|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
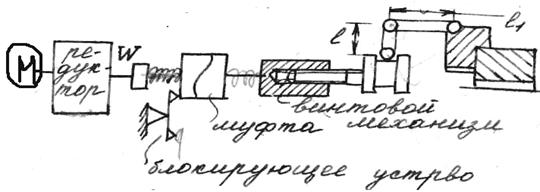
Винтовой самоцентрирующий механизм ⇐ ПредыдущаяСтр 3 из 3
Одновременно обжимающие кулачки перемещаются в точном пазу корпуса при помощи винта с правой и левой резьбой. Винт фиксируется от осевого перемещения Кулачковый зажимной механизм (или рычажный):
Плунжерный самоцентрирующийся механизм Плунжером в приспособлении принято называть призматическую или цилиндрическую деталь, принудительно перемещающуюся по точному пазу.
Точность центрирования плунжерных механизмов невысокая, поэтому они применяются на операциях, не требующих высокой точности (токарные).
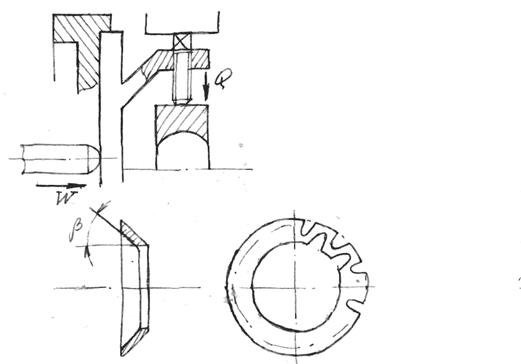
Цанговый самоцентрирующийся механизм Цанги – разрезные пружинные втулки, которые могут центрировать заготовки по внутренним и внешним поверхностям. Цанговые механизмы применяются для центрирования и зажима как пруткового материала (автоматы 1А240, 1265), так и отдельных заготовок (полуавтоматы). В станках-автоматах и револьверных цанги применяются для зажима пруткового материала. Цанги для зажима по наружной поверхности бывают двух конструкций: 1) с тянущей цангой (для штоковой заготовки); 2) с толкающей цангой (для зажима прутка); Для фиксации заготовки в продольном направлении ставится упор.
Число лепестков цанги зависит от ее рабочего диаметра. При диаметре менее 30мм число лепестков равно трем. При диаметре более 80 мм – 6 лепестков. При диаметре 30..80мм – 4 лепестка. Погрешность центрирования (положения) обуславливается неточностью изготовления цанговых патронов и не превышает 0, 03-0, 06мм. Цанговые патроны могут быть использованы для центрирования по внутреннему отверстию. В данном случае если длина базовых отверстий > 2d, цанги делают двухсторонними. Цанги изготавливаются с углом конуса 300 для закрепления по наружной поверхности и с 8-100 для закрепления внутренних поверхностей.
Расчет сил зажима Если рассмотреть равновесие лепестка цанги под действием всех приложенных сил, то видно, что цанга работает по принципу клина. Поэтому и усилие, развивающееся цангой, действует по той же формуле, что и для клинового механизма.
(учитывается деформация лепестка цанги)
Момент инерции лепестка цанги (в сечении
где
где Материал: инструментальная сталь. Для крупных цанг – 5ХА. Рабочая часть калится до
Мембранные самоцентрирующие механизмы Мембранные механизмы применяются для центрирования по внутренним и наружным поверхностям. Могут быть трех видов: рожковые, чашечные, кольцевые. Наиболее точные – рожковые, чашечные. Чашечные и рожковые: материал сталь 65Г, У10А. Термообработка до
Тарельчатые (кольцевые) применяются при значительных нагрузках. Мембраны имеют малые габариты и применяются пакетами. Тарельчатые мембраны: сталь 80С2А, ТО
Диаметры колец могут увеличиваться на 0, 15-0, 4мм в зависимости от размера. Коэффициент введен исходя из допущения, что 25% тягового усилия расходуется на деформирование мембраны в предельно указанном зазоре.
Гидропластовые самоцентрирующие механизмы Используются при зажиме по внутренним и наружным диаметрам. Усилие зажима- за счет деформирования тонкой стенки при деформировании гидропластмассы. Точность центрирования 0, 01мм.
1) определяется 2) рассчитывается толщина 3) рассчитывается 4) рассчитывается гидростатическое давление 5) определяется диаметр плунжера, который сдавливает гидропласт; 6) определяется сила на торце; 7) определяется длина контакта деформируемой части оправки с деталью. Нормальная длина контакта 0, 5-0, 8; 8) определяется ход поршня; Характеристика по точности Мембранные – 0, 003-0, 005мм; Гидропластовые разжимные – 0, 01мм; Мембранные с тарельчатыми пружинами – 0, 01-0, 03мм; Цанговые механизмы - 0, 02-0, 05мм; Кулачковые – 0, 1-0, 3мм; Плунжерные - 0, 2-0, 5мм; Винтовые – 0, 1-0, 2мм;
СИЛОВЫЕ ПРИВОДЫ. В настоящее время применяются приводы: 1) Пневматические; 2) гидравлические; 3) пневмогидравлические; 4) электрические; 5) магнитные; 6) электромагнитные; 7) вакуумные; 8) центробежно-инерционные; 9) от движущихся частей станков; 10) от сил резания. Пневматические приводы. Преимущества: 1) быстродействие: 0, 5 – 1, 5 сек; 2) постоянство силы зажима в течение всей обработки; 3) Регулировка зажимной силы в нужных пределах (важно для обработки нежестких деталей); 4) удобство обслуживания; 5) простота конструкций; 6) облегчение труда; Недостатки: 1) малая плавность перемещения рабочего органа; 2) большие габариты из-за малого удельного давления (4-6 кГс); 3) шум при выпуске воздуха из силовых агрегатов; 4) большая стоимость энергии сжатого воздуха; Пневмоприводы состоят из силового узла и пневмоаппаратуры. В качестве силового узла применяются цилиндры с поршнем или камера с диафрагмой. Поэтому и приводы делятся на поршневые и диафрагменные: Р = 4-6 кГс/см2
Диафрагменные пневмоприводы имеют ряд преимуществ перед поршневыми: 1) у камер одностороннего действия отсутствуют уплотнения и исключаются утечки воздуха; 2) Камеры компактны и имеют небольшой вес, изготовление их дешевле и проще; 3) Диафрагмы долговечны (выдерживают 600 тыс. циклов, а уплотнения пневмоцилиндров – 10000); Недостатки диафрагменных пневмоприводов: 1) малый ход штока (для диафрагм тарельчатых – 35-40мм, для дисковых – 15 мм); 2) непостоянство развиваемого усилия Диафрагмы изготовляются из тонких слоев ткани в 4-5 слоя (общая толщина 6-7мм), пропитанных маслостойкой резиной, а также из листовой резины 4-5мм и из стали 60С2А толщиной 1, 5мм. В качестве уплотнений для поршней и штоков применяют угловые, V-образные, круглые манжеты. Наиболее долговечны V-образные манжеты:
В последнее время появились многоместные приспособления с трубчатыми мембранами:
V-образная манжета
По методу компоновки силовых приспособления приводы могут быть: - прикрепляемые - встроенные; - универсальные (агрегатные); Прикрепляемые приводы – это нормализованные узлы, которые прикрепляются к корпусу приспособления. Прикрепляемые приводы бывают неподвижные, качающиеся и вращающиеся. Последние применяются на круглошлифовальных станках. Универсальные приводы полностью выделяются в различных компоновках с приспособлениями. По источнику энергии приводы могут быть: 1) одностороннего действия; 2) двустороннего действия, где рабочий и холостые ходы осуществляются сжатым воздухом. Приводы одностороннего действия применяются, если требуются большой ход поршня, когда сила зажима передается либо непосредственно на деталь или когда не требуется большой силы для отвода зажимного элемента в исходное состояние. Сила на штоке пневмоцилиндра определяется по формуле:
Приводы двустороннего действия применяются в спецслучаях: 1) когда требуется большой ход поршня; 2) Когда требуется значительное усилие на возврат в исходное положение штока.
Элементы управления пневмоцилиндром:
Пневмогидравлические приводы применяются в приспособлениях только в двух случаях: 1) для усиления зажима; 2) для получения равномерной подачи штока и плавности хода;
Для цилиндров с D1=15мм и штоком с d=10мм получаем 12-кратное усилие зажима.
Гидравлические приводы. Ценным свойством данных приводов является использование больших усилий. Целесообразно их применять в приспособлениях многоместных для зажима крупных деталей.
Преимущества: 1) высокая надежность; 2) малые габариты; 3) удельное давление 40-80 кг/см2, поэтому приводы компактны: 4) Наличие гидроприводов на многих станках; Недостатки: 1) гидросистема требует тщательного ухода в целях предупреждения утечки масла; 2) высокая стоимость гидравлических установок; 3) невозможны частые переналадки станков из-за сложности подключения, регулировки и ликвидации течи; 4) низкий КПД использования установки;
Электрический привод. Приспособления с электроприводом применяются в токарно-револьверных агрегатных станках, АЛ. Для таких приводов широко применяются асинхронные двигатели трехфазного тока с короткозамкнутым ротором.
Эти двигатели не нуждаются в пусковом реостате, допускают 300-600 включений в час, что очень важно при использовании данных приспособлений. Частота вращения 1500-1800 м/мин, мощность N=1, 5 кВт. Популярное:
|
Последнее изменение этой страницы: 2016-05-28; Просмотров: 2280; Нарушение авторского права страницы

 .
.
 Плунжерные механизмы применяются для центрирования по внутренней грубо обработанной поверхности. В плунжерном механизме плунжера размещаются под углом < 1200.
Плунжерные механизмы применяются для центрирования по внутренней грубо обработанной поверхности. В плунжерном механизме плунжера размещаются под углом < 1200.


 ;
; 
 ) для одного лепестка:
) для одного лепестка: 
 - величина радиального перемещения цанги;
- величина радиального перемещения цанги; 
 - число лепестков;
- число лепестков;  , а направляющие - до
, а направляющие - до  .
. . Точность центрирования – 3..5мкм.
. Точность центрирования – 3..5мкм. служит для раскрытия рожков мембраны при снятии деталей.
служит для раскрытия рожков мембраны при снятии деталей.



 ;
; 
 (допустимое упругое деформирование втулки в ее средней части);
(допустимое упругое деформирование втулки в ее средней части);  тонкостенной части;
тонкостенной части;  при резании;
при резании;  ;
; 


 , где q – сила пружинного сопротивления;
, где q – сила пружинного сопротивления;