
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Алгоритмы проектных расчетов электрометаллургического оборудования.
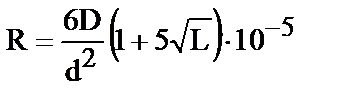
При расчетах электрометаллургического оборудования первостепенное значение имеет учет взаимосвязи электрических режимов плавки, электротехнических и конструктивных параметров оборудования. Рассмотрим эти аспекты проектных расчетов на примерах широко распространенных типов конструкций – вакуумных дуговых печей. При проектировании вакуумных дуговых печей (ВДП) наиболее важными являются следующие вопросы, непосредственно связанные с электротехническими параметрами проектируемой конструкции: закономерности электрического режима плавки; кристаллизация слитка; технология и электрический режим плавки; определение продолжительности периодов плавки, удельного расхода электроэнергии и производительности печи; выбор и расчет источника питания, водяного охлаждения и вакуумной системы печи. Среди проектных параметров вакуумных дуговых печей одним из наиболее важных является отношение диаметра электрода d к диаметру кристаллизатора D. Имеется такое значение отношения d/D, при котором наблюдается наилучшая очистка металла. В среднем оптимальное значение d/D = 0, 7–0, 75. При меньшем значении d/D ванна неравномерно прогревается дугой, при большем – величина зазора между электродом и кристаллизатором становится слишком малой и препятствует откачке газов из зоны плавки. В связи с этим указанное отношение принимается на первом этапе проектирования, после чего выполняются остальные расчеты. Рассмотрим связь основных проектных расчетов с параметрами электрода и кристаллизатора. Закономерности электрического режима плавки, связывающие основные проектные параметры печи с характеристиками режима, выражаются следующими основными формулами. Падение напряжения на дуге UД, В, при вакуумной дуговой плавке описывается выражением UД = Uк + RI, где Uк – катодное падение напряжения, В; I – сила тока, А; R – сопротивление столба дуги, Ом. В свою очередь Uк зависит от диаметра электрода: Uк = U0к + 14d, где d – диаметр электрода, м; U0к – катодное падение напряжения, не зависящее от диаметра электрода, для стали U0к » 18 В. Сопротивление столба дуги R, Ом, зависит от диаметра электрода d, диаметра кристаллизатора D и длины дуги L в соответствии с выражением
где d, D, и L выражены в метрах. Обычно плавки проводят при длине дуги L » 0, 02 м. Очень важным критерием электрического режима является скорость оплавления электрода, или скорость плавки g. Из энергетического баланса электрода вытекает следующее выражение для скорости плавки:
где g – скорость плавки, кг/с; φ – работа выхода электрона, В; Va – потенциал возбуждения атомов газа или пара, в котором горит дуга, В; ψ – коэффициент, определяющий тепловые потери боковой поверхности электрода, вт/м (для стали ψ » 3× 105 Вт/м); Q – количество энергии, необходимой для нагрева единицы массы металла от 20 °С до температуры плавления и для расплавления металла, Дж/кг. Для данных металла, диаметров электрода, кристаллизатора и длины дуги большинство входящих в формулу (16) величин являются постоянными. Поэтому эта формула может быть представлена в упрощенном виде, более удобном для расчетов: g = K(I – I0), где K – постоянный коэффициент, кг/(А× с); I0 – сила тока, определяющая мощность, идущую на покрытие тепловых потерь электрода, А. Для стали при d/D » 0, 7 зависимость K и I0 от диаметра кристаллизатора описывается выражениями: K = 0, 75× (1, 2 + D)× 10-5; I0 = 7D/(1, 2 + D)× 103. Кристаллизация слитка представляет интерес преимущественно с той точки зрения, что степень рафинирования металла зависит от времени его пребывания в жидком состоянии τ ж, с. Это время определяется объемом жидкой ванны, т.е. массой жидкого металла и скоростью кристаллизации vкр: τ ж = G/vкр. Масса жидкого металла G зависит в основном от силы тока и времени наплавления слитка τ. Чем больше сила тока, тем больше объем жидкой ванны и масса жидкого металла. В начальный период плавки, когда происходит процесс формирования ванны, ее объем при неизменном электрическом режиме увеличивается по мере наплавления слитка. При этом объем ванны стремится к некоторому предельному, стабильному значению, характерному для данного режима плавки. Предельные значения массы жидкого металла Gст, кг, и глубины жидкой ванны Hст, м, описываются выражениями: Gст = KG(I – I0G), Hст = KH(I – I0H), где KG, кг/А, и KH, м/А – постоянные коэффициенты; I0G = I0H – максимальная сила тока, при которой сила тока еще отсутствует и глубина жидкой ванны равна нулю, А. Для определения τ ж, кроме значения G, необходимо также знать величину скорости кристаллизации vкр. При установившемся режиме кристаллизации, когда G = Gст, скорость кристаллизации металла равна скорости его поступления в ванну, т.е. равна скорости плавки: vкр = g. При неустановившемся режиме, когда объем ванны либо увеличивается, либо уменьшается во времени, скорость кристаллизации равна vкр = g – dG/dτ. Поскольку величины g и G зависят от силы тока, то и значение τ ж также должно зависеть от электрического режима. При установившемся режиме плавки с увеличением силы тока величина τ ж увеличивается, постепенно приближаясь к предельному значению, определяемому выражением τ жlim = KG/K. Таким образом, повышение силы тока с точки зрения влияния на процессы всплывания включений следует считать положительным фактором. Однако кроме чистоты металла по газам и неметаллическим включениям при плавке в ВДП ставится и вторая, не менее важная задача – получение металла с минимальной сегрегацией примесей. Опыт показывает, что при дуговой вакуумной плавке структура металла может быть неоднородной, а степень сегрегации примесей – неодинаковой по сечению слитка. При этом степень этой неоднородности существенно зависит от электрического режима плавки. В среднем для расчетов можно принять, что при переплаве сталей и сплавов на базе никеля и железа оптимальные условия кристаллизации соблюдаются при условии H » 0, 5D. Зависимость Hст от силы тока для стали находится из формулы Hст = 0, 22(4, 2 + D)I× 10-4 – 0, 82D, м. При совместном решении последних двух равенств можно найти уравнение электрического режима, отвечающего оптимальным условиям кристаллизации. Оптимальная линейная плотность составит jопт = (I/D)опт = 6, 5× 104/(4, 2 + D), А/м. Технология и электрический режим плавки. Одним из основных требований, предъявляемых к плавкам в ВДП, является повышение выхода годного металла. Для этого необходимо так подбирать электрический режим плавки, чтобы по высоте слитка обеспечивалась бы максимальная степень стабильности условий кристаллизации и условий рафинирования металла. Это может быть обеспечено при условии, если среднее время пребывания металла ванны в жидком состоянии будет постоянным в течение всей плавки. Следовательно, необходимо поддерживать при плавке такой электрический режим, чтобы в любой момент значение τ ж равнялось бы этому значению на рабочем этапе плавки, когда объем жидкой ванны достиг предельного значения, т.е. τ ж = Gp/gp, с, где Gp – масса жидкого металла на основном, рабочем этапе плавки, кг; gp – скорость плавки (кристаллизации) на основном рабочем этапе, кг/с. Анализ показывает, что для соблюдения указанного условия необходимо, чтобы плавка начиналась при бесконечно большой силе тока, которая потом постепенно по определенному закону снижалась бы до нормальной, рабочей величины. Однако практически трудно начинать плавку при чрезмерно большой силе тока: источники питания, рассчитанные на нормальную рабочую силу тока печи, не выдерживают значительных перегрузок. Вместе с тем, установка на печах источников питания, значительно превышающих по мощности источники, рассчитанные на нормальный режим, экономически нецелесообразна. Установлено, что приемлемые результаты достигаются, если плавка начинается при силе тока, в два раза превышающей рабочую, т.е. при I=2Iр. Предметом особой заботы является режим выведения усадочной раковины. При снижении мощности в конце плавки удается довольно полно вывести усадочную раковину. Однако при переплаве сталей и сплавов особо ответственных марок все равно приходится отрезать головную часть слитка, т.к. на макротемплете слитка отчетливо виден след фронта кристаллизации в момент снижения мощности. Кроме того, структура верхней части слитка может резко отличаться от структуры основного тела слитка. Причиной этого является резкое изменение скорости кристаллизации при резком изменении силы тока. Для обеспечения характера кристаллизации, исключающего указанные явления, необходимо, чтобы величина dI/dτ была бы монотонной и непрерывной функцией. Тем более монотонной и непрерывной должна быть функция изменения силы тока во времени. Это условие позволяет сохранить в головной части слитка структуру, аналогичную структуре основного тела слитка, и существенно снизить обрезь головной части. Указанные условия соблюдаются при выведении усадочной раковины по следующему закону
где Δ I » 0, 01Iр – максимально допустимый импульс тока, не приводящий к заметному изменению структуры слитка; γ ж – плотность жидкого металла, кг/м3. Таким образом, проектные расчеты вакуумных дуговых печей основаны на физических закономерностях процессов плавки и кристаллизации, а также технических требованиях к качеству получаемого металла, учитываемых при обосновании технологических режимов работы печи. На инженерном уровне большинство проектных параметров оказываются тесно связанными с диаметрами электрода и кристаллизатора, которые и являются фактически основными расчетными характеристиками. Рассмотрение типовых алгоритмов проектных расчетов металлургического оборудования показывает наличие четко выраженных зависимостей конструктивных параметров от технологических требований и режимов. Эти зависимости в большинстве случаев оказываются уникальными и полностью определяются физикой, химией, механикой технологических процессов металлургического характера. Рассмотрим далее модели, методы и алгоритмы расчетов, практически общие для всех видов оборудования. Речь идет о расчетах условий работы и прочности несущих конструкций металлургического оборудования.
5. МОДЕЛИРОВАНИЕ АВАРИЙНЫХ СИТУАЦИЙ ПРИ ПРОЕКТИРОВАНИИ ЭКСКАВАТОРОВ Постановка задачи моделирования аварийных ситуаций при проектировании экскаваторов обусловлена следующими соображениями. В силу сложности конструктивных форм, кинематики и условий эксплуатации экскаваторов, несовершенства моделей и методов их проектирования наблюдаются многочисленные отказы, разрушения и аварии машин. При этом большой интерес представляет поведение конструкции в условиях аварийной ситуации. Особый интерес представляют два вопроса: насколько велики окончательные повреждения и разрушения конструкции; обеспечена ли безопасность персонала при возникновении аварийной ситуации. Ответ на эти вопросы зависит от свойств конструкции экскаватора как электромеханической системы, включенной во взаимодействие с комплексом факторов внешней среды, и носит преимущественно качественный характер. При традиционных подходах к проектированию ответов на эти вопросы не существует, да и сами вопросы не ставятся, по крайней мере, для конструкций экскаваторов. Целесообразность получения такой информации заключается в том, что, имея возможность прогнозирования развития аварийной ситуации, конструктор получил бы возможность варьирования конструктивных форм и технических решений, создавая наиболее безопасную и наименее повреждаемую конструкцию. В настоящее время неизвестны методы, позволяющие прогнозировать характер поведения экскаваторов при получении ими начального повреждения, инициирующего тяжелую аварию или катастрофическое разрушение. По-видимому, для реальных машин и конструкций с учетом всего многообразия влияющих факторов аналитическая постановка и решение такой задачи принципиально невозможны. В связи с этим в качестве методов исследования выбран комплекс численных методов, имитационных алгоритмов и их компьютерных реализаций. Популярное:
|
Последнее изменение этой страницы: 2017-03-11; Просмотров: 936; Нарушение авторского права страницы
 ,
,  ,
,  ,
,