универсальное требует значительно большего объема проектных работ, чем другие. Модель промышленного робота выбирается в зависимости от поставленных задач. ПР могут быть специализированными (для выполнения какой-то одной операции) или универсальными (с расширенным рабочим диапазоном). ПР может выступать и в качестве основного технологического оборудования, если он непосредственно выполняет технологическую операцию, например сварочную или окрасочную. Средства оснащения, или вспомогательное оборудование, — это устройства накопления, ориентации, поштучной выдачи предметов производства и другие устройства, обеспечивающие функционирование РТК. Кроме перечисленных компонентов в зависимости от особенностей технологического процесса и степени автоматизации в состав РТК могут входить следующие системы: транспортно-складская, измерения и контроля, удаления технологических отходов и др. Учитывая разнообразие предметов труда по размерам, формам и методам обработки, а также особенности различных видов технологического оборудования, роботы, входящие в состав РТК, должны дополнительно обеспечивать: 1) совместную работу всех устройств, входящих в РТК, на основе механических и электрических связей (ЧПУ, основного технологического оборудования, средств оснащения, устройств управления ПР и микропроцессоров исполнительных механизмов, согласование взаимных команд, а также автоматизированное или автоматическое перепрограммирование; 2) свободный доступ в зону установки и снятия деталей со станка, в зону перемещения захватного устройства, технологического оснащения и других систем, а также возможность манипулирования предметами труда между машинами, устройствами и механизмами РТК; 3) надежность, жесткость и виброустойчивость всех рабочих органов в эксплуатации; 4) автоматизированную или автоматическую смену инструмента, оснастки и рабочих органов ПР. РТК являются основой для создания ГПС и их разновидностей: роботизированных технологических линий (РТЛ) и участков (РТУ). В зависимости от назначения эти системы классифицируются: 1) по видам производства, например РТЛ или РТУ механообработки, сварки и др. 2) по наименованию операций, оборудования, например РТЛ или РТУ токарной, фрезерной обработки, плазменной, дуговой сварки и др. 3) по виду предметов труда: РТЛ или РТУ тел вращения, корпусных деталей, изготовления печатных плат и др. В зависимости от состава основного технологического оборудования роботизированные участки и линии могут иметь оборудование одного наименования или разнотипное оборудование. По технологическому признаку оборудование может располагаться: 1) для РТЛ — в последовательности выполнения операций технологического процесса; 2) для РТУ — по технологическому маршруту. Роботизированные участки предусматривают изменение последовательности использования технологического оборудования. По виду компоновочных схем различают РТЛ и РТУ с линейным, угловым, круговым и комбинированным расположением оборудования. В зависимости от производственных условий, особенностей технологического процесса применяется та или иная компоновочная схема. При линейном расположении оборудования роботы могут обслуживать его различными способами. 1. Для транспортирования полуфабрикатов со склада на рабочие места служат напольные или подвесные транспортные ПР с загрузкой технологического оборудования стационарными ПР. Один ПР загружает одну единицу оборудования. 2. Для транспортирования полуфабрикатов со склада и загрузки технологического оборудования используются напольные или подвесные транспортные ПР. В этом случае для обеспечения непрерывной работы технологического оборудования и ПР большое значение приобретает машинное время обработки предметов труда. 3. Полуфабрикаты доставляются к технологическому оборудованию с помощью штабелера, а оборудование загружается роботами. По этой схеме ПР располагаются вдоль склада. Оборудование при линейно-параллельном расположении целесообразно компоновать так чтобы один ПР обслуживал две единицы технологического оборудования. Угловое расположение допускает обслуживание до трех единиц оборудования, круговое — трех и более. При комбинированном расположении возможны различные варианты обслуживания оборудования роботами. Групповое обслуживание, а на его основе и управление, как система последнее время находит все большее применение. Однако увеличение количества оборудования, обслуживаемого одним ПР, имеет не только положительные качества (уменьшение стоимости оборудования и всего комплекса за счет выполнения того же объема работ меньшим количеством ПР; возможность более эффективного применения группового управления оборудованием; возможность концентрации операций; создание предпосылок для организации замкнутого технологического цикла; сокращение занимаемых оборудованием производственных площадей), но и ряд отрицательных (усложненный подбор деталей по машинному времени; выход из строя одного станка может привести к остановке всего комплекса, особенно при построении РТК в соответствии с последовательностью выполнения технологических операций). Это предъявляет к техническому обслуживанию оборудования, его качественной стороне дополнительные повышенные требования. Наряду с РТЛ и РТУ гибкий автоматизированный цех (ГАЦ) по организационным признакам относится также к классу ГПС, но более объемного масштаба. ГАЦ — это ГПС, рассматриваемая как совокупность гибких автоматизированных линий, роботизированных технологических линий, гибких автоматизированных участков, роботизированных технологических участков, а также отдельных РТК для изготовления изделий заданной номенклатуры. ГАЦ, взаимодействуя посредством административных и технологических связей с другими цехами и службами предприятия, обеспечивает непосредственное производство продукции и является базовой единицей автоматизированного завода с гибкой системой перестройки на выпуск новых перспективных видов продукции. Создание таких заводов — одно из направлений технического прогресса при проведении всего комплекса проектных, монтажных и наладочных работ в области автоматизации производственных процессов. Под автоматизацией завода понимают создание высокопроизводительных производств, на которых автоматизированы проектирование, планирование, подготовка выпуска изделий, управление и эксплуатация, обеспечивающие оптимизацию изготовление конечных продуктов. С учетом отечественного и зарубежного опыта в создании такого вида систем рекомендуется следующая последовательность выполнения работ по проектированию и запуску в эксплуатацию автоматизированного завода: 1) анализ реализации проектных решений; -формулировка целей, задач и условий; -анализ технических исследований; -разработка схемы и концепции системы; -предварительная оценка; 2) комплексная разработка проекта системы: -выбор оптимального варианта системы; -оценка проекта; 3) детальная разработка проекта системы: -разработка рабочей документации; -оценка проекта; 4) материально-техническое обеспечение: -приобретение материалов; -заявки на производственное оборудование, машины, аппаратуру; 5) обеспечение оборудованием, машинами, аппаратурой, выполнение строительных работ (монтаж, испытание, наладка): -уточненная оценка проекта; 6) эксплуатация: -опытная, промышленная; -технический надзор (обеспечение функциональных и эксплуатационных качеств); -общая оценка проекта.
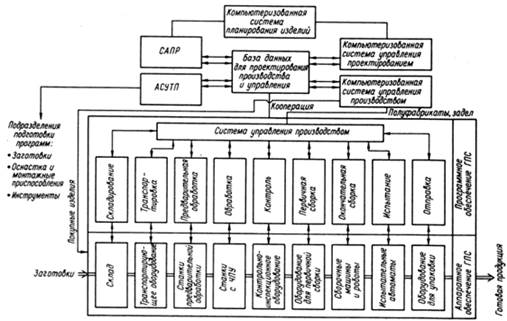
Рисунок1.2- Структурная схема автоматизированного завода
Рисунок 1.3- Основные производственные процессы в машиностроении На рисунке 1.3 приведена общая структура технических систем автоматизированного завода. Основная структурная схема автоматизированного завода, отражающая вопросы управления, материально-технического обеспечения и производства готовой продукции, изображена на рисунке 1.2. Из приведенных структур и определений автоматизированный завод выступает как сложная комплексно-функционирующая ГПС, допускающая без больших затрат и в минимальные сроки переход на выпуск с одного вида продукции на другой. Работы по созданию РТК, а на их основе ГПС ведутся в различных отраслях народного хозяйства, однако базой технического прогресса всегда было и будет машиностроение. Машиностроение представляет сложную систему производственных процессов. Основные их виды, в которых находят применение роботизированные технологические комплексы, показаны на рисунке 1.3. Как и любой вид производства, механообрабатывающее имеет свои специфические особенности, которые необходимо учитывать при решении вопросов применения ПР и создания РТК. К таким особенностям можно отнести следующие. 1. Многономенклатурность, преобладание мелкосерийного и серийного производства. Широкие возможности основного технологического оборудования, качество и точность обработки, относительная простота переналадки способствовали закреплению за единицей оборудования большого числа типоразмеров деталей серийного и мелкосерийного производства. Поэтому при построении РТК необходимо использовать ПР и вспомогательные устройства, способные работать с достаточно большой группой однотипных деталей. Переналадка всего оборудования на новый типоразмер деталей должна быть простой с минимальными затратами времени. 2. Наличие сложной и точной оснастки. Широкое распространение получили самоцентрирующиеся автоматические устройства для зажима деталей. Такого вида устройства позволяют использовать ПР со сравнительно низкой точностью позиционирования — порядка ±0, 3—0, 5 мм. Поэтому при разработке оснастки следует учитывать ее совместную работу с ПР. 3. Быстрое изнашивание инструмента, которое влияет на точность и качество поверхности обрабатываемых изделий, является одной из причин необходимости выполнения контроля процесса обработки. Этот контроль на универсальном оборудовании может осуществляться при помощи измерительных машин или ПР. 4. Большое количество разнотипной стружки. Процесс обработки резанием характеризуется интенсивным стружкообразованием. Стружка может быть как стружкой скалывания, так и сливной. Необходимо решать вопрос о дроблении сливной стружки, а также отвода той и другой стружки из зоны обработки с базовых поверхностей станочной оснастки и от станка. 5. Разнообразие типов металлорежущего оборудования в одном технологическом потоке. В многономенклатурном производстве в обработке деталей поочередно (преимущественно в технологической последовательности) участвуют, как правило, несколько станков. Станки могут значительно отличаться по ряду параметров, влияющих на ПР, используемый для их загрузки — выгрузки. Поэтому, если несколько станков загружаются одним ПР, то ПР должен обладать достаточной степенью универсальности. При сравнении различных типов РТК, реализующих один и тот же вид технологического или производственного процесса, и оценке их технического уровня руководствуются основными принципами построения создаваемых комплексов. Первый и главный принцип — принцип совмещения высокой производительности и универсальности. Он основан на выборе оптимального, на данном уровне развития техники, соединения универсальности и автоматизации в программно-управляемом и программно-перенастраиваемом оборудовании. Нахождение оптимума — задача технико-экономического анализа для конкретно создаваемого РТК. Второй принцип — принцип преимущественной программной перенастройки. Согласно этому принципу, оборудование РТК (как основное, так и вспомогательное) при смене изделий должно перенастраиваться путем ввода новых управляющих программ модулей. Перенастройка модулей вручную допустима в минимальных объемах и только в случаях очевидной экономической неэффективности реализации программной перестройки. Третий принцип заключается в обеспечении максимальной предметной замкнутости производства. Создание замкнутых производственных процессов способствует сокращению затрат на транспорт и манипулирование. В то же время достигается снижение деталеопераций при общем повышении гибкости РТК. В соответствии с этим принципом наилучшие результаты достигаются в случае обеспечения предметной замкнутости на уровне модуля, например при использовании многооперационных станков. Максимальная предметная замкнутость — одно из условий сокращения длительности производственного цикла за счет уменьшения времени на межоперационное пролеживание, дополнительный контроль, передачу и транспортировку деталей и сборочных единиц с участка на участок, из цеха в цех и т. д. Однако с точки зрения использования оборудования это не всегда достижимо и экономически целесообразно даже на уровне участка, цеха и предприятия, например, с позиции загрузки уникального, дорогостоящего оборудования. Заниженный (менее 0, 85) коэффициент загрузки увеличивает стоимость станко-часа, а значит, и стоимость обработки, так как пропорционально растут отчисления капитальных вложений и амортизационные отчисления. К положительным аспектам этого принципа следует отнести то, что выполнение его требований обусловливает наиболее эффективное внедрение бригадных форм организации труда. Кроме того, повышается ответственность персонала за конечные результаты труда — изготовленные в подразделении узлы и изделия. Принцип иерархичности заключается в создании многоуровневой системы: от состоящей из простейших элементов на нижнем уровне до цехов, заводов на верхнем. Каждый более высокий уровень имеет в своем составе два и более элемента нижних уровней, не считая модулей складирования, транспортирования и управления. Принцип построения РТК на основе базовых модулей как функционально законченных элемен Популярное:
|
Последнее изменение этой страницы: 2016-04-10; Просмотров: 1810; Нарушение авторского права страницы