
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Опорные подшипники насаженные на ступицу зубчатого колесаСтр 1 из 2Следующая ⇒
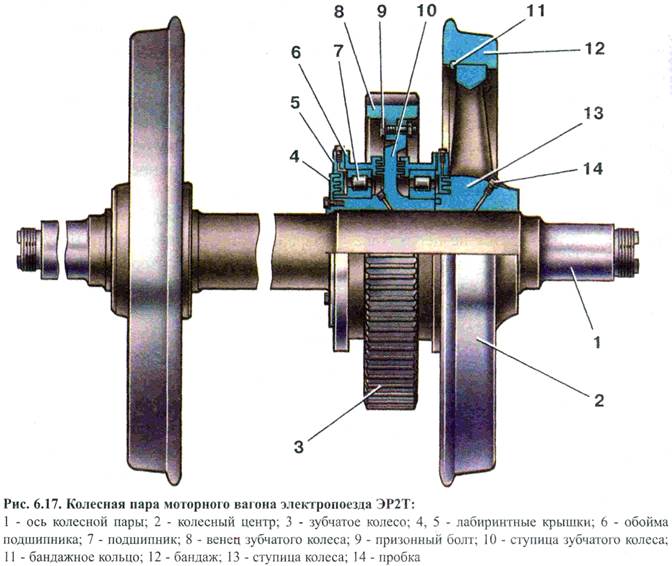
Колёсные пары · К.П. несут на себе нагрузку кузова со всем его оборудованием и пассажирами и при движении направляют вагон по рельсовому пути. · К.П. пара представляет собой ось 1 с напрессованными на нее бандажными колесами 2. · На оси колесной пары установлены элементы, являющиеся составными частями редуктора: Зубчатое колесо Опорные подшипники насаженные на ступицу зубчатого колеса Подшипниковые обоймы Лабиринтные крышки · Зубчатое колесо состоит из зубчатого венца, закрепленного призонными болтами на ступице. · В ступицах центров колес и зубчатого колеса имеются сверления и масляные канавки для подачи масла при спрессовки этих элементов с оси. · Формирование колесной пары производят на гидравлическом прессе, снабженным манометром и прибором-индикатором фиксирующим диаграмму усилий при запрессовке. · Сначала на ось напрессовывают колесные центры, затем надевают на них бандажи для моторных вагонов. · Колесные центры (колеса) напрессовывают на ось в холодном состоянии с усилием 600-900кН (60-90тс) для прицепного вагона и 750-1000кН (75-100тс) для моторного. · Ступицу зубчатого колеса напрессовывают на ось с усилием 570-860кН (57-86 тс). · Диаметр подступичной части оси делают на 0, 1-0, 35 мм больше диаметра отверстия ступицы. · Бандажи надевают на колесные центры нагретыми до температуры 250-3200 С, таким образом, чтобы упорный буртик бандажа упирался в обод. Внутренний диаметр бандажа меньше диаметра обода на 1, 1-1, 4 мм. · В выточку бандажа заводят бандажное кольцо и при температуре не ниже 2000 С на вальцовочном станке обжимают кромку выточки. · Наносят контрольные красные полосы по белилам в местах постановки контрольных меток. · Контрольная метка на бандаже, наносится керном, 4-5 углублений на 1, 5-2, 0 мм. · Контрольная метка на ободе наносится тупым зубилом, имеет вид риски глубиной 1мм. · После этого ставят знаки и клейма формирования на правом торце оси. · При формировании, ремонте и освидетельствовании колесных пар на оси наносят четкие клейма (рис. 6.19). · Клейма ставят также на бандажах, ободах безбандажных колес, венцах зубчатых колес. · При формировании, а также освидетельствовании колесной пары с распрессовкой оси и при полном освидетельствовании дополнительные клейма ставят на левом торце оси (клейма приемщиков, номер пункта, дата освидетельствования). · Эти клейма должны сохраняться во время эксплуатации.


Размеры профиля бандажа контролируют шаблоном типа И720
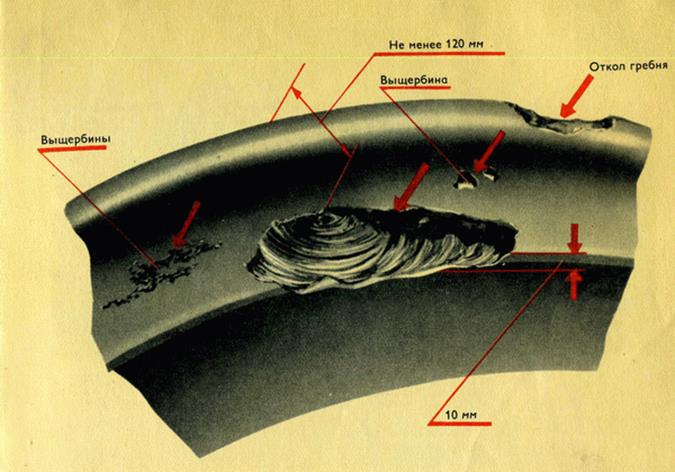
Рис. 17. Профиль бандажа моторвагонного подвижного состава с гребнем толщиной 33 мм НЕИСПРАВНОСТИ КОЛЕСНЫХ ПАР Навар - образуется на поверхности катания колеса в результате смещения частичек металла (повышение скорости движения, применение композиционных колодок и др.). Высота навара на колесе у пассажирского вагона более 0, 5мм, колесные пары эксплуатировать не разрешается. Навар на колесе от 1 мм до 2 мм допускается довести неисправный пассажирский вагон со скоростью не более 100 км/ч до ближайшего пункта технического осмотра. Более 2 мм вагон должен быть отцеплен от поезда. Прокат, ползун и навар Можно измерить абсолютным шаблоном.
Тонкомерный гребень колесной пары может быть выявлен в условиях эксплуатации и специальной браковочной прорезью абсолютного шаблона, ширина которой равна 25, а глубина — 18 мм.
Чтобы убедиться, опасен ли для движения выявленный подрез, необходимо вертикальную ножку шаблона плотно прижать к внутренней грани бандажа или обода цельнокатаного колеса, а движок подвести вплотную к подрезанной грани гребня. Точность измерений толщиномера необходимо проверять один раз в шесть месяцев.
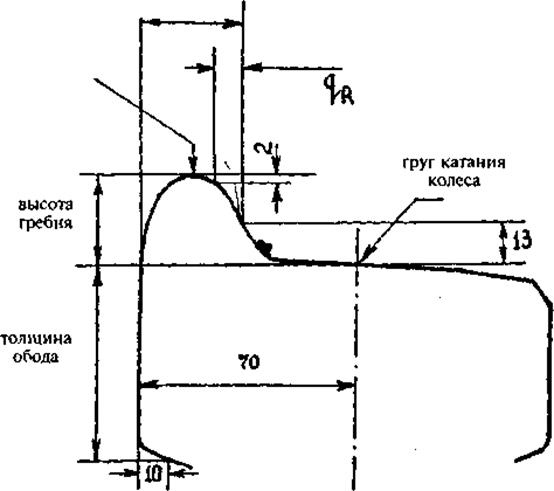
При наличии одной из трещин (см. стрелки) на ступице, спице, диске, ободе, бандаже независимо от ее величины и расположения колесная пара из-под вагона изымается и заменяется исправной, так как вагоны с такими дефектами эксплуатировать запрещается. ИНСТРУКЦИЯ ЦТ –329 от 1995г. УКАЗАНИЕ К –2273У от 23.08.2000г. Запрещается выдавать К.П. -на линию которая имеет любую из перечисленных неисправностей: 1. Расстояние между внутренними гранями колес у ненагруженной К.П. 1440мм +3мм. Толщина гребня более 33мм и менее 25мм, измеряемое на расстоянии 18мм от вершины гребня, при высоте гребня 28мм измеряемое шаблоном УТ–1 на расстоянии 13мм от круга катания не более 31 мм и менее 23мм. ШАБЛОН УТ-1 ВВЕДЕНИЕ Универсальный шаблон для контроля геометрических параметров поверхности катания бандажей колесных пар тягового подвижного состава (ТПС) применяется для выявления опасной формы гребня, взамен специального шаблона для выявления вертикального подреза гребня на высоте более 18 мм. Шаблон позволяет использовать дополнительный критерий оценки изношенного колеса — параметр крутизны гребня як и вести инструментальный контроль его величины. Шаблон может быть применен для замера толщины гребня и определения его высоты. При этом, величина проката может быть определена путем вычитания чертежного размера высоты гребня для профиля, применяющегося в депо, из высоты гребня, определяемой с использованием данного шаблона. НАЗНАЧЕНИЕ ШАБЛОНА. Шаблон модели УТ1 предназначен для измерения и контроля следующих геометрических параметров поверхности катания бандажей колесных пар ТПС: толщины гребня, параметра крутизны гребня (выявления опасной формы гребня), высоты гребня. Шаблоны предназначаются для локомотивных депо при осмотре, освидетельствовании, ремонте и формировании колесных пар. КОНТРОЛИРУЕМЫЕ ПАРАМЕТРЫ БАНДАЖА (КОЛЕСА). Толщина гребня — расстояние, измеренное по горизонтали на высоте 13 мм от поверхности круга катания колеса между двумя точками, лежащими по разные стороны от вершины гребня, одна из которых — в плоскости внутренней грани обода бандажа, другая — на наружной поверхности гребня (рис. 1). Параметр крутизны гребня — это расстояние, гшеренное по горизонтали между двумя точками наружной поверхности гребня, одна из которых находится в 2 мм от вершины, а другая — 13 мм от круга катания колеса. Параметр крутизны гребня комплексный и характеризует изменения формы и размеров гребня и всего профиля поверхности катания колеса, связанные с из-н оса ми в процессе эксплуатации (см. рис. 1). Высота гребня — расстояние, измеренное по вертикали между вершиной гребня и поверхностью круга катания бандажа (см. рис. 1). Разность между размером измеренной высоты гребня и чертежным размером высоты гребня нового или бандажа после обточки (28 и 30 мм по черт. 2 и 3 ГОСТ 110-87, 28 мм по ГОСТ 9035-88; 29 мм по профилю ДМЕТИ и 32 мм по профилю Зинюка-Никитского) характеризует величину проката по кругу катания колеса, возникающего в процессе эксплуатации. Профиль поверхности катания колеса и контролируемые параметры Параметр крутизны гребня вершина гребня
Рис. I. УСТРОЙСТВО ШАБЛОНА. Шаблон представляет собой сборный металлический каркас с системой рамок с зажимными устройствами и измерительных линеек. Количество линеек определяется числом контролируемых параметров и равно трем.
Рис. 2
· П — образный жестко склепанный остов каркаса имеет две вертикальные опоры. Одна опора I жестко закреплена на расстоянии 70 мм от внутренней грани бандажа на круге катания (рис. 2). · Другая опора с постоянным магнитом 3 и пластмассовой ручкой державкой 4 предназначена для контактирования с внутренней гранью бандажа колеса. · Обе вертикальные опоры соединены между собой горизонтальной штангой — линейкой 5. · На штанге 5 размещены вертикальная линейка 6, перемещающаяся в рамке 7 и фиксируемая винтом 8 и рамка 9 с зажимным винтом 10, снабженная измерительной ножкой И, которая на 13 мм короче опоры 1. · Рамка 7 совместно с закрепленной на ней горизонтальной линейкой 12 имеет возможность горизонтального перемещения по штанге 5 и фиксацией на ней с помощью зажимного винта 13, расположенного с тыльной стороны шаблона. · На нижнем конце линейки 6 выполнен вертикальный паз и двухмиллиметровый выступ, которым обеспечивается вторая точка контакта торца линейки с гребнем контролируемого колеса. · Паз предназначен для размещения в нем остроконечного наката гребня колеса, в случае его наличия. · Градуировка шкалы линейки 6 показывает высоту гребня. На всех линейках в пределах диапазона измерений нанесена шкала с отметками в виде штрихов через 1 мм. Каждое пятое деление шкалы отмечено удлиненным штрихом, а каждое десятое — более длинным штрихом, чем пятое и соответствующим числом, указывающим миллиметры. Рамки 7 и 9 снабжены нониусами со значениями отсчета 0, 1 мм. На шкале параметра нанесена дополнительная риска на отметке 6, 5 мм — предельно допустимом размере параметра. ПОЛЬЗОВАНИЕ ШАБЛОНОМ. При подготовке шаблона к замерам контролируемого колеса освобождают все зажимные винты — 8, 10, 13 (см. рис. 2), затем отводят рамку 9 с измерительной ножкой 11 вправо, отводят рамку 7 также вправо, поднимают линейку 6 вверх. Шаблон устанавливают на контролируемое колесо в его радиальной плоскости так, чтобы вертикальная опора 1 оперлась на поверхности катания, а постоянный магнит 3 плотно прилегал к внутренней грани обода. Смещая линейку 6 по вертикали вниз до соприкосновения ее торца с вершиной гребня и сдвигая рамку 7 по горизонтали влево до упора 2-х миллиметрового выступа линейки с поверхностью гребня, фиксируют положение линейки 6 и рамки 7 винтами 8 и 13. Перемещают рамку 9 по горизонтальной штанге 5 влево до упора измерительной ножки 11 в поверхность гребня колеса и фиксируют рамку винтом 10. Сняв шаблон с колеса, считывают показания по трем контролируемым параметрам: на вертикальной линейке 6 — высота гребня, на шкале горизонтальной штанги-линейки 5 — толщина гребня, на линейке 12 — параметр крутизны гребня. Для повышения устойчивости при опирании шаблона на круг катания вертикальной упор 1 имеет дополнительную опору 2, увеличивающую ширину опирания до 12 мм. ШАБЛОН ДО-1 для допускового контроля параметра крутизны гребня бандажей (колес) колесных пар локомотивов, дизель-поездов и моторвагонного подвижного состава (браковочный допусковый шаблон ). Техническое описание и инструкция по эксплуатации модели ДО-1. ВВЕДЕНИЕ Шаблон ДО-1 допускового контроля параметра крутизны гребня бандажей (колес) тягового подвижного состава (ТПС) применяется взамен специального шаблона для выявления вертикального подреза гребня. НАЗНАЧЕНИЕ ШАБЛОНА. Шаблон ДО-1 предназначен для контроля параметра крутизны гребня изношенных бандажей (колес), отбраковки колес с опасной формой гребня. Шаблон применяется для осуществления оперативного выявления колесных пар ТПС с опасной формой гребня с точки зрения обеспечения безопасного прохождения ТПС стрелочных переводов. КОНТРОЛИРУЕМЫЕ ПАРАМЕТРЫ БАНДАЖА (КОЛЕСА). Шаблон ДО-1 не предусматривает получения численных оценок параметра крутизны гребня, а только оценивает предельную величину крутизны гребня с точки зрения обеспечения безопасности движения (опасная или безопасная форма гребня). УСТРОЙСТВО ШАБЛОНА. Шаблон представляет собой металлическую пластину из твердого металла в местах контакта шаблона с гребнем изношенных бандажей (колес). 4. ПОЛЬЗОВАНИЕ ШАБЛОНОМ. Порядок контроля параметров крутизны гребня бандажа (колеса) приведен на рисунке. Шаблон ДО-1 предназначен для контроля параметра крутизны гребня. Изношенный бандаж (колесо) не бракуется, если выступ высотой 2 мм и длиной 6, 5 мм не соприкасается с верхней частью гребня, как показано на рисунке (а). Для установки шаблона в рабочее положение необходимо разместить пластину'на бандаж (колесо), опираясь частью окружности радиусом 15 мм в выкружку гребня, и повернуть ее до контакта с вершиной гребня. Изношенный бандаж (колесо) бракуется шаблоном ДО-1, если после устновки шаблона в рабочее положение выступ высотой 2 мм касается вершины гребня, как показано на рисунке (б). 5. ПРОВЕРКА ШАБЛОНА Метрологический надзор за состоянием шаблонов осуществляется метрологическими службами предприятий локомотивного хозяйства железных дорог и дорожными комплексными контрольно-измерительными лабораториями. Поверка шаблонов производится по методам, и в сроки, установленные специально разработанной методики метрологической поверки. Допусимо не должен прикасаться
Не допустимо
В дореволюционной России колёсные пары оснащали составными (бандажными) колёсами, состоящими из колёсного центра, бандажа и укрепляющих его элементов. До 1892 г. применяли колёса, центры которых были деревянными (рис.2) (колеса Мензеля). Их изготовляли из дерева твёрдых пород. В колёсном центре помещали деревянный диск 2, состоявший из 16 секторов тикового дерева. Он находился между бандажом 1 и ступицей 3, был скреплён с ними при помощи колец 4 и 5, стянутых болтами 6.
Как отмечалось, в те времена такие колёса обладали бесшумным и сравнительно спокойным ходом, смягчали вертикальные толчки. Однако вследствие усушки дерева в процессе эксплуатации болты ослабевали, что нарушало безопасность движения поездов и приводило к необходимости постоянного наблюдения за состоянием крепления. Поэтому колёса с деревянными центрами (колёса Мензеля) изъяли из эксплуатации. До 1900 г. наибольшее распространение получили кованые центры, затем литые спицевые, дисковые стальные и чугунные. В 1948 г. изготовление чугунных центров было прекращено вследствие большой массы, малой прочности и частых повреждений при формировании колёсных пар. Прекратилось также изготовление спицевых центров, так как они создавали неравномерную жёсткость обода и ослабление соединения бандажом. Во время движения вагона спицевые центры вызывали завихрение воздуха, который наносил на трущиеся поверхности ходовых частей песок, что вызывало повышенные износы и задиры при этом металла. В 1931 г. был предусмотрен также переход от бандажных колёс широкой колеи к более совершенным безбандажным, который завершился в 70-х годах. В 1953 г. производство чугунных колёс было также прекращено, поскольку на них часто появлялись выщербины, раковины и отколы, угрожавшие безопасности движения поездов и сокращавшие срок их службы. Более надёжными в эксплуатации зарекомендовали себя стальные литые. С 1935 г. было организовано производство цельнокатаных колёс, обладающих существенными преимуществами перед литыми. С годами цельнокатаные колёса совершенствовались, и они получили широкое распространение. Для безопасного движения вагона по рельсовому пути на ось 1 прочно закрепляются колёса 2 (рис. 3) с соблюдением строго определённых размеров. Расстояние между внутренними гранями колёс L составляет: для новых колёсных пар, предназначенных для вагонов, обращающихся со скоростями до 120 км/ч - (1440±3), свыше 120, но не более 160 км/ч - (1440
Колёсные пары · К.П. несут на себе нагрузку кузова со всем его оборудованием и пассажирами и при движении направляют вагон по рельсовому пути. · К.П. пара представляет собой ось 1 с напрессованными на нее бандажными колесами 2. · На оси колесной пары установлены элементы, являющиеся составными частями редуктора: Зубчатое колесо Опорные подшипники насаженные на ступицу зубчатого колеса Подшипниковые обоймы Лабиринтные крышки · Зубчатое колесо состоит из зубчатого венца, закрепленного призонными болтами на ступице. · В ступицах центров колес и зубчатого колеса имеются сверления и масляные канавки для подачи масла при спрессовки этих элементов с оси. · Формирование колесной пары производят на гидравлическом прессе, снабженным манометром и прибором-индикатором фиксирующим диаграмму усилий при запрессовке. · Сначала на ось напрессовывают колесные центры, затем надевают на них бандажи для моторных вагонов. · Колесные центры (колеса) напрессовывают на ось в холодном состоянии с усилием 600-900кН (60-90тс) для прицепного вагона и 750-1000кН (75-100тс) для моторного. · Ступицу зубчатого колеса напрессовывают на ось с усилием 570-860кН (57-86 тс). · Диаметр подступичной части оси делают на 0, 1-0, 35 мм больше диаметра отверстия ступицы. · Бандажи надевают на колесные центры нагретыми до температуры 250-3200 С, таким образом, чтобы упорный буртик бандажа упирался в обод. Внутренний диаметр бандажа меньше диаметра обода на 1, 1-1, 4 мм. · В выточку бандажа заводят бандажное кольцо и при температуре не ниже 2000 С на вальцовочном станке обжимают кромку выточки. · Наносят контрольные красные полосы по белилам в местах постановки контрольных меток. · Контрольная метка на бандаже, наносится керном, 4-5 углублений на 1, 5-2, 0 мм. · Контрольная метка на ободе наносится тупым зубилом, имеет вид риски глубиной 1мм. · После этого ставят знаки и клейма формирования на правом торце оси. · При формировании, ремонте и освидетельствовании колесных пар на оси наносят четкие клейма (рис. 6.19). · Клейма ставят также на бандажах, ободах безбандажных колес, венцах зубчатых колес. · При формировании, а также освидетельствовании колесной пары с распрессовкой оси и при полном освидетельствовании дополнительные клейма ставят на левом торце оси (клейма приемщиков, номер пункта, дата освидетельствования). · Эти клейма должны сохраняться во время эксплуатации.
Популярное:
|
Последнее изменение этой страницы: 2016-05-28; Просмотров: 1206; Нарушение авторского права страницы







 ) мм.
) мм.