
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
По характеру залегания дефекты в сварных соединениях можно разделить на внешние и внутренние.Стр 1 из 2Следующая ⇒
Сварка взрывом. Холодная сварка. Магнитно-импульсная сварка. Сварка прокаткой. Применяется на металлургических заводах по производству слоисто прокатного металла (например тонкий слой нержавеющий стали плюс толстый слой низкоуглиродистой стали). Является высокопроизводительной и экономичной. Дугопресовая сварка. Основана на нагреве металла торцов трубы вращающейся дугой и дальнейшим прессованием труб между собой. Сварка выдавливанием. Применяется на заводах с автоматическими линиями в производстве разного рода заготовок из некоторых марок алюминиевых сплавов.
1.1.2 Принадлежность и инструмент сварщика. Для зажатия электрода и подвода к нему сварочного тока служит электродо-держатель. Более совершенными являются электродо-держатели с пружинами. Рис. Рис. Типы электродо-держателей: а-с продольной пружиной, б-с поперечной пружиной.
применяются так же винтовые, пластинчатые, вилочные и другие типы электродо-держателей. Согласно ГОСТ 14651-78Е электродо-держатели выпускаются трёх типов в зависимости от силы сварочного тога: 1типа-для тока 125 А; 2 типа-125-315 А; 3 типа-315-500 А. Электродо-держатель должен выдерживать без ремонта 8000 зажимов электродов. Время смены электрода не должно превышать 4с.
Защитные стёкла (светофильтры) предназначены для защиты глаз и кожи лица от лучей дуги, брызг металла и шлака. Основные выди светофильтов: Таб. Светофильтры
Размер светофильтра 52 × 102 мм. Светофильтр вставляется в рамку щитка или маски. Светофильтр защищают от брызг снаружи обычным оконным стеклом. Прозрачное стекло сменяется по мере загрязнения.
Для присоединения к свариваемогу изделию провод часто снабжают быстродействующим зажимом, изготовленным из электропроводного металла(меди, бронзы). Зажимы могут быть пружинного или винтового типа Рис.
Проводом от источника питания до изделия может служить алюминиевая или стальная шина, уложенная в деревянном кожухе. Сечение медных проводов выбираются по установленным нормативам для электротехнических установок 5-2 А/мм² при токах 100-300 А. Одежда сварщика. Куртка и брюки-шьются из брезента, иногда из сукна или асбестовой ткани. Брюки надеваются поверх обуви для предохранения ног от ожогов горячими огарками, образующимися при смене электродов, и брызгами металла. Одежда из прорезиненного материала не применяется, так как легко прожигается нагретыми частицами металла. Все сварщики должны пользоваться брезентовыми рукавицами. При выполнении сварочных работ внутри замкнутых сосудов(котлов, ёмкостей, резервуаров и др) сварщиков обеспечивают резиновыми ковриками, галошами, особыми наколенниками, подлокотниками и деревянными подставками. Перечень средств защиты и правила их использования определяются нормами выдачи на основании законодательства о труде.Администрация предприятия обязана следить за тем, чтобы рабочие обязательно пользовались средствами защиты, которые являются собственностью предприятия.Средства не разрешается выносить за пределы предприятия. Для их хранения администрация оборудует специальные помещения. Инструмент электросварщика. При выполнении дуговой сварки необходим следующий инструмен: стальная щетка для зачистки кромок перед сваркой и для удаления с поверхности швов остатков шлака; молоток-шлакоотделитель для удаления шлаковой корки, особенно с угловых швов или швов, расположенных в узкой, глубокой разделке между кромками: Рис.
Рис. Инструмент для зачистки шва и свариваемых кромок: а-молоток-шлакоотделитель, б-щетка. зубило; набор шаблонов для проверки размеров швов; стальное клеймо для клеймения швов, выполненных сварщиком; метр, отвес, стальная линейка; угольник; чертилка, а так же ящик для хранения и переноски инструмента.
Подготовка труб под сварку включает: резку труб и обработку кромок под сварку согласно чертежам, очистку поверхности свариваемых кромок, центровку стыка. Разделку концов труб и деталей трубопроводов из углеродистой стали с условным проходом до 100 кгс/см2 и сборку стыков с зазорами под сварку следует производить в соответствии с требованиями. Угол скоса кромок труб проверяют шаблоном в нескольких точках по окружности. Допускаемое отклонение от заданного угла не должно превышать значений. Торцы труб должны быть перпендикулярны к ее продольной оси. Проверяют перпендикулярность угольником и линейкой. Отклонения замеряют по двум взаимно перпендикулярным диаметрам. Отклонение от перпендикулярности для труб с условным проходом до 250 мм допускается не более 1 мм, а с условным проходом более 250 мм — 2 мм. Нельзя сваривать трубы, кромки которых покрыты ржавчиной, маслом, краской или грязью, так как ухудшается устойчивость горения дуги, появляется пористость и понижается прочность сварного соединения. Очищают кромки и концы труб от ржавчины, окислов и других загрязнений с наружной и внутренней сторон на ширину 15—20 мм от сварного стыка; при этом пользуются стальными щетками, шарошками, шлифовальными машинками и приспособлениями. Особое внимание уделяется центровке стыка труб. При сборке необходимо обеспечить требуемую точность совпадения кромок свариваемых элементов и их фиксацию при прихватке. Прихватка представляет собой короткий сварной шов, который накладывается при сборке сварных конструкций. К качеству прихватки предъявляют те же требования, что и к основному шву. При сборке ответственных трубопроводов прихватку должен выполнять тот же сварщик, который будет заваривать весь стык.
Под режимом сварки понимаю совокупность показателей, определяющих характер протекания процесса сварки. Эти показатели влияют на количество тепла, вводимого в изделие при сварке. К основным показателям режима сварки относятся: диаметр электрода или сварочной проволоки, сила сварочного тока, напряжение на дуге и скорость сварки. Дополнительные показатели режима сварки: род и полярность тока, тип и марка покрытия электрода, угол наклона электрода, температура предварительного нагрева металла. Выбор режима ручной дуговой сварки часто сводится к определению диаметра электрода и силы сварочного тока. Скорость сварки и напряжение на дуге устанавливаются самим сварщиком в зависимости от вида сварочного соединения, марки стали, марки электрода, положения шва в пространстве и т. д. Диаметр электрода выбирается в зависимости от толщины свариваемого металла, типа сварного соединения, типа шва и др. При сварке встык листов толщиной до 4мм в нижнем положении диаметр электрода берется равным толщине свариваемой стали. При сварке стали большей толщины применяют электроды диаметром 4-6 мм при условии обеспечения полной возможности провара металла соединяемых деталей и правильного формирования шва. Применение электродов диаметром более 6мм ограничивается вследствие большой массы электрода и электродо-держателя. Кроме того, прочность сварных соединений, выполненных электродами больших диаметров, снижается за счет возможного непровара в корне шва и большой столбчатой макроструктуры металла шва. В многослойных стыковых и угловых швах первый слой или проход выполняется электродом диаметром 2-4 мм; последующие слои и проходы выполняются электродом большего диаметра в зависимости от толщины маталла и формы скоса кромок.
Сварка в ретикально положении выполняется обычно электродами диаметром не более 4 мм, реже 5 мм; электроды диаметром 6 мм могут применяться сварщиками только высокой квалификации. Потолочные швы, как правило, выполняются электродами не более 4 мм. Силу сварочного тока выбирают в зависимости от диаметра электрода. Для выбора силы тока можно пользоваться простой зависимостью: I=Kd, где K= 35 ÷ 60 A/мм и d-диаметр электрода, мм. Относительно малый сварочный ток ведет к неустойчивому горению дуги, непровару и малой призводительности. Чрезмерно большой ток ведет к сильному нагреву электрода при сварке, увеличению скорости плавления электрода и непровару, повышенному разбрызгиванию электродного материала и ухудшению формирования шва. На величину коэффициента K влияет состав электродного покрытия: для газообразующих покрытий K берется меньше, чем для шлакообразующих покрытий; например, для электродов с железным порошком в покрытии (АНО-1, ОЗС-3) сварочный ток на 30-40 % больше, чем для электродов с обычным покрытием. При сварке вертикальных и горизонтальных швов ток должен быть уменьшен против принятого для сварки в нижнем положении примерно на 10-15 %, а для потолочных на 10-15 %, с тем чтобы жидкий металл не вытекал из свочной ванны. Влияние показателей режима сварки на размеры и форму шва. Сварной шов характеризуется шириной шва e, глубиной провара s-c, высотой выпуклости (усиления) q, а также коэффициентом формы провара ψ =e/h и коэффициентом выпуклости шва e/q. Угловой шов измеряется катетом K.
Уменьшение диаметра электрода при постоянном сварочном токе повышает плотность тока в электроде и глубину провара. С уменьшением диаметра электрода ширина шва уменьшается за счет уменьшения катодного и анодного пятен. С изменением силы тока меняется глубина провара. Под влиянием давления дуги, которое увиличивается с возрастанием тока, расплавленный металл вытесняется из-под основания дуги, что может привести к сковзному проплавлению. Повышение напряжения дуги за счет увеличения её длины приводит к снижению сварочного тока и глубины провара. Ширина шва при этом повышается независимо от полярности сварки. С увеличением скорости ручной сварки глубина провара и ширина шва понижаются.
Сварочный трансформатор преобразует переменный ток одного напряжения в переменный ток другого напряжения той же частоты и служит для питания сварочной дуги. Трансформатор имеет стальной сердечник (магнитопровод) и две изолированные обмотки. Обмотка, подключённая к сети, называется первичной, а обмотка, подключённая к электродо–держателю и свариваемому изделию, -вторичной. Для надежного зажигания дуги вторичное напряжение сварочних трансформаторов должно быть не менее 60-65 В; напряжение дуги при ручной сварке обычно не превышает 20-30 В. Одним из наиболее распространенных источников питания перменного тока является сварочний трансформатор типа ТД-401У2.
Расшифровка условного обозначения: Т-трансформатор, Д-для дуговой сварки, 4-условное обозначение номинального сварочного тока, 01-регистрационный номер, У2-климатическое исполнение и категория размещения по ГОСТ 15150-69. В нижней части сердечника 1 находится первичная обмотка 3, состоящая из двух катушек, расположенных на двух стержнях. Катушки первичной обмотки закреплены неподвижно. Вторичная обмотка 2, так же состоящая из двух катушек, расположена на значительном расстоянии от первичной. Катушки как первичной, так и вторичной обмоток соединены параллельно. Вторичная обмотка-подвижная и может перемещаться по сердечнику при помощи винта 4, с которым она связана, и рукоятки 5, находящейся на крышке кожуха трансформатора.
Трубы изготавливают сварными и цельнотянутыми. Сварные трубы изготавливают различных диаметров и толщины стенки с помощью контактной, индукционно-прессовой и дуговой сварки как на переменном, так и на постоянном токе. Трубопроводы, свариваемые встык из труб, используют для подачи жидкостей и газа. Они работают при различных давлениях и температурах нагрева. Если рабочее давление в трубопроводах менее 0, 07 МПа, то на них не распространяются правила Госгортехнадзора. Стыки трубопроводов на давление свыше 0, 07 МПа выполняются только аттестованными для этой работы сварщиками. Основные типы и конструктивные элементы швов сварных соединений установлены ГОСТ 16037-80 для стальных трубопроводов и ГОСТ 16038-80 для медных и медно-никелевых. Допускаемое смещение кромок концов стальных труб при сборке встык под сварку составляет: Толщина стенки, мм 3-4 5-6 7-8 9-14 15 и более Смещение, мм, не более 1|1, 5|2|2, 5|3 Согласно ГОСТ 16037-80 для сварки стальных труб применяют следующую подготовку кромок: Толщина тенки трубы, мм: без скоса для ручной дуговой сварки 2-4 без скоса для газовой сварик 1-3 с односторонним скосом под углом 30±3° для ручной дуговой сварки 3-20 с односторонним скосом под углом 30±3° для газовой сварки 4-7 Толщина стенки, мм 1-6 2-3 3-8 8-20 Зазор между кромками, мм: для ручной дуговой сварки –|0, 5|1|2 для газовой сварки 0, 5|1| -|- Электроды для сварки труб должны обеспечивать наплавленный металл с временным сопротивлением и пределом текучести не менее нижнего нормативного предела у основного металла, а показатели пластичности металла шва для трубопроводов горячей воды и пара по правилам Госгортехнадзора должны отвечать следующим минимальным нормам:
Сварные стыки труб подвергаются различным видам контроля качества и обязательно выборочному просвечиванию в количестве 5-10 % (первая проверка) и 10-15 % (вторая проверка) от числа стыков, сваренных каждым сварщиком. Обязательному металлографическому контролю подлежат стыки трубопроводов Ι и Ι Ι категории для перегретого пара и горячей воды. К Ι категории относятся трубопроводы перегретого пара с давлением выше 4 МПа и температурой выше 350 °С и горячей воды с температурой выше 184 °С; ко Ι Ι категории - трубопроводы перегретого пара с давлением 3, 9 МПа и температурой до 350 °С и горячей воды с температурой от 80 до 184 °С. Для труб из углеродистых и низколегированных сталей для металлографического исследования вырезают по одному шлифу, для труб из аустенитной стали – по четыре шлифа. Трубопроводы газовых сетей для жилых, общественных и производственных зданий, работающие под давлением до 1, 2 МПа, изготавливают в соответствии с требованиями, которые содержат Строительные нормы и правила. Согласно этим нормам сборка трубопроводов производится на сварочных прихватках длиной 30-40 мм и высотой, равной половине толщины стенки. Техника сварки стыков трубопроводов принимается в зависимости от диаметра трубы, толщины её стенки и химического состава металла. Различными технологическими приемами свариваются поворотные и неповоротные стыки трубопроводов.
Корневой шов выполняется электродами 1, 6-3 мм в зависимости от толщины стенки трубы, а остальные швы могут выполняться более производительными видами сварки (автоматом или полуавтоматом). При ручной сварке всего стыка целесообразно выполнять его в несколько слоев: при толщине стенки 4-5 мм-в два слоя (не считая корневого), при 10-12 мм-в четыре слоя электродами диаметром 3-4 мм. Ручная газовая сварка выполняется только в один слой. Ручную дуговую сварку стыков трубопроводов выполняют двумя способами: сверху вниз и снизу вверх. Сварка сверху вниз происходит на большой скорости и с меньшим сечением валика (с меньшим количеством шлака), это приводит к лучшей структуре и большей вязкости металла шва, что особенно важно при работе на морозе. Другие преимущества способа сварки сверху вниз заключается в меньшем усилении шва, снижении времени на зачистку от шлака и в отсутствии необходимости заварки кратера. Сварка сверху вниз выполняется электродами марок ОЗС-9, ВСЦ-1, ВСЦ-2, ВСФС-50. Этими же электродами можно выполнять сварку и снизу вверх. Режим дуговой ручной сварки стыков труб выбирают в зависимости от марки и диаметра электрода и слоя шва Таб. Таб. Сварочный ток, применяемый для сварки электродами с фтористо-кальциевым покрытием, А
Соединений труб выполняется в стык и втавр. Удовлетворительные результаты при сварке труб диаметрами от ½ до 2 дюймов получаются при использовании проволоки диаметром 0, 6-1 мм. Зазоры между кромками при сборке под сварку могут колебаться в пределах от 0 до 3 мм. Скорость дуговой сварки выше скорости газовой в 2, 3-2, 5 раза, марка проволоки Св-08Г2С. Сварка призводится на постоянном токе при обратной полярности. Перевод на дуговую сварку внутренних сантехнических систем снизил стоимость сварочных работ в два раза по сравнению с газовой сваркой. Для работ ремонтного характера в помещениях наиболее удобно применение полуатомата «Луч» с питанием от осветительной сети со сварочной проволокой марки Св-15ГСТЮЦА по ГОСТ 2246-70, которая не требует газовой защиты. Масса полуавтомата со сварочным проводом и заряженной кассетой 2 кг. Порядок ручной дуговой сварки поворотных стыков труб диаметром более 200 мм. Стык труб соединяется тремя симметрично расположенными прихватками. Окружность стыка размечается для сварки на четыре участка. Кружками отмечены точки начала и окончания шва, а стрелками-направление сварки. Первый слой сваривают электродом диаметром 4 мм при токе 120-150 А узким валиком в направлении снизу вверх, а затем, повернув трубу на 90°, заваривают последние противоположные участки первого слоя. После этого электродом диаметром 5 мм при токе 200-250 А накладывают в одном направлении второй и в противоположном второму слою третий слой. Перспективными по механизации поворотных трубопроводов являются специальные установки. Рис.
Рис. Порядок сварки стыков труб с поворотом: а-места размещения прихваток и участков шва (А, Б, В, Г), б-выполнение первого слоя на участках А-Б и Г-В, в-поворот стыка и выполнение первого слоя на участках Г-А и В-Б, г-выполнение второго слоя шва напроход, д-выполнение третьего слоя шва на проход в обратном направлении.
Порядок ручной дуговой сварки неповоротных труб диаметром 250-500 мм на рис.
Рис. Порядок сварки стыков неповоротных труб: а-сборка труб на прихватках, б, в, г-выполнение первого, второго и третьего слоев; А, Б, П-границы участков первого слоя шва, Т, К-то же, для второго слоя шва, 1-7-последовательность выполнения слоев шва на участках. Первый слой накладывают тремя участками. Второй и третий слои-двумя участками, смещая их между собой на 50-100 мм. В указанном порядке можно производить сварку стыка сверху вних, применяя электроды с целлюлозным покрытием ОЗС-9 и ВСЦ-1, дающие мало шлака.
Стыки труб диаметром более 500 мм делят по окружности на 6-8 участков и технологию сварки строят так, чтобы по возможности обеспечить равномерное охлаждение металла стыка, в результате чего получается менее напряженный металл стыкового соединения. Когда нельзя сваривать стык ни с поворотом, ни в потолочном положении, тогда применяют сварку с козырьком. Рис.
Рис. Порядок сварки стыков труб козырьком.
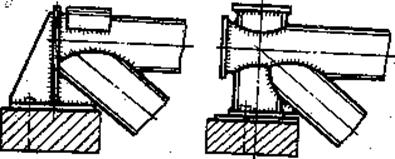
Трубы, применяемые для изготовления ферм, стоек, колонн, опор и других строений, свариваются с различными углами сопряжений (рис.).
Рис. Сопряжение труб под разными углами. В этих случаях наиболее сложна и ответственна подготовка кромок под сборку и сварку. Сборочные прихватки делают в удобных местах сопряжения. Швы по контуру сопряжения соединяемых трубчатых элементов лучше выполнять по принципу обратноступенчатой сварки.
Защиту корня шва обеспечивают поддувом газа с внутренней стороны трубы. В этом случае газ способствует формированию обратного валика. Для поддува используют аргон.
Дефектами сварных соединений принято называть отклонения от норм, предусмотренных ГОСТами, техническими условиями и чертежами проектов. В этих нормах предусматриваются: геометрические размеры сварных швов (высота и ширина), сплошность, герметичность, прочность, пластичность, химический состав и структурные составляющие металла шва. Заключение. Подготовка к выполнению письменной экзаменационной работы по теме: проводилась мной в течении всего срока обучения с детального изучения устройства и принципов работы механизмов, а также процессов его технического обслуживания и ремонта. Выполнение данной письменной работы необходимо для установления наиболее рационального и качественного выполнения работ по ремонту и техническому обслуживанию техники и оборудования. В процессе изучения данной работы мной технически и практически изучались принципы выполнения сварки кольцевого шва, козырьком, различные приемы и методы ремонта, используемое оборудование, специализированный инструмент, приборы. Выпуск сварных конструкций и уровень механизации сварочных работ растут из года в год. Получаемая за счет применения сварки ежегодная экономия исчисляется многими сотнями миллионов рублей. Достигнутые успехи в области автоматизации и механизации сварочных процессов позволили коренным образом изменить технологию изготовления таких важных объектов, как домашние печи, мосты, трубопроводы суда, химическое оборудование, гидротурбины. Применение сварки способствует совершенствованию машиностроения и развитию новых отраслей техники – ракетостроения, атомной энергетики, радиоэлектроники, позволяет уменьшить затраты на единицу продукции, сократить длительность производственного цикла, улучшить качество изделий Использование данных знаний и приемов труда позволило мне видеть и отразить в работе наиболее безопасные, экономически эффективные приемы ремонта приборов. Также мною было изучено теоретически и практически изготовление балок, получил общее представление о металлургических и физических процессах в сварочной ванне и свариваемости металлов. Познакомился с особенностями расчетов сварных соединений на прочность, с различными видами сварки, применяемых при изготовлении кольцевого шва, козырьком. . Овчинников В.В. Технология электросварочных и газосварочных работ: учебник для начального профессионального образования / В.В. Овчинников. – М.: Академия, 2010 Фоминых В.П., Яковлев А.П. Шебеко Л.П. Герасименко А.И Чебан В.А. Сварка взрывом. Холодная сварка. Магнитно-импульсная сварка. Сварка прокаткой. Применяется на металлургических заводах по производству слоисто прокатного металла (например тонкий слой нержавеющий стали плюс толстый слой низкоуглиродистой стали). Является высокопроизводительной и экономичной. Дугопресовая сварка. Основана на нагреве металла торцов трубы вращающейся дугой и дальнейшим прессованием труб между собой. Сварка выдавливанием. Применяется на заводах с автоматическими линиями в производстве разного рода заготовок из некоторых марок алюминиевых сплавов.
1.1.2 Принадлежность и инструмент сварщика. Для зажатия электрода и подвода к нему сварочного тока служит электродо-держатель. Более совершенными являются электродо-держатели с пружинами. Рис. Рис. Типы электродо-держателей: а-с продольной пружиной, б-с поперечной пружиной.
применяются так же винтовые, пластинчатые, вилочные и другие типы электродо-держателей. Согласно ГОСТ 14651-78Е электродо-держатели выпускаются трёх типов в зависимости от силы сварочного тога: 1типа-для тока 125 А; 2 типа-125-315 А; 3 типа-315-500 А. Электродо-держатель должен выдерживать без ремонта 8000 зажимов электродов. Время смены электрода не должно превышать 4с.
Защитные стёкла (светофильтры) предназначены для защиты глаз и кожи лица от лучей дуги, брызг металла и шлака. Основные выди светофильтов: Таб. Светофильтры
Размер светофильтра 52 × 102 мм. Светофильтр вставляется в рамку щитка или маски. Светофильтр защищают от брызг снаружи обычным оконным стеклом. Прозрачное стекло сменяется по мере загрязнения.
Для присоединения к свариваемогу изделию провод часто снабжают быстродействующим зажимом, изготовленным из электропроводного металла(меди, бронзы). Зажимы могут быть пружинного или винтового типа Рис.
Проводом от источника питания до изделия может служить алюминиевая или стальная шина, уложенная в деревянном кожухе. Сечение медных проводов выбираются по установленным нормативам для электротехнических установок 5-2 А/мм² при токах 100-300 А. Одежда сварщика. Куртка и брюки-шьются из брезента, иногда из сукна или асбестовой ткани. Брюки надеваются поверх обуви для предохранения ног от ожогов горячими огарками, образующимися при смене электродов, и брызгами металла. Одежда из прорезиненного материала не применяется, так как легко прожигается нагретыми частицами металла. Все сварщики должны пользоваться брезентовыми рукавицами. При выполнении сварочных работ внутри замкнутых сосудов(котлов, ёмкостей, резервуаров и др) сварщиков обеспечивают резиновыми ковриками, галошами, особыми наколенниками, подлокотниками и деревянными подставками. Популярное:
|
Последнее изменение этой страницы: 2017-03-03; Просмотров: 992; Нарушение авторского права страницы


 Щитки и маски изготавливаются согласно ГОСТ. Материалом служит чёрная фибра или пластмасса с матовой поверхностью. Масса щитка не должна превышать 0, 48 кг. Маски – 0, 50 кг.
Щитки и маски изготавливаются согласно ГОСТ. Материалом служит чёрная фибра или пластмасса с матовой поверхностью. Масса щитка не должна превышать 0, 48 кг. Маски – 0, 50 кг. Провод, соединяющий свариваемое изделие с источником питания, может быть менее гибким и более дешёвым. В этом случае применяют провод марки ПРГ (ГОСТ 20520-80).
Провод, соединяющий свариваемое изделие с источником питания, может быть менее гибким и более дешёвым. В этом случае применяют провод марки ПРГ (ГОСТ 20520-80). 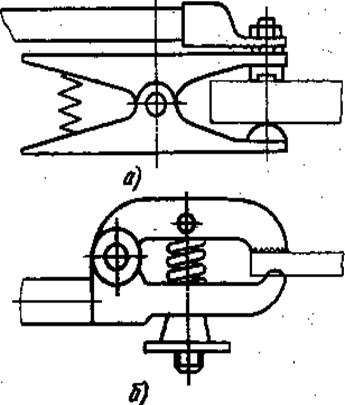
 Рис. Зажимы для присоединения сварочного провода к свариваемому изделию: а-пружинный, б-винтовой.
Рис. Зажимы для присоединения сварочного провода к свариваемому изделию: а-пружинный, б-винтовой.

 1.1.3 Подготовка труб под сварку.
1.1.3 Подготовка труб под сварку. 1.1.4 Выбор силы тока.
1.1.4 Выбор силы тока. В многослойных швах сварка первого слоя электродом малого диаметра рекомендуется для лучшего провара корня соединения. Это относится как к стыковым, так и к угловым швам.
В многослойных швах сварка первого слоя электродом малого диаметра рекомендуется для лучшего провара корня соединения. Это относится как к стыковым, так и к угловым швам. Числовыми коэффициентами формы и выпуклости шва задаются при проектировании сварных изделий. Например, коэффициент формы провара при ручной дуговой сварке может быть принят от 1 до 20.
Числовыми коэффициентами формы и выпуклости шва задаются при проектировании сварных изделий. Например, коэффициент формы провара при ручной дуговой сварке может быть принят от 1 до 20. 1.1.5 Оборудование для процесса сварки
1.1.5 Оборудование для процесса сварки

 1.1.6 Сварка кольцевого шва козырьком.
1.1.6 Сварка кольцевого шва козырьком. Таб.
Таб. Ручная сварка стыков труб. Покрытыми электродами используется при наложении корневого шва без подкладных колец, а также при изготовлении и монтаже трубопроводов в неудобных для механизированной дуговой сварки условиях: стыки коленообразного гнутого трубопровода, стыки трубопровода, проходящего через естественные преграды (водные, горные и др.), соединение секций в длинные плети, приварка фланцев, заглушек и т. д.
Ручная сварка стыков труб. Покрытыми электродами используется при наложении корневого шва без подкладных колец, а также при изготовлении и монтаже трубопроводов в неудобных для механизированной дуговой сварки условиях: стыки коленообразного гнутого трубопровода, стыки трубопровода, проходящего через естественные преграды (водные, горные и др.), соединение секций в длинные плети, приварка фланцев, заглушек и т. д. Для повышения производительности и качкства сварки сантехнических труб рекомендуется полуавтоматическая дуговая сварка в углекислом газе и самозащитной проволокой взамен газовой.
Для повышения производительности и качкства сварки сантехнических труб рекомендуется полуавтоматическая дуговая сварка в углекислом газе и самозащитной проволокой взамен газовой.

 Применяют сварку комбинированными способами в зависимости от наличия электродов: первый слой сваривают сверху вниз электродами ВСЦ-1 или ОЗС-9, второй слой электродами УОНИИ-13/45 и третий слой электродами УОНИИ-13/55, АНО-9.
Применяют сварку комбинированными способами в зависимости от наличия электродов: первый слой сваривают сверху вниз электродами ВСЦ-1 или ОЗС-9, второй слой электродами УОНИИ-13/45 и третий слой электродами УОНИИ-13/55, АНО-9. 

 Трубные узлы из высоколегированных сталей и сплавов изготовляют дуговой свркой неплавящимся электродом в защитном газе. Кроме ручной дуговой сварки возможно применение полуавтоматической. Для труб с толщиной стенки менее 1 мм целесообразно импульсно-дуговая сварка.
Трубные узлы из высоколегированных сталей и сплавов изготовляют дуговой свркой неплавящимся электродом в защитном газе. Кроме ручной дуговой сварки возможно применение полуавтоматической. Для труб с толщиной стенки менее 1 мм целесообразно импульсно-дуговая сварка. 1.1.7 Проверка на дефектность.
1.1.7 Проверка на дефектность. Список литературы.
Список литературы.