|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Выбор метода получения заготовки и технико-экономическое обоснование выбора метода получения заготовки (2)
Метод получения заготовок для деталей машин, их качество Основными видами заготовок для деталей являются заготовки, полученные литьем; обработкой давлением; резкой сортового и профильного проката; комбинированными методами; специальными методами. На выбор метода получения заготовки влияют следующие факторы: — технологические характеристики материала детали, т.е. его литейные свойства (для отливок) и способность деформироваться при обработке давлением (для поковок), а также структурные изменения материала заготовки в результате применения того или иного метода (расположение волокон в поковках, величина зерна в отливках и т.д.); - конструктивные формы и размеры заготовки; - требуемая точность размеров и качество поверхностей; - величина программы выпуска и время, на которое рассчитано ее выполнение. В частности, поковки и прокат выбираются в качестве заготовок для деталей типа валов, шестерен, осей, рычагов и др., изготовленных в основном из углеродистой и легированной стали. Эти детали испытывают при эксплуатации большие нагрузки. Отливки применяют для деталей, изготовленных из чугуна, литейных сталей, цветных металлов и сплавов. Это корпусные детали, маховики, втулки, гильзы и др., к механическим характеристикам которых, в частности к прочности, не предъявляются высокие требования. Выбор метода получения заготовки определяется: а) технологической характеристикой материала детали, т. е. его механическими свойствами и способностью претерпевать пластические деформации при обработке давлением, литейными свойствами, а также структурными изменениями материала заготовки; б) конструктивными формами, массой и размерами заготовки; в) требуемой точностью выполнения заготовки и качеством ее поверхностных слоев; г) величиной объема выпуска и временем, на которое рассчитано выполнение этого задания; д) экономичностью метода получения заготовки. Выбрать заготовку — это значит установить способ ее получения, определить величины припусков на обработку каждой поверхности При разработке заготовки детали необходимо придерживаться следующего порядка изложения: – выбирается метод получения заготовки с учетом вышеприведенных признаков; – на все обрабатываемые поверхности по ГОСТ 7505-89 и ГОСТ 26645-85 назначаются припуски и допуски на обработку; – выполняется чертеж или эскиз заготовки, подсчитывается масса – рассчитывается стоимость заготовки; – производится сопоставление нескольких методов получения заготовки с целью выбора более экономичного и рационального варианта. В курсовом проекте рассматриваются, как минимум, два метода получения заготовки. Стоимость заготовок по рассматриваемым вариантам рассчитывается по следующей методике, с учетом цен, действующих на момент расчета. Стоимость заготовок из проката
где
где
Затраты на материал определяются по массе проката, требующегося на изготовление детали, и массе сдаваемой стружки. При этом необходимо учитывать стандартную длину прутков и отходы в результате некратности длины заготовок этой стандартной длине
где Q — масса заготовки, кг.; S — цена 1 кг. материала заготовки, руб.; q — масса готовой детали, кг.; Sотх — цена 1 т отходов, руб. Стоимость металлов и заготовительные цены на стружку и отходы черных и цветных металлов необходимо узнавать на предприятиях во время прохождения производственной практики. Стоимость заготовок, получаемых такими методами, как литье в обычные земляные формы и кокили, литье по выплавляемым моделям, литье под давлением, горячая штамповка на молотах, прессах, ГКМ можно определить по формуле
где Базовую стоимость заготовок (1 т или 1штуки) необходимо узнавать на предприятиях во время прохождения производственной практики. Коэффициенты выбираются по источнику [2], стр. 33…38. Экономический эффект для сопоставления способов получения заготовок, при которых технологический процесс механической обработки не меняется, может быть рассчитан по формуле
где
Результаты вычислений рекомендуется сводить в таблицу Таблица 6— Варианты получения заготовок
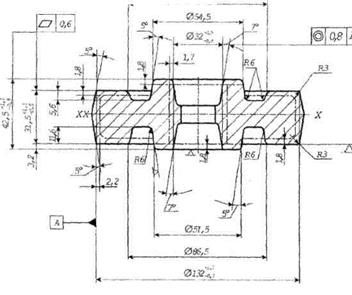
При выборе заготовки необходимо решить следующие вопросы: - установить способ получения заготовки; - рассчитать припуски на обработку каждой поверхности - рассчитать размеры и указать допуски на заготовку; - разработать чертеж заготовки. Согласно ГОСТ 26645 - 85 [5], точность отливки характеризуется четырьмя показателями: - классом размерной точности (22 класса); - степенью коробления (11 степеней); - степенью точности поверхностей (22 степени); - классом точности массы (22 класса). Обязательному применению подлежат классы размерной точности и точности массы отливок. Стандартом предусмотрено 18 рядов припуска отливок В технических требованиях чертежа отливки должны быть указаны нормы точности отливки в следующем порядке: - класс размерной точности; - степень коробления; - степень точности поверхностей; ~ класс точности массы; - допуск смещения отливки. Пример условного обозначения точности отливки 8-го класса размерной точности, 5-й степени коробления, 4-й степени точности поверхностей, 7-го класса точности массы с допуском смещения 0, 8 мм: Точность отливки 8-5-4-7 См 0, 8 ГОСТ 26645 - 85. Исходным при оформлении чертежа отливки является рабочий чертеж детали, на который наносятся общие припуски; общие допуски, включающие допуски размеров, формы и расположения поверхностей; формовочные уклоны; радиусы сопряжений между стенками отливки. Общие припуски назначаются в зависимости от общих допусков на элементы отливок, вида окончательной механической обработки и порядкового номера ряда припусков отливки, а общий допуск включает допуск линейных размеров отливки и допуск формы и расположения поверхностей элементов отливок Далее составляются технические требования к отливке, указывается масса и шероховатость ее поверхностей [5]. Согласно ГОСТ 7505-89 [4] на чертежах поковок необходимо обозначить: - класс точности Т1 - Т5 - в зависимости от применяемого кузнечно-прессового оборудования (молота, пресса, ГКМ и т.д.); - группу стали: Ml - сталь с массовой долей углерода до 0, 35% и легирующих элементов до 2%; М2 - с углеродом св. 0, 35% до 0, 65% и легирующих элементов - 2 - 5%; МЗ - углерод св. 0, 65% и легирующих элементов св. 5%. - степень сложности — С1 — С4. В зависимости от этих показателей, а также массы поковки определяется величина исходного индекса, число которых согласно [4] равно 23. По выбранному индексу определяются основные припуски на обработку, допуски и допускаемые отклонения. В [4] (табл. 20, приложение 3) приведены значения коэффициента Кр для определения ориентировочной расчетной массы поковки в зависимости от характера детали и ее типовых представителей. Ниже приведен пример расчета и оформления чертежа поковки для детали типа шестерня. Данный расчет включает выбор: 1. Значений припусков и кузнечных напусков, размеров поковки и их допускаемых отклонений. Пример.Необходимо выбрать метод получения заготовки детали " шестерня" (рис. 1) и разработать чертеж заготовки. Штамповочное оборудование - кривошипный горячештамповочный пресс (КГШП). Нагрев заготовки - индукционный. 1. Исходные данные по детали. 1.1. Материал - сталь 45ХН2МФА (по ГОСТ 4543): 0, 42 - 0, 5% С; 0, 17 - 0, 37% Si; 0, 5 - 0, 8% Мп; 0, 8 - 1, 1% Сг; 1, 3 - 1, 8 Ni; 0, 2 - 0, 3% Mo; 0, 1-0, 18% V. 1.2. Масса детали- 1, 83 кг. 2. Исходные данные для расчета: 2.1. Масса поковки -3, 3 кг (расчетная): расчетный коэффициент Кр = 1, 8 (см. приложение 3 [4]); 1, 83 х 1, 8 = 3, 3 кг. 2.2. Класс точности - ТЗ (см. приложение 1 [4]). 2.3. Группа стали - М2 (см. табл.1 [4]). Средняя массовая доля углерода в стали 45ХН2МФА 0, 46% С, суммарная доля легирующих элементов - 3, 81% ( 0, 27% Si; 0, 65% Мл; 0, 95% Сг; 1, 55% Ni; 0, 25% Mo; 0, 14% V). 2 4. Степень сложности - CI (см. приложение 2 [4]). Размеры описывающей поковку фигуры (цилиндр), мм: диаметр 134, 2 (127, 8 х 1, 05); высота41 (39 х 1, 05) (где 1, 05 -коэффициент). 26 Масса описывающей фигуры (расчетная) - 4, 55 кг; Gn/G, j, = 3, 3/4, 56 = 0, 72. 2.5. Конфигурация поверхности разъема штампа П (плоская) (см. табл. 1 [4]). 2.6. Исходной индекс - 10 (см. табл. 2 [4]).
089
Рисунок 1 3. Припуски и кузнечные напуски [4]: 3.1. Основные припуски на размеры (см. табл. 3 [4]), мм: 1.4 - диаметр 36 мм и чистота поверхности 6, 3; 1.5 -толщина 39 мм и чистота поверхности 1, 6; 1, 5 - толщина 28 мм и чистота поверхности 6, 3 3.2. Дополнительные припуски, учитывающие: - смещение по поверхности разъема штампа - 0, 3 мм (см. табл. 4[4]); - отклонение от плоскостности - 0, 3 мм (см. табл. 5 [4]) 3.3. Штамповочный уклон: - на наружной поверхности - не более 5° принимается 5°; - на внутренней поверхности - не более 7° принимается 7°. 4. Размеры поковки и их допустимые отклонения (рис. 2): 4.1. Размеры поковки, мм: диаметр 127, 8 + (1, 6 + 0, 3) х 2 = 131, 6, принимается 132; диаметр 36 - (1, 4 + 0, 3) х 2 = 32, 6, принимается 32; толщина 39 + (1, 5 + 0, 3) х 2 = 42, 6, принимается 42, 5; толщина 28 + (1, 5 + 0, 3) х 2 = 31, 6, принимается 31, 5 4.2. Радиус закругления наружных углов - 2, 0 мм (минимальный) принимается 3, 0 мм (см. табл. 7 [4]). 4.3. Допускаемые отклонения размеров (см. табл. 8 [4]), мм: диаметр 132±0, 71, 3, диаметр 32±0, 90, 5, толщина 42, 5±0, 51, 1, толщина 31, 5±0, 51.1. 4.4. Неуказанные предельные отклонения размеров (например, диаметр (86, 5±1, 1 мм) - по п. 5.5 [4]. 4.5. Неуказанные допуски радиусов закругления - по п.5.23 [4]. 4.6. Допускаемая величина остаточного облоя 0, 7 мм - по п. 5.8 [4]. 4.7. Допускаемое отклонение от плоскостности 0, 6 мм – по п. 5.16 [4]. 4.8. Допускаемое отклонение от концентричности пробитого отверстия относительно внешнего контура поковки 0, 8 мм (см. табл. 12 [4]). 4.9. Допускаемое смещение по поверхности разъема штампа 0, 6 мм (см. табл. 9 [4]). 4.10. Допустимая величина высоты заусенца 3, 0 мм по п. 5.10 [4].
Ǿ 90
Рисунок 2
Для изготовления деталей методами резания и пластической деформации применяют также сортовой, специальный прокат и профили. Для механической обработки на токарных автоматах и револьверных станках рекомендуется применять калиброванный прокат по ГОСТ 7417-75 диаметром до 100 мм. Холодную высадку деталей на пресс-автоматах также рекомендуется производить из калиброванного проката диаметром о 25 мм. Специальный прокат применяется в массовом и крупносерийном производстве. При. этом иногда полностью исключается механическая обработка деталей. Гнутые профили (открытые, закрытые и многослойные) используются для уменьшения массы и увеличения жесткости деталей. Экономия металла и уменьшение трудоемкости обработки при их применении составляют соответственно 30 - 70 % и 20 - 40 %. |
Последнее изменение этой страницы: 2017-03-14; Просмотров: 1111; Нарушение авторского права страницы
 (6.7)
(6.7) —затраты на материал заготовки, руб,
—затраты на материал заготовки, руб,  — технологическая себестоимость операций правки, калибрования прутков, разрезки их на штучные заготовки
— технологическая себестоимость операций правки, калибрования прутков, разрезки их на штучные заготовки
 (6.8)
(6.8) — приведенные затраты на рабочем месте, руб/ч;
— приведенные затраты на рабочем месте, руб/ч;  — штучное или штучно- калькуляционное время выполнения заготовительной операции (правка, калибровка, резка и др.)
— штучное или штучно- калькуляционное время выполнения заготовительной операции (правка, калибровка, резка и др.) (6.9)
(6.9) , (6.10)
, (6.10) — базовая стоимость 1 т заготовок, руб;
— базовая стоимость 1 т заготовок, руб;  —коэффициенты, зависящие от класса точности, группы сложности, массы, марки материала и объема производства заготовок.
—коэффициенты, зависящие от класса точности, группы сложности, массы, марки материала и объема производства заготовок. , (6.11)
, (6.11) ,
,  — стоимость заготовки по базовому и проектируемому варианту;
— стоимость заготовки по базовому и проектируемому варианту;  — годовой объем выпуска деталей.
— годовой объем выпуска деталей.