|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
ЭЛЕКТРИЧЕСКИЕ ПЛАВИЛЬНЫЕ И ТЕРМИЧЕСКИЕ УСТАНОВКИ, ИХ классификация и производство
Электротермическое оборудование используется в процессах, в которых происходит преобразование электрической энергии в тепловую. Под электротермической установкой подразумевается комплекс, состоящий из caмoгo электротермического оборудования, источника его электрического питания и устройства для автоматического управления Электротермическое оборудование — электрические печи, электронагревательные устройства и приборы — широко распространено в промышленности, на транспорте в сельском хозяйстве и быту. При таком широком распространении электрические печи должны быть очень разнообразными по конструкции и размерам. Резко различаются между собой по конструкции плавильные и Нагревательные печи, дуговые, индукционные и печи сопротивления, установки инфракрасного нагрева, вакуумные печи. Наряду с небольшими настольными электронагревательными приборами или лабораторными печами мощностью в сотни ватт или в несколько киловатт в промышленности применяются мощные дуговые сталеплавильные и рудотермические печи. Мощность каждой изних измеряется десятками тысяч киловатт. Это многообразие электрических печей вызывает необходимость в их классификации. Классификацию их по технологическому назначению провести нельзя, так как для одного и того же процесса можно использовать несколько различных типов электротермического оборудования. По этому признаку пришлось бы ограничиться делением электропечей на плавильные и термические. Более правильна и удобна классификация электрических Таблица 1.1. Классификация электротермических установок по способу превращения электрической энергии в тепловую
печей по принципиальному признаку — по способу превращения электрической энергии в тепловую (табл. 1.1). Разнообразие электротермического оборудования приводит к тому, что его производство носит индивидуальный характер. Сложное и тяжелое оборудование производится, как правило, партиями по нескольку штук или единицами. Более мелкие электропечи общепромышленного применения выпускаются сериями по нескольку десятков, редко сотен, штук в год.. Для наилучшего удовлетворения запросов потребителей для серийных печей разработаны размерные ряды, объединяющие близкое по назначению и по основным конструктивным решениям оборудование. В размерных рядах выделяют несколько базовых конструкций, решения которых почти без изменения используются в смежных типоразмерах, отличающихся от базовых только размерами. Это позволяет применять унификацию узлов и деталей и изготавливать эти узлы и детали большими партиями. Наиболее широко распространена унификация узлов и деталей Печей одного размерного ряда Наибольший эффект достигается при унификации изделий, изготавливаемых на одном заводе. Электротермическое оборудование изготавливают на специализированных заводах электротехнической промышленности и укомплектовывают электротехническим оборудованием, источниками питания, коммутационными аппаратами, измерительными приборами и устройствами управления и регулирования. Разработка, исследование и проектирование новых типов и конструкций электропечей осуществляются во Всесоюзном научно-исследовательском институте электротермического оборудования (ИИЭТО), во Всесоюзном научно-исследовательском институте токов высокой частоты (ВНИИТВЧ), в лабораториях и конструкторских бюро заводов электротермического оборудования. Индивидуальный и мелкосерийный характер производства электрических печей определяет то, что стандартизацией в первую очередь охватываются электропечестроительные материалы, а также мелкие печи общепромышленного производства. Перед разработкой новых типов электротермического оборудования, призванных заменить оборудование с пламенным нагревом, обязательно проводится технико-экономическое обоснование обоих вариантов, при этом учитываются не только чисто экономические показатели, но и их влияние на качество продукции, на условия труда, потребность в рабочей силе, а также воздействие обоих процессов на окружающую среду. МАТЕРИАЛЫ, ПРИМЕНЯЕМЫЕ В ЭЛЕКТРОПЕЧЕСТРОЕНИИ В связи с наличием в электрических печах зон с высокой температурой в них помимо обычных конструкционных и электротехнических материалов [2, 5] применяют также специфические материалы, способные работать при этой температуре и обладающие необходимыми для этого свойствами. К ним относятся огнеупорные и теплоизоляционные материалы, а также материалы для нагревательных элементов. Огнеупорные материалы используются для формирования рабочего пространства печи — ее камеры или ванны. Они образуют огнеупорную кладку — внутреннюю часть футеровки печи. В соответствии с условиями работы к огнеупорным материалам предъявляются следующие основные требования: 1) огнеупорность, т.е. способность выдерживать без деформации и оплавления высокие температуры (tогн ≥ 51580° С); 2) механическая прочность при высоких температурах: огнеупорный слой кладки должен выдерживать массу загрузки, тары, транспортирующих устройств, на нем крепятся нагревательные элементы; 3) термическая устойчивость — способность, не растрескиваясь, выдерживать резкие колебания температуры. Особенно важно это требование для огнеупоров, применяемых в плавильных печах, где на раскаленную 4) малая электрическая проводимость, В электрических печах огнеупорный материал часто служит электрическим изолятором, так как на внутренней поверхности огнеупорной кладки монтируются нагреватели; огне упорный материал служит опорой и разделителем для токоведущих частей; 5) малая теплопроводность: чем меньше теплопроводность огнеупорных материалов, тем легче изготовить кладку печи с малыми тепловыми пртерями, не увеличивая чрезмерно толщину стен; 6) химическая нейтральность. Огнеупорные мате риалы должны быть химически нейтральными к нагреваемому в печи материалу, к нагревателям и газовой среде, заполняющей рабочее пространство печи. Огнеупорные материалы обычно производятся на базе дешевого и недефицитного сырья, содержащего в качестве основных компонентов глинозем А12Оз, кремнезем SiO2 и окись магния MgO. Для печей сопротивления основным огнеупорным материалом является шамот — материал, содержащий 35—45% А12О3, остальное SiO2 и небольшую долю примесей. По плотности различают' шамоты плотные (ν =1900-1800 кг/м3) и легковесные (λ = 13004-800 кг/м3). Легковесные шамоты имеют несколько меньшую механическую прочность, но они лучше по теплоизоляционным свойствам, поэтому их применение целесообразнее для печей с рабочей температурой до 1200° С. Для высокотемпературных печей в качестве огнеупорных применяют высокоглиноземистые материалы (алунд, корунд, корракс), двуокись циркония ZrO2> а также уголь и графит. Для плавильных печей в основном применяют следующие огнеупорные материалы: динас (SiО2 = 94—97%), магнезит (MgO = 95%), хромомагнезит, доломит и шамот. Свойства огнеупорных материалов, наиболее широко применяемых в электрических печах, приведены в табл. 1.4. Огнеупорные материалы производят в виде порошков для изготовления набивной части кладки (подин и " стен плавильных печей), тиглей, а также в виде кирпичей и фасонных изделий. Наиболее употребительные стандартные прямоугольные кирпичи имеют размеры 230ХИЗХ65 и 250X123X65 мм. Назначение тепловой изоляций в электрических печах— снижение тепловых потерь через стенки печи. Поэтому основное требование, предъявляемое к теплоизоляционным материалам, — малый коэффициент теплопроводности при достаточной огнеупорности. Теплоизоляционные материалы представляют собой рыхлые легкие массы или пористые изделия (кирпичи, блоки, плиты). Наиболее широко применяются в промышленных электропечах следующие теплоизоляционные материалы: диатомит, шлаковые и минеральные ваты, перлит, зонолит, различного рода комбинированные материалы на основе асбеста. Для высокотемпературных печей в качестве тепловой изоляции применяют графитовые крупку, вату, войлок или другие ватообразные и волокнистые материалы на основе высокоогнеупорных окислов и карбидов. В табл. 1.5 даны свойства теплоизоляционных материалов, наиболее широко применяемых в электрических печах. Нагревательные элементы являются основным узлом конструкции печи сопротивления, определяющим надежность работы печи и во многом возможность соблюдения требуемого технологического режима. Материалы для нагревательных элементов выбирают в соответствии с требуемой температурой и атмосферой печи. Эти материалы должны обладать жаростойкостью, т. е. способностью не окисляться при высоких температурах, достаточной жаропрочностью (прочностью при высоких температурах) и обрабатываемостью (прокатываемостью, свариваемостью). Таблица 1.2. Основные свойства некоторых теплоизоляционных материалов
К материалам для нагревательных элементов, кроме того, предъявляют специфические требования, вытекающие из особенностей их работы. 1. Высокое удельное электрическое сопротивление. При малом удельном электрическом сопротивлении нагреватель, питаемый от сети 380 или 220 В, получается чрезмерно большой длины и малого сечения. Такой нагреватель трудно разместить в печи; кроме того, нагреватель малого сечения имеет небольшой срок службы. С применением понижающих трансформаторов для питания нагревателей удорожается печь, усложняется обслуживание и увеличиваются потери энергии в токоподводе. 2. Малый температурный коэффициент электрического сопротивления. Если материал обладает значительным температурным коэффициентом, то получается большая разница в электрическом сопротивлении холодного и горячего нагревателей, а следовательно, и в мощности, потребляемой печью из сети. 3. Постоянство электрического сопротивления. Материал не должен подвергаться «старению» — увеличению сопротивления с течением времени. В результате «старения» нагревателей уменьшается мощность печи. Основными материалами для нагревателей промышленных электропечей сопротивления с рабочей температурой до 1200°С являются сплавы хромоникелевые, хромоалюминиевые и хромоникельалюминиевые (нихромы с алюминием). Хромоникелевые сплавы в наибольшей степени удовлетворяют всем требованиям, предъявляемым к материалам для нагревателей. Различают тройные нихромы, содержащие в качестве основных компонентов хром, никель и железо (сплав Х15Н60), и двойные (Х2ОН80). Чем больше содержание никеля в сплаве, тем лучше его качество и выше рабочая температура. В качестве материалов для нагревателей печей с рабочей температурой до 800° С применяют хромоникелевые жаропрочные стали с содержанием хрома 24—27% и никеля 17—20% (Х25Н20 и Х23Н18). Хромоалюминиевые сплавы имеют в качестве основных легирующих добавок, обеспечивающих жаростойкость, хром и алюминий. Сплавы эти по сравнению с нихромами дешевле, но хуже обрабатываются и имеют меньшую прочность при высоких температурах. Для нагревателей с рабочей температурой до 800°С применяется фехраль (Х13Ю4)—сплав, содержащий в качестве легирующих добавок к железу до 13% хрома и до 4% алюминия. Для печей с рабочей температурой 800—1250°С используют хромоалюминиевые сплавы с микродобавками редкоземельных элементов (бора, титана и др.) — ЭИ595 (ОХ23Ю5) на максимальную температуру до 1200°С и ЭИ626 (ОХ27Ю5) —до 1300°С. - Хромоникельалюминиевые сплавы ХН70Ю и Х15Н60ЮЗА качественно лучше безникелевых сплавов и несколько дешевле нихромов типа Х20Н80 за счет уменьшения содержания никеля. Нагреватели из всех этих сплавов наготавливают в виде проволочных спиралей и проволочных и ленточных зигзагов на заводах, производящих печи сопротивления. Применяют также готовые нагреватели закрытого типа — трубчатые (ТЭН). Последние применяются главным образом для нагрева жидких и агрессивных -сред. Трубчатые нагреватели выпускаются разнообразных форм на разные значения мощности и напряжения. Для электропечей с рабочей температурой выше 1200—1250° С применяют неметаллические нагреватели: карборундовые, дисилицид-молибденовые, графитовые или нагреватели из тугоплавких металлов — молибдена, тантала, вольфрама. Таблица 1.3. Основные свойства материалов для нагревательных элементов
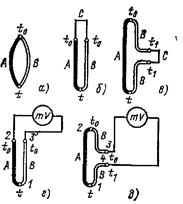
*Числитель —в вакууме, знаменатель— в защитной атмосфере. Для печей с рабочей температурой до 1400° С и окислительной атмосферой в рабочем пространстве могут применяться стержневые нагреватели из карборунда. Карборунд (карбид кремния SiC) получают спеканием при 1600—1700° С массы, состоящей из кремнезема и молотого кокса. Карборундовые нагреватели изготавливав ются в виде цилиндрических стержней и известны под названием силитовых и глобаровых. Как силит, так и глобар имеют очень высокое удельное электрическое сопротивление, в сотни раз превосходящее удельное сопротивление металлических сплавов. Температурный коэффициент сопротивления у них переменный. Карборундовые стержни подвергаются с течением времени значительному «старению», поэтому питание таких нагревателей осуществляется от трансформаторов с регулируемым вторичным напряжением. Для печей с рабочей температурой до 1600° С возможно применение нагревателей из дисилицида молибдена MoSiO2, получаемого методами порошковой металлургии. Нагреватели из дисилицида молибдена могут работать в окислительной среде, их максимальная рабочая температура равна 1700°С.. Выпускаются они в виде прямых и изогнутых стержней круглого сечения. Графитовые нагреватели применяются для высокотемпературных вакуумных печей или печей с нейтральными атмосферами. Максимальная температура графитовых нагревателей 3000° С, по при работе в вакууме она ниже и зависит от степени разрежения. При высокой степени разрежения наблюдается значительное испарение графита. Нагреватели из графита выполняются стержневыми, трубчатыми и другой формы. Графит очень хорошо обрабатывается резанием, и поэтому изготовление стержневых, трубчатых, пластинчатых и другой формы нагревателей основывается на механической холодной обработке. Питание нагревателей осуществляется от понижающих трансформаторов с 1/2—104-60 В. Металлические нагреватели из чистых тугоплавких металлов (молибдена, тантала, вольфрама, ниобия) применяют для печей с рабочими температурами более 1400° С. Для защиты нагревателей от окисления необходимы вакуум или нейтральные атмосферы (гелий, аргон). Нагреватели выполняются из проволоки, стержней или тонких листов. Питание нагревателей осуществляется от понизительных трансформаторов с регулируемым напряжением. ПРИНЦИПЫ ИЗМЕРЕНИЯ И РЕГУЛИРОВАНИЯ ТЕМПЕРАТУРЫ Под термином «температура» имеют в виду величину, характеризующую степень нагретости вещества. Непосредственно можно лишь весьма приблизительно оценивать температуру тела (холодное, теплое, горячее, раскаленное), поэтому приходится прибегать к косвенным методам измерения температуры — к измерению таких физических свойств тел, которые однозначно связаны с их температурой и в то же время могут быть сравнительно просто и с большой точностью измерены. Для этой цели используют объемное или линейное расширение тел при нагревании (дилатометрические термометры — ртутные и манометрические), изменение их электрического сопротивления (электрические термометры сопротивления), изменение развиваемой ими (в паре с другим телом) термоэлектродвижущей силы (термопары), изменение количества излучаемой ими энергии (пирометры излучения). В электрических печах для измерения температуры и в качестве датчиков для автоматического управления температурным режимом применяют главным образом термоэлектрические термометры, а в высокотемпературных печах, особенно когда нужно измерить температуру жидкого металла, используют пирометры излучения. Термоэлектрические термометры состоят из датчика (термоэлемента, термопары), измерителя термо-ЭДС и соединительных проводов. Термоэлементы состоят из двух разнородных проводников А и В (рис. 1.2, а), соединенных друг с другом и образующих замкнутую цепь. Если температуры мест соединения проводников не одинаковы, то в образованной ими цепи появляется термо-ЭДС и начинает протекать ток. Значение термо-ЭДС зависит от материала обоих проводников и разности их температур. Если температуру одного из соединений поддерживать неизменной (например, как это принято, равной 0°С), то термо-ЭДС будет зависеть лишь от температуры t второго соединения второго спая).
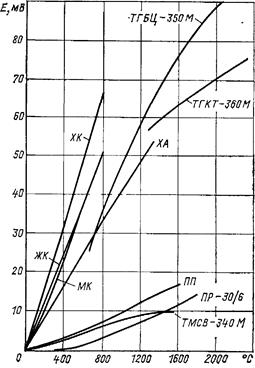
Если цепь из двух таких проводников разрезать (в любом месте, в том числе и в одном из спаев) и вставить в цепь третий проводник (с на рис. 1.2, б и в), то термо- ЭДС не изменится, если температуры обоих концов третьего проводника будут одинаковыми. Следовательно, можно в разрез цепи вставить электроизмерительный прибор (рис. 1.2, г и д); требуется лишь, чтобы на концах ведущих к нему от термоэлемента проводников была одна и та же температура t0 или t\ — они должны присоединяться к термоэлектродам рядом. Прибор будет измерять термо-ЭДС, а следовательно, и температуру t рабочего спая. Из принципа действия термоэлектрического термометра следует, что: 1) способ изготовления рабочего конца термоэлемента (сварка, пайка, скрутка) не может влиять на развиваемую им термо-ЭДС, если размеры рабочего конца таковы, что температура во всех его точках одинакова; 2) так как прибор в цепи термоэлемента измеряет не термо-ЭДС, а протекающий в этой цепи ток, то необходимо, чтобы сопротивление цепи в эксплуатации оставалось неизменным и равным его значению при градуировке. Но осуществить это практически невозможно ввиду того, что сопротивление термоэлектродов и соедини тельных проводов меняется с изменением окружающей Для уменьшения этой погрешности приборы для тепловых измерений выполняются высокоомными (50— 100 Ом при грубых измерениях, 200—500 Ом при более точных) и с малым температурным коэффициентом сопротивления. В настоящее время, как правило, применяются потенциометрические методы измерения термо-ЭДС; 3) термоэлектрические термометры градуируют всегда при определенной температуре свободного конца термоэлемента — при О °С. Обычно в работе температура свободного конца отличается от градуировочной, в результате этого возникает вторая принципиальная погрешность метода — погрешность на температуру свободного конца термоэлемента. Так как эта погрешность может достигать десятков градусов, необходимо в показания прибора вносить соответствующую поправку. В современных приборах эта поправка вносится в их показания автоматически. Любая пара проводящих разнородных материалов может быть использована для создания термо-ЭДС, однако лишь немногие из них применяются для изготовления термоэлектродов термопар. Эти материалы должны развивать высокую термо-ЭДС, значения которой должны быть по возможности приблизительно пропорциональны температуре. Материалы должны быть достаточно жаростойкими, чтобы длительно работать при рабочей температуре. Они должны также обладать в течение длительного времени неизменными физическими свойствами при нагреве до рабочей температуры, и их градуировка при этом не должна меняться. Хорошо зарекомендовали себя и получили широкое распространение следующие термопары. 1) Платинородий-платиновая (ПП). Положительный электрод состоит из сплава платины «Экстра» (90%) и родия (10%), отрицательный электрод — из платины «Экстра». Ввиду дороговизны материала диаметр электродов обычно составляет 0, 5 мм. Эти термометры могут быть применены для измерения температур длительно до 1300 °С и кратковременно до 1600 °С при использовании их в окислительной газовой среде. В этих условиях термопары зарекомендовали себя как очень надежные. В восстановительной атмосфере термоэлектроды ПП науглероживаются и быстро разрушаются. В вакууме при 1250°С начинается довольно интенсивное распыление платины, вследствие чего допустимая температура их применения в вакуумных печах ниже, чем в печах с окислительной атмосферой. При технических измерениях эти термопары обычно используются при температуре выше 1000°С, так как при более низких температурах можно использовать более дешевые и удобные (с большей термо-ЭДС) термопары из других сплавов. 2) Хромель-алюмелевый (ХА) термоэлемент выполнен из специально разработанных сплавов хромеля иалюмеля и обладает сравнительно высокой термо-ЭДС и строго линейным характером ее изменения в функции от температуры. Он предназначен для длительного измерения температур до 1000 °С и кратковременного до 1300 °С. В этих пределах он надежно работает в окисли тельной атмосфере; образующаяся на его поверхности пленка окислов защищает внутренние слои от окисления. Это наиболее распространенный термоэлемент. 3) Термоэлемент ПР-30/6 имеет положительный электрод, состоящий изплатинородиевого сплава с со держанием родия 30%, и отрицательный — из такого же сплава, но с содержанием родия 6%, Он может работать при температуре до 1800° С, причем до 200° С еготермо-ЭДС практически равна нулю, вследствие чего не требуется компенсация температуры свободного конца. Для измерения самых высоких температур применяются вольфраморениевые термоэлементы (до 2100— 2200 °С) или термоэлементы, один из электродов которых состоит из чистого графита, а второй — из борида циркония (может работать до 2000 °С) или карбида титана (до 2500 °С). Градуировочные кривые указанных и некоторых других термоэлементов даны на рис. 1.3. Термоэлектроды промышленных термоэлектрических термометров выполняются из проволоки диаметром 2— 3 мм. Они соединяются в рабочем конце сваркой и изолируются один от- другого фарфоровыми бусами или соломкой. Оба термоэлектрода помещаются в фарфоровую защитную трубку с заваренным дном и в жароупорную металлическую арматуру, на конце которой надета штампованная или литая головка. В головке термоэлектроды соединяются с проводами, ведущими к измерительному прибору. Для термометров, работающих при температурах выше 1000—1200 °С, применение металлической арматуры невозможно, вследствие чего термоэлектроды защищаются лишь фарфоровыми трубками и снабжаются арматурой только у свободного конца — в зоне низкой температуры. Огнеупорный фарфор может работать до 1500°С; при более высоких температурах применяются трубки и бусы из спеченной окиси алюминия или окиси бериллия.
Сопротивление термоэлектродов стандартных термопар из неблагородных металлов составляет 0, 13—0, 18 Ом Рис. 1.3. Кривые зависимости термо-ЭДС от температуры для наиболее распространенных термоэлементов. ХА — хромель-алюмель; ХК— хромель-копель; ЖК — железо-копель; МК — медь-копель; ПП — платинородий-платйна; ПР-3016 — платинородий-платино-родий; ТМСВ-340М—силицид молибдена-силицид вольфрама; ТГБЦ-350М — графит-борид циркония; ТГК.Т-360М — графит-карбид титана.
на 1 м длины, для платиноро-дий-платиновых (диаметром 0, 5 мм) — 1, 5—1, 6 Ом на 1 м.
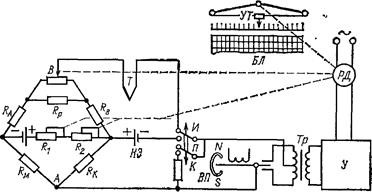
Тепловая инерция стандартных термопар очень велика, причем она определяется в основном фарфоровой защитной трубкой. В тех случаях, когда такая инерция датчика крайне нежелательна (например, при двухпозиционном регулировании), применяются термопары без защитной огнеупорной трубки с вваренными в дно защитной арматуры термоэлектродами ли с очень тонкой фарфоровой трубкой. » Для того чтобы исключить при измерении температуры термоэлектрическими приборами погрешность от несоответствия сопротивления.контура его сопротивлению при градуировке, применяется потенциометрический метод измерения термо-ЭДС. При этом методе термо-ЭДС термоэлемента сравнивается с падением напряжения на участке реохорда Rp (рис. 1.4), питаемого от батареи Л, в котором всегда поддерживается вполне определенный заданный ток. При измерении (ключ К. включен, переключатель Я в положении 2) движок реохорда передвигается до тех пор, пока нуль-прибор НП не покажет отсутствие тока в цепи термоэлемента, что будет соответствовать равенству термо-ЭДС и падения напряжения в левой части реохорда. Так как в момент измерения ток в контуре термоэлемента отсутствует, то сопротивление этого контура и его изменения не могут влиять на результаты измерения. При постоянном токе в реохорде падение напряжения в нем пропорционально его длине, поэтому реохорд можно отградуировать в милливольтах или непосредственно в градусах. Для проверки тока в компенсационной цепи используется стабилизированный источник напряжения, например нормальный элемент Вестона НЭ (рис. 1.4), ЭДС которого сравнивается с падением напряжения на эталонном резисторе rн, эля чего переключатель П ставится в положение 1. Так как ЭДС нормального элемента строго постоянна, моменту ее равенства падению напряжения на RK, 3 соответствует вполне определенный ток компенсационной цепи. Установка этого тока осуществляется при помощи реостата г. В современных автоматических потенциометрах такая стандартизация тока осуществляется периодически самим прибором. Так как реохорд и эталонный резистор могут быть выполнены с очень большой точностью, так же как и поддержание неизменным тока в реохорде, то точность измерения в таких потенциометрах может быть доведена до 0, 1%. Технические приборы выпускаются класса точности 0, 5. Как уже отмечалось, температура свободного конца термопары может весьма сильно отличаться от градуи-ровочной и достигать 100°С, особенно если головка термопары находится около кожуха печи. Для того чтобы снизить температуру свободного конца и ее изменения во времени, надо довести конец до помещения, где температура сравнительно стабильна, например до зажимов измерительного прибора, расположенного на щите управления. Однако вести термоэлектроды по помещению до указанного места неудобно, так как они выполнены из жесткой проволоки без изоляции, а некоторые чересчур дороги (например, платина и ее сплавы). Поэтому головку термопары соединяют с измерительным прибором не самими термоэлектродами, а компенсационными проводами — многожильными, гибкими, в изоляции, которыми удобно вести монтаж. Эти провода состоят также из двух материалов (прямой и обратный провод), которые подбирают таким образом, чтобы в паре друг с другом они давали в пределах 0—100°С такую же термо-ЭДС, как и основные термоэлектроды при таких же температурных условиях. Для каждого типа термоэлемента имеются свои компенсационные провода, отличающиеся, чтобы их не спутать, своей маркировкой оплетки. Для того чтобы исключить погрешность от колебаний температуры в измерительном приборе, к которому подведен свободный конец (с помощью компенсационных проводов), последовательно с термопарой в приборе включается мост компенсации температуры свободного конца (рис. 1.5). Он состоит из резисторов R1-4 диагональ питается постоянным током от выпрямителя В. Из этих резисторов три выполняются из манганина, и их сопротивления не зависят от окружающей температуры, а резистор R1 — из меди или никеля и размещается около места присоединения компенсационных проводов с тем, чтобы их температуры были одинаковы. Сопротивление R1 рассчитывается таким образом, чтобы при О °С мост был уравновешен и напряжение на его выходной диагонали cd равнялось нулю. Если же температура резистора R1 (а следовательно, и свободных концов компенсационных проводов) повысится, то на выходной диагонали моста появится напряжение, которое компенсирует уменьшение термо-ЭДС термоэлемента, вызванное нагревом его свободного конца.
Современные автоматические потенциометры содержат такой мост компенсации температуры свободного конца термоэлемента. Принципиальная схема такого потенциометра показана на рис. 1.6. Реохорд Rp включен в схему моста компенсации температуры свободного конца термоэлемента из четырех резисторов, из которых яа, Яв» rk выполнены из манганина, a rm —из меди. Падение напряжения на реохорде в сумме с напряжением выходной диагонали моста 'должно уравновешивать термо-ЭДС термоэлемента Т, в этом случае поступающий на вибропреобразователь ВП (схема в положении «Измерение», переключатель Я в верхнем положении И] сигнал равен нулю. Если же баланс нарушается (термо-ЭДС термоэлемента становится больше или меньше потенциала между точками Л и Б), то на вибропреобразователь подается сигнал разбаланса того или иного знака.
Рис. 1.6. Принципиальная схема автоматического потенциометра. Популярное:
|
Последнее изменение этой страницы: 2016-04-11; Просмотров: 1120; Нарушение авторского права страницы
 Термопары с графитовым электродом выполняются без защитных трубок, так как их роль играет сам графитовый электрод, выполняемый трубчатым, со вторым электродом по его оси.
Термопары с графитовым электродом выполняются без защитных трубок, так как их роль играет сам графитовый электрод, выполняемый трубчатым, со вторым электродом по его оси.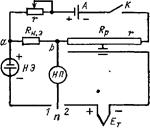
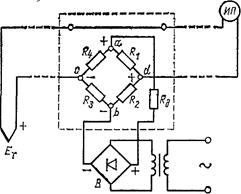 Рис. 1.5. Принципиальная схема моста компенсации температуры свободного конца термопары.
Рис. 1.5. Принципиальная схема моста компенсации температуры свободного конца термопары.