
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Фрезерование древесины и древесных материалов.
Фрезерование – процесс резания вращающимися резцами, при котором абсолютной траекторией резания является циклоида. Различают пять видов фрезерования: · Цилиндрическое · Коническое · Торцовое · Торцово-коническое · Профильное
Толщина стружки h измеряется по нормали к последующей траектории в данной точке. В точке входа а h»0. h»Uz*sinj, где j - текущий угол поворота резца, считая от вертикали. Максимальная толщина стружки – по радиусу через точку b при j=jвых: hmax=Uzsinjвых. В расчетах используют среднюю толщину стружки hср. Площадь боковой поверхности реальной стружки UzH, фиктивной L*hср, откуда hср=Uz*H/L. Средняя толщина стружки (в середине дуги резания) hсеред= Uz*sin(jвых/2)»hср. Отсюда hmax»2hср.
Глубину неровностей разрушения определяет величина подачи на зуб Uz и углы встречи jв, скоса jс, наклона jн.
В соответствии с формулой И.А.Тимс Р=КВh, где К- удельная сила резания при фрезеровании (Н/ммª ), В- ширина фрезерования (мм), h- толщина стружки (мм). Т.к. h=Uz sinφ, то Р=КВUz sinφ, где φ - угол, определяющий положение резца на окружности резания. Приближенно считают, что при 0≤ φ ≤ φ вых (на длине стружки) К не зависит от φ, а sinφ пропорционален φ, тогда Р≈ А0φ, где А0- коэффициент пропорциональности. Сила Р растёт от Рmax. Работа срезания одной стружки определяется как площадь F1 соответствующего треугольника: А1=0, 5Р maxℓ. Такую же работу за время срезания одной стружки совершает средняя сила резания Рср (площадь прямоугольника F2): Аср=А1ℓ. Отсюда Рср=0, 5Р max. Окружная сила Рокр непрерывно действует во время полного оборота фрезы и совершает работу, равную работе фактической силы резания за это же время. работа Рокр (площадь прямоугольника F3): Аокр= Рокр∙ 2π R. Работа срезания одной стружки Аср=Рср∙ ℓ, поэтому работа срезания всеми z ножами по одной стружке, т.е. суммарная работа фактической силы резания за один полный оборот фрезы Аz= Рсрℓ z. Поскольку Аокр=Аz, Рокр=Рср∙ ℓ z/2π R. Силу Рокр определяют как Рокр=Nрез/υ. Nрез=КV1=Кт∙ апопр[ВН(U/60)] (Вт), где К- удельная работа фрезерования для заданных условий резания (Дж/см£ ); V1- номинальный объём стружки, удаляемый с заготовки за 1с (см£ /см); Кт- табличная удельная работа фрезерования (Дж/см£ ); апопр- общий поправочный множитель; В- ширина фрезерования (мм); Н- глубина фрезерования (мм); U/60- путь заготовки за 1с (м). Цилиндрическое фрезерование вдоль, поперёк волокон и в торец имеет одну и ту же кинематику, но силовые характеристики процессов, стружкообразование и качество обработки поверхности будут разными. Криволинейное и профильное фрезерование сводят к цилиндрическому (усложнённому).
Ножи для фрезерования (ГОСТ 6564-73) изготавливаются двух типов: 1 и 2- без прорезей и с прорезями. Тип 1 (без прорезями): L=30…1610, В=25…45. Тип 2 (с прорезями): L=40…310, В=100, 110, 125. Ножи – сменный режущий инструмент ножевых головок и валов.
Фрезы применяются для плоского и профильного фрезерования, шипорезных операций, выробатки гнёзд и д.р. По способу крепления на станке фрезы делят на насадные и концевые. Насадные центральным отверстием насаживаютяс на рабочий шпиндель станка, а концевые имеют хвостовик для крепления в шпинделе.
Сборные фрезы имеют корпус из конструкционной стали и вставные сменные ножи из ценной легированной стали, которые могут быть оснащены пластинками из твёрдого сплава (см.выше). Преимущество сборных фрез заключается в сравнительной простоте изготовления сменных профилей, что важно для обработки малых партий деталей различного профиля. Если у зуба фрезы плоская задняя грань и заточка производится по ней параллельными слоями, то по мере переточек α уменьшается. Заточка по задней грани с сохранением α приводит к уменьшению β и прочности зуба. Поэтому заднюю грань оформляют для постоянства α по архимедовой или логарифмической спирали или по дуге окружности, проведённой из смещённого центра. Для обеспечения нормальной работы участков контура лезвия зуба, лежат в плоскости вращения фрезы или близко к ней, создают угол бокового зазора косой боковой заточкой затылка зуба тангенциальным поднутрением на 2…3°) или радиальным поднутрением на 30′ …1° (как у зубьев строгальной пилы). Это можно показать на примере составной фрезы (вид сзади на предыдущей схеме). Материал Х6ВС и твёрдые сплавы ВК15 или быстрорежущая сталь Р6Н5. Точение древесины.
Технологическая цель процесса точения – получение деталей с поверхностями тел вращения – цилиндрической, конической или более сложной формы. По направлению подачи относительно оси вращения различают продольное (осевое) и поперечное точение. Поперечное точение классифицируют на радиальное и тангенциальное. Радиальное точение имеет место при подаче резца перпендикулярно оси вращения, по радиусу. Абсолютная траектория точки лезвия резца – архимедова спираль. Толщина стружки h=1000∙ U/n=соnst.
При продольном точении заготовка вращается, а резцу предаётся движение ножа вдоль оси вращения. Непрерывная винтовая стружка имеет постоянное сечение. Резцы для предварительного чёрного точения имеют полукруглое лезвие радиусом r =5…35 мм, для чистового – прямолинейное главное лезвие, расположенное под углом φ п=40…50° к оси вращения заготовки (главный угол в плане), и вспомогательное лезвие под углом φ 1=2…5°. Геометрия резца в главной секущей плоскости n-n: α =10..12°; β =25..40°; Ã =55..40°; δ =35..50°. проекция главного лезвия на плоскость m-m наклонена по отношению к проекции на эту же плоскость радиуса вращения, проведённого к вершине резца под углом ε =3..5° (угол скоса при наклоне главного лезвия). Размеры стружки h=Un ∙ sinφ п; В=Н/sinφ п, где Н (мм) – глубина точения Н=R1-R2. Резец оставляет на обработанной поверхности кинематические неровности, форма которых в продольном сечении копирует вершину резца. Длина волны ℓ =Un=Uz, глубина волны: для резца, вершина которого не закруглена y = tgφ п∙ tgφ 1/(tgφ п +tgφ 1); для резца с закруглённой вершиной y≈ Unª /(8∙ r). На практике при черновом точении Un=1, 5…2 (мм), при чистовом Un≤ 0, 8 мм. Силу воздействия S резца на заготовку раскладывают на три составляющие: касательную Р, радиальную R и осевую А. Если ε =0°, то R и А- составляющие нормальной силы Q: R =Q∙ cosφ п=m∙ Р∙ cosφ п; А=Q∙ sinφ п=m∙ Р∙ sinφ п, где m- переходный множитель, зависящий от толщины стружки h. Мощность резания Nрез=Кт∙ апопр∙ π ∙ (Rª 1-Rª 2)∙ U/60 (Вт). Отсюда определяют касательную силу Р=Nрез/υ (Н). Материал резцов быстрорежущая сталь Р18.
Сверление древесины
При конической заточке сверла его режущая часть имеет два режущих лезвия 1, передние поверхности 4 винтовых канавок, задние поверхности 5 (задний угол α резцов положительный), пересечение которых образует лезвие 6 – перемычку. Главное лезвие срезает со дна отверстия стружку, размер которой вдоль оси сверла равен Uz, а толщина h= Uz∙ sinφ, где 2φ =85° - угол сверла при вершине. Боковую поверхность на участке 1′ и 2′, формирует вспомогательная режущая кромка, образованная пересечением передней поверхности и ленточки. По направлению оси вращения относительно волокон различают сверление продольное (в торец детали) и поперечное (в пласть). Условия работы бокового лезвия при поперечном сверлении неудовлетворительны: почти полпути за оборот оно будет производить продольно торцевое резание против волокон (самое низкое качество обработки). Поэтому свёрла с конической заточкой используют только при продольном сверлении. При поперечном сверлении используют свёрла, имеющими заточку с направляющим центром 7 и подрезателями 8. Главное режущее лезвие 1 расположено в плоскости, перпендикулярной оси вращения. Главное лезвие резца с подрезателями и центром срезают стружку толщиной h=Uz, предварительно отделённую от боковой поверхности отверстия впереди идущим подрезателем. Направляющий центр, ось которого совпадает с осью сверла, обеспечивает дополнительное (к ленточкам) его центрирование.
Шероховатость поверхности после сверления характеризуют высотой неровностей Rzmax=60…320 (мкм)при подаче Un=0, 7..2, 2 (мм) для мягкой и Un=0, 1...0, 5 для твёрдой древесины Мощность резания при сверлении Nрез=Кт∙ апопр∙ (π ∙ Dª /4∙ U/60), где D – диаметр сверления (мм). Окружная касательная сила резания, приведённая к точке сверла с радиусом D/2: Рокр= Nрез/υ, где υ – наибольшая скорость резания (м/с). Крутящий момент на сверлильном шпинделе Мкр= Рокр∙ (D/2) (Н∙ мм). Осевое усилие подачи Рос=mос∙ Рокр, где mос – переходный множитель. Для сверлильных работ также используют зенкеры – инструмент применяемый для частичного рассверливания отверстий, например, для выбора углубления под головку винта, или формирования фасочных выемок в детали. Материал свёрл – инструментальная легированная сталь Р6М5, или сталь 9ХС. Материал пластинок из твёрдого сплава ВК8 илиВК15. Гнездообразование (долбление). Строгание древесины.
Имеются две основные схеме: цепного фрезерования и гнездовой фрезой. Цепное фрезерование осуществляется резцами, расположенными на шарнирно связанных звеньях цепи. При её движении вдоль направляющей линейки 1 траектория главного движения прямолинейная, при огибании натяжного ролика 2 – окружность. Если L= d1, то достаточно одной осевой подачи со скоростью Uос. L> d требуется боковое перемещение со скоростью Uбок. Скорость резания υ =t∙ z∙ n/(60∙ 1000) (м/с), где t- шаг зубьев ведущей звёздочки (равен двойному шагу зубьев цепи) (мм); z =4- число зубьев ведущей звёздочки; n-частота её вращения (мин‾ ¹ ). Подача на зуб (мм): Uzос= Uос∙ t/(60∙ υ ); Uzбок= Uбок∙ t/(60∙ υ ). Нормальный режим долбления: υ =4…10 (м/с); Uz= 0, 02…0, 2 (мм). Шероховатость поверхности характеризуют максимальной высотой неровностей Rz max (порядка 200 мкм). Мощность резания (Вт): N рез.ос=Кт.ос∙ апопр.ос [В∙ d(Uос/60)]; Nрез.бок =Кт.бок∙ апопр.бок[В∙ Н(Uбок/60)] где В и Н – ширина и глубина гнезда (мм). Гнездовая фреза – многолезвийная плоская пластина с зубьями на торцовой и боковой стороне. Толщина гнездовой фрезы, как и фрезерной цепочки, определяет ширину гнезда. Движения резания происходит по замкнутой кривой (эллипс, окружность) со средней скоростью υ ср. Движение подачи –прямолинейное со скоростью Uос. Нижние зубья фрезы режут, боковые –удаляют стружку из гнезда. Подача на один цикл движения резания и Un.ос=Uос∙ 1000/n= hmax, где n (мин‾ ¹ ) – частота циклов резания. Мощность резания рассчитывают подобно цилиндрическому закрытому продольно-торовому фрезерованию. Длинна получаемого гнезда L=ℓ +2r, где ℓ - ширина гнезда (мм), r- горизонтальная амплитуда колебаний фрезы в движении резания (мм). Минимальная ширина гнезда Вmin=3 (мм). Точность обработки высокая, шероховатость стенок не хуже Rzmax=32 (мкм).
Угол резания δ минимален, поэтому малы α =1…2˚ и β =16…17˚. Резание обязательно ведётся со скосом ножа к оси кряжа и направлению волокон: φ с=78…80˚. При этом уменьшается усилия на входе ножа в кряж и достигается более гладкая поверхность шпона. Оптимальная установка прижимной линейки 2 относительно ножа 1 характеризуется углом ε =42˚ при любых условиях резания и степенью обжима Δ = (h- h щ ∙ 100%/ h (%), где h-номинальная толщина сырого шпона (мм); h щ –просвет между линейкой и ножом (мм). Δ =5…20%. Для силовых расчётов строгания используют те же зависимости и справочные материалы, что и для лущения. Конструкция ножей также аналогична лущильным ножам. Шероховатость поверхности Rzmax ≤ 100(мкм). Разнотолщинность для шпона толщиной 0, 6 и 0, 8(мм): ± 0, 04 (мм); для шпона толщиной 1 (мм) ± 0, 08 (мм). Лущение древесины.
a и d должны быть минимальными. b= 18…25о, a = 0, 5…1о для D = 100…300мм и a = 2…3о для больших D. Кинематика лущильных станков для для лущения чураков больших диаметров, предусматривает уменьшение a в процессе лущения. По мере лущения увеличивается и меняются рабочие углы ap= a-jg; gp=g+jg; dp= d-jg (особое внимание обращают на ap из-за малости a).
Качество лущеного шпона оценивают по величине Rzmax (до 200 мкм для лиственных пород и до 320 мкм для хвойных) и разнотолщинности Δ h (0, 05 для толщины 0, 95мм и 0, 10 для 0, 95мм.). При лущении с обжимом стружки силы на ноже Рн и Qн больше сил на ноже 1. Р и Q при резании без обжатия на величину Рдн и Qдн – дополнительных касательной и нормальной сил на ноже, вызванных давлением прижимной линейки. Прижимная линейка 3 действует с силой, которую раскидывают на составляющие Рп (всегда сонаправлена Рн) и Qп (всегда направлена в сторону чурака) по тем же направлениям, что и сила на ноже Sн. Sн + Sп = Sбл – единственная сила, с которой блок нож-прижимная линейка действует при резании на чурак. Касательная и нормальная составляющие. Рбл = Рп + Рн; Qбл = Qп – Qн. При лущении без обжима стружки касательная сила Р равна произведению удельной силы резания К на площадь поперечного сечения стружки Вh: Р = КВh. Касательная сила Рбл = К табл . Анапр . Вh, где К табл – табличное значение удельной силы резания гидротермически обработанной древесины с обжимом стружки прижимной линейкой (Н1…). Нормальная сила Qбл = mΔ Рбл, где mΔ ~ 1, 1 – переходный множитель. Мощьность лущения (Вт) с обжимом стружки Nрез = Рбл .V. Лущильный нож представляет собой пластину с вырезами для крепежных болтов, изготовленную из двухслойной стали (компаунда): рабочая часть из легированной стали 9Х5ВФ или 9ХС, основание из мягкой конструкционной стали 15. m = (1/4…1/3). S; n = (1/3 … 1/2). Вн.
Твердость режущей части после термообработки должна быть в пределах 56 … 62 HRC.
Популярное:
|
Последнее изменение этой страницы: 2016-04-11; Просмотров: 1007; Нарушение авторского права страницы
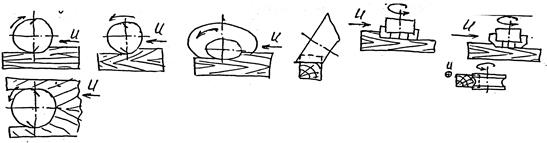
 По направлению подачи заготовки относительно направления вращения инструмента различают встречное и попутное фрезерование. Попутное используют редко из-за большого расхода (в 1, 5 – 2 раза) энергии на резание, неконтролируемой самоподачи. Основной вид – цилиндрическое продольное фрезерование со встречной подачей. Движение резания – вращательное, по окружности резания радиуса R(мм), с постоянной частотой n (мин-1). Движение подачи – прямолинейное, равномерное с U=10…40 (м/мин) (реже до 120…200 м /мин). Подача на один оборот инструмента Un=1000U/n (мм); подача на один резец Uz=Un/Z (мм). Различие между абсолютной траекторией резания (циклоидой) и окружностью резания мала. Поэтому с погрешностью до ± 3% абсолютную траекторию кончика резца принимают за окружность радиуса R. Разность уровней нефрезерованной и фрезерованной поверхностей составляет глубину фрезерования H (мм). Обычно H=2…4 (мм). a’b – след поверхности резания предыдущего резца; a’d – дуга резания, формируемая в настоящий момент. Угол jвх соответствует точке а’: jвх=arcsin[Uz/(2R)]»0, поэтому за точку входа считают точку а. Точке выхода резца d соответствует jвых=arccos*((R-H)/R). В среднем jвых=15…20°. Номинальная длинна стружки L равна длинне дуги резания ad: L=(pRjвых)/180. Ширина стружки В равна ширине обработки детали.
По направлению подачи заготовки относительно направления вращения инструмента различают встречное и попутное фрезерование. Попутное используют редко из-за большого расхода (в 1, 5 – 2 раза) энергии на резание, неконтролируемой самоподачи. Основной вид – цилиндрическое продольное фрезерование со встречной подачей. Движение резания – вращательное, по окружности резания радиуса R(мм), с постоянной частотой n (мин-1). Движение подачи – прямолинейное, равномерное с U=10…40 (м/мин) (реже до 120…200 м /мин). Подача на один оборот инструмента Un=1000U/n (мм); подача на один резец Uz=Un/Z (мм). Различие между абсолютной траекторией резания (циклоидой) и окружностью резания мала. Поэтому с погрешностью до ± 3% абсолютную траекторию кончика резца принимают за окружность радиуса R. Разность уровней нефрезерованной и фрезерованной поверхностей составляет глубину фрезерования H (мм). Обычно H=2…4 (мм). a’b – след поверхности резания предыдущего резца; a’d – дуга резания, формируемая в настоящий момент. Угол jвх соответствует точке а’: jвх=arcsin[Uz/(2R)]»0, поэтому за точку входа считают точку а. Точке выхода резца d соответствует jвых=arccos*((R-H)/R). В среднем jвых=15…20°. Номинальная длинна стружки L равна длинне дуги резания ad: L=(pRjвых)/180. Ширина стружки В равна ширине обработки детали. Шероховатость поверхности определяется глубиной кинематических неровностей (глубиной неровности разрушения). Глубина кинематических неровностей y=L12/(8R) (мм), где L1 – длинна большей волны на обработанной поверхности(мм) R-радиус резания фрезы (мм). В общем случае L1=Uz+2Rt/Uz, где t=R1-R2 (мм) разность радиусов резания двух зубьев. Если t³ критической, поверхность формируется одним резцом, описывающим окружность большего радиуса и l1=Un=1000U/n; y=Un2/(8R). Тогда критическая величина tкр=уz=1=L12/8R1=Un2/8R1. Неточность t данного инструмента не меняется, меняется U и Un. С увеличением Un растет У. Критическому моменту, когда у=укр=t соответствует критическая длинна волны Lкр=Unкр. Unкр=8Rt; Uкр= (Unкр*n)/1000=0, 002n 2R1t. Для снижения кинетических неровностей надо стремиться к тому, чтобы длинна волн L соответствовала Uz, а величина Uz была минимальной. Кинематические неровности определяют шероховатость поверхности только при продольном фрезеровании (обработанная плоскость и направляющие подачи параллельны волокнам) или при продольно – торцевом по волокнам (jв > 90°). При поперечном (обработанная плоскость параллельна волнам, а направление подачи перпендикулярно к ним), торцовом (обработанная плоскость и направление подачи перпендикулярны волокнам) и других переходных видах фрезерования шероховатость определяется неровностями разрушения.
Шероховатость поверхности определяется глубиной кинематических неровностей (глубиной неровности разрушения). Глубина кинематических неровностей y=L12/(8R) (мм), где L1 – длинна большей волны на обработанной поверхности(мм) R-радиус резания фрезы (мм). В общем случае L1=Uz+2Rt/Uz, где t=R1-R2 (мм) разность радиусов резания двух зубьев. Если t³ критической, поверхность формируется одним резцом, описывающим окружность большего радиуса и l1=Un=1000U/n; y=Un2/(8R). Тогда критическая величина tкр=уz=1=L12/8R1=Un2/8R1. Неточность t данного инструмента не меняется, меняется U и Un. С увеличением Un растет У. Критическому моменту, когда у=укр=t соответствует критическая длинна волны Lкр=Unкр. Unкр=8Rt; Uкр= (Unкр*n)/1000=0, 002n 2R1t. Для снижения кинетических неровностей надо стремиться к тому, чтобы длинна волн L соответствовала Uz, а величина Uz была минимальной. Кинематические неровности определяют шероховатость поверхности только при продольном фрезеровании (обработанная плоскость и направляющие подачи параллельны волокнам) или при продольно – торцевом по волокнам (jв > 90°). При поперечном (обработанная плоскость параллельна волнам, а направление подачи перпендикулярно к ним), торцовом (обработанная плоскость и направление подачи перпендикулярны волокнам) и других переходных видах фрезерования шероховатость определяется неровностями разрушения. Равнодействующую силового действия резца на древесину раскладывают на касательную Р и нормальную Q силы. Точкой их приложения считают условно вершину резца. Различают мгновенные фактические силы резания Р и нормальную Q, имеющие место в данный момент; средние силы резания Рср – условную постоянную по величине силу, действующую на пути, равном длине стружки, - и нормальную Qср; окружные силы резания Рокр - условную постоянную по величине силу, действующую в течении всего времени оборота фрезы, - и нормальную Qокр. Как и в других процессах нормальные силы вычисляются через касательные с помощью эмпирического переходного множителя m: Q= mР и т.д.
Равнодействующую силового действия резца на древесину раскладывают на касательную Р и нормальную Q силы. Точкой их приложения считают условно вершину резца. Различают мгновенные фактические силы резания Р и нормальную Q, имеющие место в данный момент; средние силы резания Рср – условную постоянную по величине силу, действующую на пути, равном длине стружки, - и нормальную Qср; окружные силы резания Рокр - условную постоянную по величине силу, действующую в течении всего времени оборота фрезы, - и нормальную Qокр. Как и в других процессах нормальные силы вычисляются через касательные с помощью эмпирического переходного множителя m: Q= mР и т.д. Пазовое фрезерование имеет место, если глубина Н> D (для схемы цилиндрического). В этом случае используют инструмент, консольно закрепляемый в станке, с режущими элементами по боковой и торцовой поверхностям. Средняя по плоскости сечения Fс толщина стружки hс= Fс/ℓ =Uz∙ 2R/π R = 2/π ∙ Uz≈ 0, 64∙ Uz. Одна поверхность реза формируется при встречной, другая при попутной подаче (двухстороннее фрезерование). Нагрузка на инструмент меняется плавно, т.к. дуга контакта большая и толщина стружки плавно меняется от 0 до Uz и снова уменьшается до 0. Nрез= КТ∙ апопр∙ ВD∙ Uбок/60, В- глубина паза (мм).
Пазовое фрезерование имеет место, если глубина Н> D (для схемы цилиндрического). В этом случае используют инструмент, консольно закрепляемый в станке, с режущими элементами по боковой и торцовой поверхностям. Средняя по плоскости сечения Fс толщина стружки hс= Fс/ℓ =Uz∙ 2R/π R = 2/π ∙ Uz≈ 0, 64∙ Uz. Одна поверхность реза формируется при встречной, другая при попутной подаче (двухстороннее фрезерование). Нагрузка на инструмент меняется плавно, т.к. дуга контакта большая и толщина стружки плавно меняется от 0 до Uz и снова уменьшается до 0. Nрез= КТ∙ апопр∙ ВD∙ Uбок/60, В- глубина паза (мм).
 Ножевая головка для обработки узких профилей крепится на рабочем шпинделе консольно, легко меняется при затуплении ножей. Ножевой вал делается цельным с цапфами для подшипников, при замене ножей его со станка не снимают. На валу (головке) устанавливают 2…12 (реже до 18) ножей. Их крепление центробежно-клиновое. В нерабочем положении нож 2 удерживается клиновой планкой 3, поджимаемой болтом 4. Во время вращения вала центробежные силы, действующие на клин, приводят к возрастанию удерживающих нож сил трения по поверхности корпуса 1 и клина 3. Регулировочные винты 6 с упорной планкой 5 служат для точной установки ножей. Существуют и другие конструкции ножей (пружинные и пр.).
Ножевая головка для обработки узких профилей крепится на рабочем шпинделе консольно, легко меняется при затуплении ножей. Ножевой вал делается цельным с цапфами для подшипников, при замене ножей его со станка не снимают. На валу (головке) устанавливают 2…12 (реже до 18) ножей. Их крепление центробежно-клиновое. В нерабочем положении нож 2 удерживается клиновой планкой 3, поджимаемой болтом 4. Во время вращения вала центробежные силы, действующие на клин, приводят к возрастанию удерживающих нож сил трения по поверхности корпуса 1 и клина 3. Регулировочные винты 6 с упорной планкой 5 служат для точной установки ножей. Существуют и другие конструкции ножей (пружинные и пр.).
 Насадные фрезы подразднляются на цельные, составные и сборные. Цельные изготавливают из одной заготовки легированной стали. Они высокоточные, хорошо уравновешенные. Их можно использывать при высоких частотах вращения, для массовой обработки нормализованных профилей деталей. Цельные фрезы бывают затылованные (с кривой задней гранью зубьев) и незатылованные (с прямой задней гранью). При переточки профиль обработки и углы резания с уменьшением диаметра у затылованных фрез не изменяется. Зубья цельных фрез могут оснащатся пластинками из твёрдого сплава или закалённых инструментальных сталей. По назначению цельные стали делят на цилиндрические (обработка плоских кромок), пазовые (выработка пазов или четверти), прорезные фрезы – крючья (рамные и ящичные типы), фасонные (профильное фрезерование). Составные фрезы составляют из двух и более цельных, для обработки сложных (двусторонних) профилей, имеющих участки, лежащие в плоскости вращения фрезы.
Насадные фрезы подразднляются на цельные, составные и сборные. Цельные изготавливают из одной заготовки легированной стали. Они высокоточные, хорошо уравновешенные. Их можно использывать при высоких частотах вращения, для массовой обработки нормализованных профилей деталей. Цельные фрезы бывают затылованные (с кривой задней гранью зубьев) и незатылованные (с прямой задней гранью). При переточки профиль обработки и углы резания с уменьшением диаметра у затылованных фрез не изменяется. Зубья цельных фрез могут оснащатся пластинками из твёрдого сплава или закалённых инструментальных сталей. По назначению цельные стали делят на цилиндрические (обработка плоских кромок), пазовые (выработка пазов или четверти), прорезные фрезы – крючья (рамные и ящичные типы), фасонные (профильное фрезерование). Составные фрезы составляют из двух и более цельных, для обработки сложных (двусторонних) профилей, имеющих участки, лежащие в плоскости вращения фрезы.
 Тангенциальное точение осуществляется при поперечной подаче резца по хорде. Абсолютная траектория – резания спираль с переменным растоянием между витками. Изменение толщины стружки к концу процесса способствует достижения высокого качества обработки.
Тангенциальное точение осуществляется при поперечной подаче резца по хорде. Абсолютная траектория – резания спираль с переменным растоянием между витками. Изменение толщины стружки к концу процесса способствует достижения высокого качества обработки. Сверление состоит в резании резцами, расположенными по торцу цилиндрического тела (сверла) и описывающими при работе в древесине винтовые поверхности. Технологическое назначение процесса – получение отверстий или гнёзд круглого сечения. Направляющая часть сверла центрирует его в отверстии двумя направляющими ленточками- фасками 2 и отводит стружку из отверстия двумя стружечными винтовыми канавками 3.
Сверление состоит в резании резцами, расположенными по торцу цилиндрического тела (сверла) и описывающими при работе в древесине винтовые поверхности. Технологическое назначение процесса – получение отверстий или гнёзд круглого сечения. Направляющая часть сверла центрирует его в отверстии двумя направляющими ленточками- фасками 2 и отводит стружку из отверстия двумя стружечными винтовыми канавками 3. Скорость резания при сверлении зависит от радиуса траектории рассматриваемой точки: чем больше радиус, тем больше скорость резания. При этом, чем выше скорость резания, тем меньше величина угла движения φ д. Величину φ д надо учитывать при выборе номинальных углов. Номинальный задний угол должен быть α =α р+φ д, где α р – минимальное рабочее значение заднего угла. Номинальные передние углы уменьшаются к центру сверла. Номинальные углы резания при сверлении составляют: α =20..25°; β = 20..25°; δ =40..50°.
Скорость резания при сверлении зависит от радиуса траектории рассматриваемой точки: чем больше радиус, тем больше скорость резания. При этом, чем выше скорость резания, тем меньше величина угла движения φ д. Величину φ д надо учитывать при выборе номинальных углов. Номинальный задний угол должен быть α =α р+φ д, где α р – минимальное рабочее значение заднего угла. Номинальные передние углы уменьшаются к центру сверла. Номинальные углы резания при сверлении составляют: α =20..25°; β = 20..25°; δ =40..50°. Термин «долбление» относится к процессу закрытого строгания при выборки гнёзд ручными или простыми станочными долотами с образованием плоских стружек прямоугольного сечения. В современной технологии под этим термином обычно объединяют все процессы образования гнёзд, кроме пазового фрезерования.
Термин «долбление» относится к процессу закрытого строгания при выборки гнёзд ручными или простыми станочными долотами с образованием плоских стружек прямоугольного сечения. В современной технологии под этим термином обычно объединяют все процессы образования гнёзд, кроме пазового фрезерования. Строгание – процесс поперечного или продольного относительно волокон резания древесины для получения стружки (шпона) заданной толщины при прямолинейной траектории резания. Наибольшее практическое значение приобрели поперечное строгание древесины на облицовочной шпон толщиной 0, 6…0, 8 (мм) и на дощечки толщиной 5…13 (мм) используются две схемы строения: две схемы строения горизонтальная и вертикальная, равноценные по своим кинетическим и силовым характеристикам. В горизонтальной схеме движения резания сообщается ножу1. Кряж 3 в конце холостого хода ножевого суппорта подаётся вверх на заданную толщину шпона. При вертикальной схеме древесный кряж 3 (брус или ванчес) совершает прямолинейное возвратно-поступательное движение в вертикальной плоскости, а нож1 неподвижен. Подача ножа на толщину шпона происходит в конце холостого хода кряжа вверх вниз.
Строгание – процесс поперечного или продольного относительно волокон резания древесины для получения стружки (шпона) заданной толщины при прямолинейной траектории резания. Наибольшее практическое значение приобрели поперечное строгание древесины на облицовочной шпон толщиной 0, 6…0, 8 (мм) и на дощечки толщиной 5…13 (мм) используются две схемы строения: две схемы строения горизонтальная и вертикальная, равноценные по своим кинетическим и силовым характеристикам. В горизонтальной схеме движения резания сообщается ножу1. Кряж 3 в конце холостого хода ножевого суппорта подаётся вверх на заданную толщину шпона. При вертикальной схеме древесный кряж 3 (брус или ванчес) совершает прямолинейное возвратно-поступательное движение в вертикальной плоскости, а нож1 неподвижен. Подача ножа на толщину шпона происходит в конце холостого хода кряжа вверх вниз. Скорость резания характеризуют средней скоростью перемещения суппорта υ ср=2S∙ n/(60∙ 1000) (м/с), где S- длинна хода суппорта (мм); n – частота двойных ходов суппорта (мин‾ ¹ ).
Скорость резания характеризуют средней скоростью перемещения суппорта υ ср=2S∙ n/(60∙ 1000) (м/с), где S- длинна хода суппорта (мм); n – частота двойных ходов суппорта (мин‾ ¹ ). Лущением называется процесс поперечного резания древесины для получения стружки (шпона) заданной
Лущением называется процесс поперечного резания древесины для получения стружки (шпона) заданной  толщины, при котором траектория резания является спираль. Чурак 2, зажатый с торцов кулачками 1, вращается с заданной угловой скоростью. Одновременно с этим равномерно перемещает нож 4 к оси вращения чурака со скоростью U до конечного значения Dк диаметра чурака (карандаша). Скорость резания V = ПDн / (60.1000) убывает по мере уменьшения D: V = 1…5 (м/с). Для постоянства толщины шпона h (сырого) U устанавливают так, чтобы перемещение суппорта за время оборота чурака соответствовало заданной величине h: U = hn /1000. Рабочие углы ножа a р, b, d р отсчитываются от касательной СТ к спирали траектории в точке лезвия. Углы, измеренные от касательной CN к окружности, называют установочными: a, b, g. Угол между СТ и CN – угол движения jд = arctgu/60n=Un/ПD=h/ПD
толщины, при котором траектория резания является спираль. Чурак 2, зажатый с торцов кулачками 1, вращается с заданной угловой скоростью. Одновременно с этим равномерно перемещает нож 4 к оси вращения чурака со скоростью U до конечного значения Dк диаметра чурака (карандаша). Скорость резания V = ПDн / (60.1000) убывает по мере уменьшения D: V = 1…5 (м/с). Для постоянства толщины шпона h (сырого) U устанавливают так, чтобы перемещение суппорта за время оборота чурака соответствовало заданной величине h: U = hn /1000. Рабочие углы ножа a р, b, d р отсчитываются от касательной СТ к спирали траектории в точке лезвия. Углы, измеренные от касательной CN к окружности, называют установочными: a, b, g. Угол между СТ и CN – угол движения jд = arctgu/60n=Un/ПD=h/ПD Кроме ножа рабочим инструментом служит прижимная линейка. Как и при строгании ее положение относительно ножа характеризуют угол Е » 42о к степени обжима Δ = 5…35% (в зависимости от породы древесины и толщины шпона).
Кроме ножа рабочим инструментом служит прижимная линейка. Как и при строгании ее положение относительно ножа характеризуют угол Е » 42о к степени обжима Δ = 5…35% (в зависимости от породы древесины и толщины шпона).