|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Инструменты для ударно-поворотного и вращательно-ударного бурения
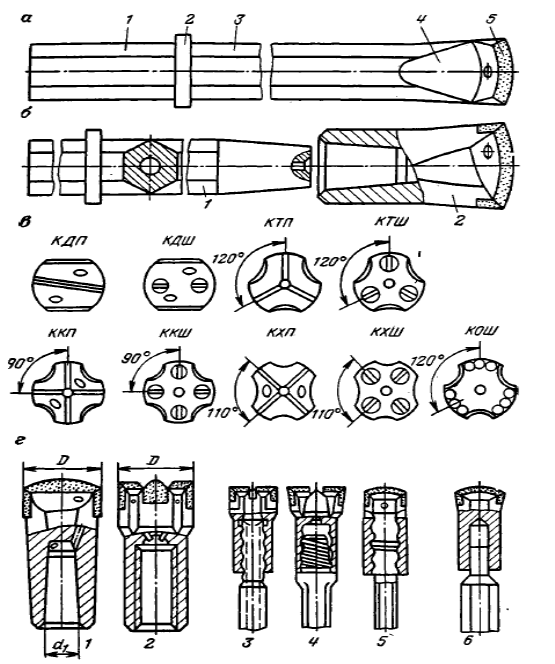
В качестве инструмента для ударно-поворотного и ударно-вращательного бурения шпуров и скважин используют цельные буры и съемные коронки, армированные пластинками твердого сплава. Цельный бур состоит из головки 4 (рис. 2.11, а), которая может быть армирована пластинкой твердого сплава 5; стержня 3; буртика 2 и хвостовика 1. Бур изготовляется из пустотелой стали круглого или шестигранного сечения. Вдоль оси бура проходит канал диаметром 6—9 мм для подачи промывочной жидкости или воздуха. Применяют цельные буры в основном при бурении шпуров диаметром 30—40 мм и менее, когда применение съемных коронок нецелесообразно из-за низкой надежности соединения. Широкое распространение получил инструмент, состоящий из съемной коронки 2 и штанги 1 (рис. 2.11, б).
Рисунок 2.11 - Буры и буровые коронки: а – цельный бур; б – буровая штанга с коронкой; в – типы буровых коронок; г – виды соединений. Типоразмеры коронок определяются ГОСТ 17196—77. Они выпускаются следующих типов: долотчатые пластинчатые (КДП), долотчатые штыревые (КДШ), трехперые пластинчатые (КТП), трехперые штыревые (КТШ), крестовые пластинчатые (ККП). Тем же ГОСТом предусмотрены коронки крестовые штыревые (ККШ), Х-образные пластинчатые (КХП), Х-образные штыревые (КХШ) и коронки одноразовые штыревые (КОШ). Для коронок установлен следующий ряд наружных диаметров: 28, 32, 36, 40, 43, 46, 52, 60, 65, 75, 85 мм. Долотчатые коронки применяют для бурения крепких и вязких пород. В сравнении с другими коронками они имеют простую конструкцию и технологию изготовления, обеспечивают, высокую скорость бурения и поэтому наиболее распространены (70—75% общего выпуска). Однако забуривание ими затруднено, шпур получается неправильной формы, они заклиниваются при появлении трещин в породе и имеют значительный износ по диаметру. Крестовые коронки не имеют указанных недостатков и могут применяться в трещиноватых породах, но в сравнении с долотчатыми они имеют меньшую скорость бурения, на их армирование расходуется больше твердого сплава и они более трудоемки в изготовлении. В связи с этим перспективными становятся трехлезвийные коронки, которые во многих случаях могут заменить и долотчатые и крестовые. Коронки с Х-образным расположением лезвий, а также крестовые применяют для бурения скважин диаметром более 50 мм. Коронки, армированные штырями сферической формы, — самозатачиваются. В процессе бурения у них истирается матрица и обнажается твердый сплав, поэтому они являются инструментом одноразового использования (КОШ). Остальные типы колонокподлежат заточке после затупления. Коронки должны выдерживать 10—12 заточек. Коронки армируются пластинками или штырями из твердых сплавов марки ВК8В для пород средней крепости и ВК11В, IJK15 для крепких и весьма крепких пород. Размеры изделий R твердого сплава регламентированы ГОСТ 880—75. Для армирования долотчатых коронок и буров применяют пластинки формы Г11 с радиусным лезвием (см. рис. 2.11, б). Такая формаповышает прочность пластинки. Пластинки формы Г12 предназначены для армирования крестовых коронок, а формы Г13 — для армирования долот к пневмоударникам. Штырями формы Г14 армируют штыревые коронки КТШ диаметрами 36, 40 и 43 мм. Пластинки формы 2121 по ТУ 48-19-170—82 используют для армирования долотчатых коронок БКПМ-Ф и ДТС-Ф, формы 2171 по ТУ 48-19-170—82 — для коронок типа БКР, формы 2450 по ТУ 48-19-328—80 — для армирования коронок КТ-105К, К-125КМ диаметром 105 и 125 мм (ТУ 48-22-197—82) ирасширителей КРК (ТУ 48-19-324—81). Угол заострения всех изделий 110°. Однако за счет переточек коронок его рекомендуется выбирать в зависимости от коэффициента крепости буримых пород: 70° при f = 8÷ 10, 90° при f = 10÷ 12 и 110° при f > 12. Цилиндрическая форма вставок обеспечивает большую прочность в сравнении с пластинками; форма лезвия штыревой коронки прерывная. Все это позволяет увеличить удельную нагрузку на единицу длины лезвия и за счет этого повысить скорость бурения на 25 - 30%. Конструкция соединения коронки со штангой оказывает большое влияние на эффективность передачи энергии удара, прочность и долговечность инструмента, затраты времени на замену коронок и стоимость последних. Наиболее простым и распространенным является конусное соединение (см. рис. 2.14, 1) с углом конуса 7°±6. Посадочный конус бывает в двух исполнениях — А и Б. Исполнение Б отличается от А удлиненным посадочным гнездом. Посадка корпуса коронки на конус штанги должна обеспечивать контакт у торца корпуса. Выполнять это не всегда удается, поэтому при таком соединении возможны потери энергии удара, поломки корпусов и коронок штанг. Разборка этого соединения затруднена, механизация операции замены инструмента сложна. Значительно реже применяется резьбовое соединение — в отечественной практике на коронках диаметром более 50 мм (см. рис. 2.14, 2). Известно три типа резьбовых соединений: с упором в дно коронки (см. рис. 2.14, 3), с упором коронки в бурт штанги (см. рис. 2.14, 4) и соединение муфтой (см. рис. 2.14, 5). Резьба может быть внутренней или наружной; профиль резьбы (веревочный, фасонный) выработан в результате многолетних исследований. ВостНИГРИ и Кузнецким машиностроительным заводом разработан эксцентриковый тип соединения (см. рис. 2.14, 6) для вращательно-ударного бурения. Оно не имеет недостатков конусного соединения и позволяет легко механизировать операцию замены коронки. Промышленность серийно выпускает коронки 32 типоразмеров, отличающихся геометрическими параметрами, технологией изготовления и материалом корпусов и армировки (табл. 2.5).
Таблица 2.5 – Коронки 32 типоразмеров
Необходимо провести работу по унификации и сокращению числа типоразмеров коронок. Коронки БКПМ благодаря применению высоколегированной стали мартенситного класса марок 38ХНЗМФА и 18Х2Н4МА, 18Х2Н4ВА по ГОСТ 4543—71 для корпусов, специальной технологии пайки припоем на медноникелевой основе ПНКоМЦ 49-9-0, 2-02 и термообработки, виброобъемного упрочнения инструмента и научно обоснованнойтехники эксплуатации имеют стойкость в 2—3 раза выше, чем однотипные коронки КДП. Коронки БКР диаметром 40—85 мм предназначены для бурения взрывных скважин глубиной от 3 до 50 м мощными перфораторами. Коронки соединяются со штангой веревочной резьбой. Коронки БКПМ-Ф и ДТС-Ф армируются фасонными твердосплавными пластинами, утолщенными на периферии для уменьшения износа по диаметру, и применяются для бурения высокоабразивных пород с коэффициентом крепости f > 10 с промывкой. Коронки БКПМ- 40С иБКПМ-40ФС конструктивно мало отличаются от описанных выше, но применяются для бурения крепких пород с пылеулавливанием. Для вращательно-ударного бурения шпуров и скважин в породах с коэффициентом крепости 6—12 применяют коронки типов БУ (рис. 2.12, а) и КУВШ (табл. 2.6).
Таблица 2.6 – Коронки типов БУ и КУВШ
Эти коронки имеют два лезвия с асимметричной заточкой под углом 60 и 25°, армируются призматическими пластинками толщиной 8 мм из твердого сплава марки ВК8В или ВК15. Для бурения взрывных скважин пневмоударниками служат коронки К-100В (рис. 2.12, б) БК-105 и БК-155 диаметрами соответственно 105, 125 и 155 мм. Они имеют опережающее лезвие, что облегчает забуривание, но стойкость их низка из-за разрушения пластин твердого сплава. НИПИГормашем, ИГД СО АН СССР и ВНИИТСом разработаны коронки КТ105К, КЮ5КМ и одноразовые КЮ5Ш, К-125Ш и К-165Ш, предназначенные для бурения взрывных скважин диаметром 105, 125 и 165 мм пневмоударниками в монолитных и трещиноватых породах с коэффициентом крепости f > 10. Коронка КТ105К состоит из стального корпуса и вкладыша, оснащенных твердосплавными изделиями. Коронка имеет три лезвия, армированные пластинками призматической формы. Центральная часть коронки армирована четырьмя вставками цилиндрической формы, опережающими лезвия на 3 мм. Применение коронки КТ105К позволило сократить расход инструмента в 3 раза, а удельный расход сплава в 2 раза по сравнению с серийной коронкой КЮОВ. Коронка КЮ5КМ состоит из стального корпуса, четырех лезвий, армированных твердосплавными пластинами призматической формы, а центральная часть армировала одной цилиндрической вставкой. Применение коронки К105КМ позволило сократить расход инструмента и повысить производительность бурения по сравнению с серийной К105К в 2, 5—3 раза. У коронок К-Ю5Ш, К-125Ш и К-165Ш отсутствует опережающее лезвие и применены штыревые вставки твердого сплава диаметрами 10, 12 и 14 мм. Для корпусов этих коронок используют сталь 18Х2Н4ВА, которая в сочетании с увеличенной толщиной паяного шва (1 мм) и высоколегированным припоем позволяет резко снизить термические напряжения в твердосплавном вооружении и за счет этого повысить его прочность. Испытания одноразовых штыревых коронок для пневмоударного бурения показали, что стойкость их выше, чем обычных коронок в 2—4 раза, а скорость бурения выше в 1, 5—2 раза. Расширители КРР диаметром 65—85 мм, КРК— диаметром 85—125 мм (см. табл. 2.6) и КРКГ — диаметром 150—200 мм применяют для расширения шпуров и скважин при проходческих и очистных работах в вязких трещиноватых и абразивных породах с коэффициентом крепости f=6÷ 18. За рубежом для средних и легких перфораторов выпускают в основном долотчатые и крестовые коронки диаметром 26 - 76 мм. Применяют также коронки одноразового использования и самозатачивающиеся, выпускаемые некоторыми американскими, канадскими и шведскими фирмами. Для мощных перфораторов применяют коронки диаметром 76 - 203 мм. Все типы коронок выполняют с крестовым или Х-образным расположением лезвий. Для погружных пневмоударников выпускают коронки диаметром 76 - 229 мм с крестовым расположением лезвий для диаметров 76 - 95 мм и Х-образным расположением для диаметров 115 - 229 мм. Буровые штанги предназначены для передачи энергии удара и вращения от машины к инструменту. Для ударно-поворотного, вращательного и вращательно ударного бурения штанги изготовляют из пустотелой горячекатаной стали 55С2 круглого (диаметром 32 мм) и шестигранного (размером 19, 22, 25 мм) сечений. В зависимости от способа удаления бурового шлама и диаметра штанги центральный канал имеет диаметр 5, 6; 6, 5; 7, 2; 9, 0 и 12, 5 мм. Длина штанг составляет 0, 7 - 4, 3 м. Размеры хвостовиков штанг и буров определены ГОСТ 11446 - 75. Для машин ударно-вращательного действия материалом для штанг служат трубы из стали марок 35СГ и 32Г2С диаметрами 60; 63, 5; 73 мм. Между собой штанги соединяют конусной резьбой с шагом 3 мм. У буровых штанг разрушаются в основном участки у хвостовика и места соединения с инструментом; для упрочнения их подвергают различным видам термической и механической обработок, а также устанавливают прокладки из цветных металлов между поверхностями конусов коронки и штанги. За рубежом штанги изготовляют из легированных сталей с последующими термической обработкой и цементацией. Придается большое значение чистоте и форме промывочного канала. Некоторые фирмы армируют внутреннюю поверхность трубками из нержавеющей стали или синтетической пленки.
Популярное:
|
Последнее изменение этой страницы: 2016-07-13; Просмотров: 1190; Нарушение авторского права страницы