
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
УДЕЛЬНАЯ РАБОТА И МОЩНОСТЬ РЕЗАНИЯ.
Чтобы получить общую силу воздействия резца на древесину S, необходимо векторно сложить силы воздействия отдельных его участков: S=Sл+Sп+S3. Силу S можно представить как векторную сумму (рисунки) общей касательной силы Р и общей нормальной силы Q: S=Р+Q. Силы Р и Q, действующие на древесину со стороны резца в целом, получаются сложением их составляющих, найденных для отдельных участков рабочей зоны резца: Р=Рл+Рп+Р3;
Выбор направлений для составляющих общей силы воздействия резца и его участков на древесину не случаен: сила, касательная к траектории определяет мощность, расходуемую на резание; нормальная сила передается на элементы станка (связи), удерживающие заготовку при обработке. Кроме того, по выбранным направлениям удобно измерять силы в экспериментах по резанию. Касательную силу Р называют силой резания. Она всегда направлена по абсолютной траектории резания в сторону движения резца. Нормальная сила может проявляться как сила отжима Q (резец отжимает заготовку от заданной поверхности резания в сторону массива древесины) при Qл+Q3> Qп или как сила затягиванияQ| (резец затягивает заготовку в сторону срезаемой стружки) при Qл+Q3< Qп. Обычно сила отжима имеет место при срезании тонких стружек тупым резцом с большим углом резания d, а сила затягивания – при срезании толстых стружек острым резцом при малом угле резания. Воздействие резца на древесину сводится к одной наклонно расположенной по отношению к вектору скорости резания силе S (S’), составляющими которой Р(Р) и Q(Q|) пользуются для удобства. В процессе резания резец взаимодействует с древесиной. При этом одновременно действуют рассмотренные силы воздействия резца на древесину и противоположно направленные, равные им по величине силы воздействия древесины на резец. При силовых и мощностных расчетах режимов резания пользуются следующими основными понятиями и соотношениями. Обычно вычисляют единичную силу резания Р1(Н/мм) – силу резания, приходящуюся на единицу ширины срезаемого слоя. Считают, что полная сила резания Р всегда пропорциональна ширине срезаемого слоя В(мм): Р=Р1В. Удельной силой резания К, понятие которой ввел И.А.Тиме, называется сила резания, приходящаяся на единицу площади поперечного сечения стружки: К=Р/ F=Р(Вh), где К – удельная сила резания, Н/мм2; F – площадь поперечного сечения стружки, мм2; В – ширина срезаемого слоя, мм; h – толщина стружки, мм. При расчете мощности, затрачиваемой на резание, используют понятие удельной работы резания К (Дж/см3), под которой понимают работу А(Дж) силы резания Р(Н) на пути L(м), отнесенную к величине номинального объема VH(см3) срезаемого слоя: К=А/VH=РL/(ВhL). Отсюда следует, что удельная работа К при выбранных размерностях численно равна удельной силе К (в последней формуле L сокращается), поэтому их обозначают одной буквой и в справочниках для них приводят общие таблицы. С физической точки зрения это разные величины с разной размерностью. Из последней формулы следует, что А=КVH. Мощность резания Nрез (Вт) – это работа в единицу времени (1с): Nрез=А/t=КVH/t=КVH1, где VH1=V/t – номинальный объем стружки, срезанной за 1с (см3/с). Когда известна сила резания Р(Н), мощность резания вычисляют по известной формуле механики Nрез=РV(пренебрегая различием в величине и направлении Vа и V). В общем случае удельная сила и удельная работа резания К не являются величинами постоянными: они зависят от многих факторов процесса резания, но главным образом, от толщины срезаемого слоя и направления вектора скорости относительно волокон. Теоретически определить К сложно, поэтому на практике используют средние значения этой величины, полученные экспериментально. Стружкообразование
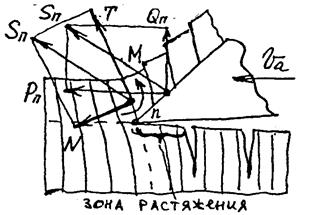
При внедрении в древесину резец деформирует подрезанную лезвием стружку. Стружка соприкасается с передней гранью на участке nh, а выше отходит от нее, закручивается из-за неодинаковой деформации наружных и внутренних слоев. Граница между срезанной и несрезанной частями стружки проходит через лезвие n и точку n1, где изгибается верхняя поверхность стружки. Считают, что стружка образуется по плоскости nn1, положение которой определяется углом наклона E к поверхности резания. Перенесем Sп в середину nn1 (новое начало координат). В этой точке приложим две равные по величине Sп силы, одна из которых сонаправлена Sп, а другая S`п ей противонаправлена. Со стороны подрезанной стружки на неподрезанную в плоскости nn1 действуют сила Sп и момент М=Sп а, где а – плечо пары сил Sп и S`п. Разложим Sп на составляющие Т (по плоскости nn1) и N (по нормали к nn1). Т вызывает сдвиг подрезанной стружки вдоль nn1, создавая касательные напряжения tпо этому сечению. N прижимает стружки к nn1, вызывая нормальные напряжения сжатия dсж(N) по nn1. Изгибающий момент М создает нормальные напряжения сжатия dсж(М) в верхней зоне стружки и растяжения dр (М) в нижней. Касательные напряжения Н распределены по плоскости nn1 почти равномерно. d(N, M) в n (у лезвия) растягивающие, т.к. обычно dр(М)> > dсж(N). В точке n1 t (N, M) всегда напряжение сжатия.
При определяющей роли t стружка может быть сливной (лента или спираль без внутренних трещин) или элементной (из элементов)
прижимом П (прижимной линейкой) – применим обжим стружки. Просвет щели hщ< номинальной толщины стружки h, возникают силы трения Тп и Тн, Тп+Тн=F: Тп – сила трения между прижимом и стружкой, Тн – дополнительная Стружкообразование при резании вдоль волокон С плоскостью волокон, т.к. в ^ Наблюдается две формы стружки Получается при h≤ 0, 2 мм Малом d и сырой или проваренной древесине. Обычно уже при h≥ 0, 1…0, 2 мм – элементная многоугольная Qп ^ волокнам, наиболее опасна, нарастает пропорционально внедрению Х резца в древесину. Опережающая трещина достигает длинны lэ, при которой М»Qп lэ ломает стружку в сечение rt, образуя элемент стружки. Далее до точки r резец подчищает поверхность с малым сопротивлением. Многоугольная стружка сопровождается низким качеством. При резании против волокон в результате снятия резцом тонкой подстружки после образования элемента основной стружки поверхность обработки получается гладкой. Для уменьшения неровностей обработанной поверхности надо так изменить условия стружкообразования, чтобы длина элементов стружки была линейной. При lэ=Q – стружка сливная. На практике это делают с помощью подпоров П и стружколомателей. Подпор действует на древесину в зоне резания, непосредственно препятствуя образованию и росту опережающей трещины. Стружколоматель устанавливается вблизи лезвия и способствует крутому загибанию и надламыванию стружки сразу после ее образования резцом, но действует на зону резания перед резцом не непосредственно, а через стружку. Стружкообразование при резании в торец.
Общие выводы. 1. Имеются два типа процесса стружкообразования. I – не установившийся процесс. При углублении резца в древесину длина зоны контакта стружки с передней гранью увеличивается до образования элемента стружки или трещины в ней. Происходит образование элементной стружки, элементы которой могут быть связаны или нет. II – установившийся процесс. При внедрении резца в древесину длина зоны контакта вначале возрастает, но затем стабилизируется. Образуется сливная стружка в виде ленты или спирали без внутренних трещин. 2. Вид стружки определяет качество поверхности резания и качество самой стружки. Качество поверхности характеризуется шероховатостью (в основном), качество стружки – внутренними трещинами и поверхностными неровностями. 3. Для достижения высокого качества обработки поверхности резанием следует так подбирать условия (режим) резания, чтобы процесс стружкообразования был установившимся и получалась сливная стружка. 4. Если условия резания не позволяют организовать установившийся процесс, необходимо использовать устройства для воздействия на процесс стружкообразования: прижимные линейки, подпоры, стружколоматели. В отдельных случаях требуется изменение свойств обрабатываемого материала (гидротермическая обработка). 5. В процессах сложного резания на станках имеют место переходные между тремя главными виды резания. В каждом отдельном случае необходимо определить, какой вид стружкообразования и на каких участках поверхности резания дает наибольшие дефекты, и улучшить на этих участках организацию резания. Резания при данной остроте резца (при радиусе затупления q) Р=Рнач аq (6), где Рнач – сила резания для острого резца (q=qнач); аq – поправочный множитель, учитывающий влияние затупления, определено результатом экспериментов в зависимости от общей длины пути L (км) резца древесине или от продолжительности его работы после заточки Т (мин). Затупление резца приводит к увеличению неровностей на обработанной поверхности. Влияние скорости резания. Эксперименты показали, что увеличение скорости резания с 40…50 до 100 м/с вызывают увеличение силы резания на 30…40%. Это связано с преодолением сил инерции стружки, повышением прочности свойств древесины в условиях больших скоростей нагружения, с изменениями условий трения древесины о резец и с другими факторами. Качество обработки с повышением скорости резания улучшается, что объясняется появлением добавочного подпора от силы инерции. С появлением подпора волокна не успевают податься или отклониться под действием резца и перерезаются им раньше, чем нарушится их связь с соседними волокнами. В результате неровности и разрушения на обрабатываемой поверхности уменьшаются. Факторы, влияющие на шероховатость обработанной поверхности, в порядке убывания степени влияния, располагаются следующим образом: угол встречи резца волокнами Ув; толщина стружки h; радиус затупления q и угол резания
Популярное:
|
Последнее изменение этой страницы: 2016-04-11; Просмотров: 856; Нарушение авторского права страницы
 Q=Qл-Qп+Q3.
Q=Qл-Qп+Q3.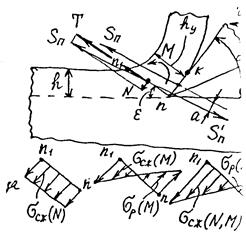 Форма стружки связана с усилением резания и качеством обработанной поверхности. Теория стружкообразования, изучающая закономерности образования стружки, даст возможность управлять процессом резания. Общая схема стружкообразования близка к случаю резания поперек волокон при условии, что в этом направлении древесина подобна пзотропному материалу со свойствами, средними между ранней и поздней древесиной. Резец идеально острый (Q=0), поэтому Sл= Sз = 0 и S=Sп.
Форма стружки связана с усилением резания и качеством обработанной поверхности. Теория стружкообразования, изучающая закономерности образования стружки, даст возможность управлять процессом резания. Общая схема стружкообразования близка к случаю резания поперек волокон при условии, что в этом направлении древесина подобна пзотропному материалу со свойствами, средними между ранней и поздней древесиной. Резец идеально острый (Q=0), поэтому Sл= Sз = 0 и S=Sп.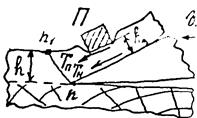 Напряжения t, dсж, dр в плоскости стружкообразования nn1 зависят главным образом от свойств древесины, толщины h стружки, угла резания d, радиуса затупления Q и коэффициента трения fп.
Напряжения t, dсж, dр в плоскости стружкообразования nn1 зависят главным образом от свойств древесины, толщины h стружки, угла резания d, радиуса затупления Q и коэффициента трения fп. Чем глубже внедряется резец в древесину, тем больше напряжение в стружке (при углублении резца). Нарастают они неравномерно и в зависимости от условий резания, одно из них раньше других достигает предела упругости или предела прочности. Это напряжение будет определять вид разрушения стружки, ее форму, качество обработанной поверхности. По основным структурным направлениям древесина по разному сопротивляется различным видам напряжений, что объясняет выше сказанное многообразие форм стружки.
Чем глубже внедряется резец в древесину, тем больше напряжение в стружке (при углублении резца). Нарастают они неравномерно и в зависимости от условий резания, одно из них раньше других достигает предела упругости или предела прочности. Это напряжение будет определять вид разрушения стружки, ее форму, качество обработанной поверхности. По основным структурным направлениям древесина по разному сопротивляется различным видам напряжений, что объясняет выше сказанное многообразие форм стружки.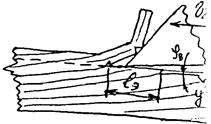 Стружкообразование при резании поперек волокон. В направлении поперек волокон древесина хуже всего сопротивляется растяжению, лучше – сдвигу (скалыванию) и еще лучше – сжатию. Вид стружкообразования определяет касательное напряжение сдвига tв плоскости nn1 или dр в точке n.
Стружкообразование при резании поперек волокон. В направлении поперек волокон древесина хуже всего сопротивляется растяжению, лучше – сдвигу (скалыванию) и еще лучше – сжатию. Вид стружкообразования определяет касательное напряжение сдвига tв плоскости nn1 или dр в точке n. В первом случае t< [t] n1 поверхность резания гладкая стружка не разрушается. Условия образования тонкой сливной стружки редки (влажная или проваренная древесина). Обычно t»[t]пр. Получается элементная стружка скалывания, состоящая из элементов, сколотых под углом e к поверхности резания, качество которой может быть высоким, если не добавляются другие разрушения (например, опережающая трещина впереди резца, следовательно эл-я стружка). Процесс не пригоден для получения стружки-продукта, но годится для снятия припуска ножречным дорезерованием.
В первом случае t< [t] n1 поверхность резания гладкая стружка не разрушается. Условия образования тонкой сливной стружки редки (влажная или проваренная древесина). Обычно t»[t]пр. Получается элементная стружка скалывания, состоящая из элементов, сколотых под углом e к поверхности резания, качество которой может быть высоким, если не добавляются другие разрушения (например, опережающая трещина впереди резца, следовательно эл-я стружка). Процесс не пригоден для получения стружки-продукта, но годится для снятия припуска ножречным дорезерованием. Типичны случаи, когда вид стружкообразования определяют dр у точки n. dсли к моменту установления длины зоны контакта стружки с передней гранью dр< [dр]пр. При этом в точке n образуется трещина. Трещины возникают в стружке с шагом t, и имеют средний угол наклона »e, но не выходят на поверхность, т.к. у точки n1 уже будут dсж. Получается элементная стружка – лентообразная с внутренними трещинами (изгибы). Трещины в шпоне ухудшают внешний вид и снижают его прочность. Чтобы предотвратить образование трещин, надо устранить или уменьшить до минимума dр в плоскости nn1. Приложим к стружке внешнюю сжимающую силу F вдоль стружки к основанию. Для этого пропустим стружку через щель между ножом и
Типичны случаи, когда вид стружкообразования определяют dр у точки n. dсли к моменту установления длины зоны контакта стружки с передней гранью dр< [dр]пр. При этом в точке n образуется трещина. Трещины возникают в стружке с шагом t, и имеют средний угол наклона »e, но не выходят на поверхность, т.к. у точки n1 уже будут dсж. Получается элементная стружка – лентообразная с внутренними трещинами (изгибы). Трещины в шпоне ухудшают внешний вид и снижают его прочность. Чтобы предотвратить образование трещин, надо устранить или уменьшить до минимума dр в плоскости nn1. Приложим к стружке внешнюю сжимающую силу F вдоль стружки к основанию. Для этого пропустим стружку через щель между ножом и 
 Как и при резании вдоль волокон, положение плоскости разрушения древесины при образовании стружки предопределено направлением волокон, которому параллельна плоскость разрушения, т.к. связи в древесине в этом направлении (^ волокнам) наименее прочные. Сливная стружка в момент резания (очень непрочна) получается, если ее толщина мала, а древесина влажная.
Как и при резании вдоль волокон, положение плоскости разрушения древесины при образовании стружки предопределено направлением волокон, которому параллельна плоскость разрушения, т.к. связи в древесине в этом направлении (^ волокнам) наименее прочные. Сливная стружка в момент резания (очень непрочна) получается, если ее толщина мала, а древесина влажная.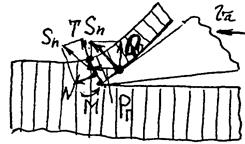 Толстая стружка торцовые резания – элементная стружка скалывания. Она состоит из элементов трапециевидной формы, иногда слабо связанных между собой по плоскости скалывания. Большие усилия резания и сравнительно слабое сопротивление древесины сжатию поперек волокон в направлении Рп приводят к значительной усадке стружки. Фактическая длина стружки меньше номинальной. Часто при образовании элементов такой стружки под поверхностью резания возникают трещины. Причина этого – в наличии в древесине под поверхностью резания за резцом зон растяжения и зон сжатия под поверхностью резания перед резцом, на границе которых разрушаются слабые связи между волокнами. Качество обработки в этом случае невысокое.
Толстая стружка торцовые резания – элементная стружка скалывания. Она состоит из элементов трапециевидной формы, иногда слабо связанных между собой по плоскости скалывания. Большие усилия резания и сравнительно слабое сопротивление древесины сжатию поперек волокон в направлении Рп приводят к значительной усадке стружки. Фактическая длина стружки меньше номинальной. Часто при образовании элементов такой стружки под поверхностью резания возникают трещины. Причина этого – в наличии в древесине под поверхностью резания за резцом зон растяжения и зон сжатия под поверхностью резания перед резцом, на границе которых разрушаются слабые связи между волокнами. Качество обработки в этом случае невысокое.