
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Статистических методов контроля ⇐ ПредыдущаяСтр 6 из 6
Контрольная карта (КК) - это простой графический метод оценки степени статистической неуправляемости процесса путем сравнения отдельных статистических данных из выборок или подгрупп групп с контрольными границами. Данные карты могут быть построены для количественных или альтернативных данных.
Альтернативные данные - результат наблюдений наличия (или отсутствия) определенного признака для каждой рассматриваемой единицы выборки и подсчета числа единиц, имеющих (или не имеющих) данный признак или число таких признаков в единице, группе, выборке и т.д. Существует три основных вида контрольных карт (КК). 1. КК Шухарта и ее разновидности. С помощью этих карт оценивают, находится ли процесс в статистически управляемом состоянии. Иногда их используют для приемки процессов, хотя специально они для этого не созданы. 2. Приемочные КК, предназначенные специально для определения критерия приемки процесса. 3. Адаптивные КК для регулировки процесса с помощью планирования его тренда и проведения упреждающей корректировки на основании прогнозов. В данной работе рассматриваются только КК первого вида. В работе рассмотрены КК только для количественных данных. Эти карты имеют следующие преимущества: 1. Большинство размеров и параметров могут быть измерены, т.е. применимость таких карт очень широка. 2. Характеристики процесса могут быть проанализированы безотносительно установленных требований. 3. Хотя получение количественных данных дороже, чем альтернативных, объемы подгрупп для них почти всегда гораздо меньше и применение КК по количественному признаку намного эффективнее. Для данных карт предполагается нормальное распределение характеристик качества размеров внутри выборок. С учетом этого выведены и коэффициенты для расчета контрольных границ. Карты средних В табл. 24 приведены формулы для расчета контрольных границ
Т а б л и ц а 24 — Формулы для расчета контрольных границ UCL и LCL для карт Шухарта с использованием количественных данных
Примечание – Заданы стандартные значения Х0 или μ, R0, S0 σ 0.
Для расчета контрольных границ по данному методу необходимо знать среднюю величину размера Х0(Х) на заданной операции технологического процесса, которая может быть определена по формулам: для отверстий
для валов
или где ES, EI, es, ei – верхние и нижние предельные отклонения размера для отверстия и вала соответственно; IT – допуск на обработку на заданной операции техпроцесса, определяемый по соответствующему квалитету точности. Для того чтобы процесс обеспечивал необходимую точность, должно соблюдаться условие
где ω – поле рассеяния размеров в партии деталей. Для нормального закона распределения ω =6S. Отсюда
Для выполнения данного раздела необходимо для 1-2 операций обработки поверхности произвести расчет границ регулирования для Пример. На токарном станке с ЧПУ обработана партия деталей n = 100 шт. Средний размер деталей деталей Х0 = 52, 53 мм. Предельные значения es = 53, 65 мм и ei = 53, 41 мм, IT = 0, 24 мм. Величину среднеквадратического отклонения S(σ 0) определяем по формуле (6.38)
Для контроля взято 20 выборок объемом 5 шт. каждая. Расчет контрольных границ производим по формулам таблицы 24.
UCL = X0 +A1σ 0 = 52, 53 + 1, 342 · 0, 03 = 53, 57 мм. LCL = X0 – A1σ 0 = 52, 53 – 1, 342 · 0, 03 = 52 49 мм.
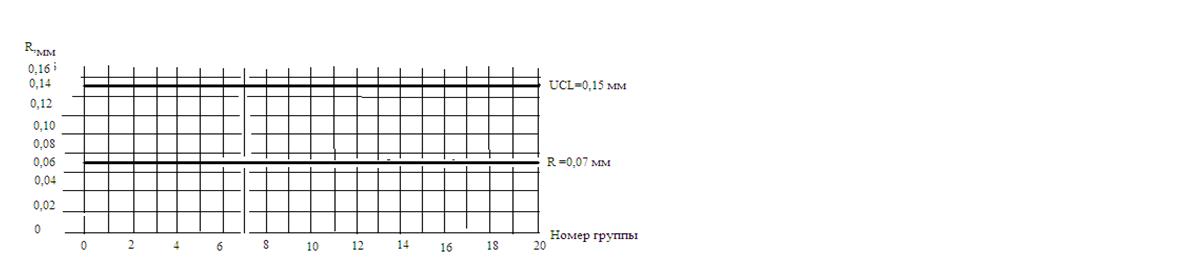
R – карта: UCL = D2σ 0 = 4, 918 · 0, 03 = 0, 15 мм. LCL = D1σ 0 = 0 ( так как n < 7, то LCL отсутствует). Центральная линия: d2σ 0 = 2, 326 · 0, 03 = 0, 07 мм Соответствующие карты приведены на рис. 3 и 4.
Рисунок 3. Карта средних Хср. Т а б л и ц а 25 — Коэффициенты для вычисления границ контрольных карт [10]
Рисунок 4. Карта размахов R
Расчет настроечного размера
При настройке инструмента перед обработкой партии деталей методом автоматического получения размеров центр рассеяния размеров должен быть расположен в той части установленного допуска, чтобы иметь возможность использования всего поля допуска для компенсации размерного износа инструмента и для сокращения количества подналадок за период стойкости инструмента. Например, если настроить резец при точении на середину поля допуска, то для компенсации износа резца можно будет использовать лишь половину допуска на размер. Если же настроечный размер расположен на расстоянии примерно в 1/4 TD от нижнего предельного размера EID ( TD- допуск на размер D), то на компенсацию износа инструмента можно использовать почти три четверти поля допуска. В соответствии с рекомендациями[11, 12] уровень настройки Х0 определяется по одной из следующих формул: - при смещении уровня настройки в процессе обработки к верхнему предельному отклонению ESA поля допуска на обработку (наружное точение)
_ при смещении уровня настройки в процессе обработки к нижнему предельному отклонению EIA поля допуска на обработку (растачивание)
где ESA и EIA – верхнее и нижнее предельные отклонения размера А обрабатываемой поверхности, мм; δ с – смещение уровня настройки за период стойкости инструмента, мм; σ m – среднеквадратическое отклонение размеров при обработке в малой выборке ( характеризует мгновенную погрешность обработки на данной операции), мм; ITН – поле допуска на настройку, мм. Смещение уровня настройки за период стойкости инструмента представляет собой
где Объем мгновенных выборок обычно 4-6 штук. Основной причиной смещения уровня настройки δ С является размерный износ инструмента. При односторонней обработке (точение торца, обработка плоскости и т.п.)
При двусторонней обработке (обработка поверхности вращения, одновременная обработка двух поверхностей и т.п.)
где U 0 – относительный износ инструмента, мкм/км; l – путь резания за период стойкости инструмента, м. Расчет l при обработке деталей производится по формулам 6.21-6.29. Число деталей, обработанных за период стойкости инструмента, может быть определено по формуле
Где Т – период стойкости инструмента, мин; Т0 – основное время обработки одной детали, мин. Эти значения могут быть определены с помощью источника [13]. Величина Т0 может быть рассчитана и по приблизительным формулам, приведенным в приложении 1 [2]. Среднеквадратическое отклонение размеров σ m в малой выборке на данной операции может быть определено исходя из значения поля рассеяния в этой выборке Δ m. По рекомендации ИСО 1938-71 принимается ( при доверительной вероятности Р=0, 95) Δ m = ±2σ m. Откуда
Значения Δ m, как мгновенной погрешности обработки, приведены в табл. 15-18. Так при обработке на токарных станках деталей диаметром 50-80-мм Δ m =Δ сл находится в пределах 19-46 мкм. Допустимая в данных условиях обработки погрешность настройки при распределении ее значений по нормальному закону распределения определяется по формуле
где IT – поле допуска на обработку, мм; Δ m – мгновенное поле рассеяния контролируемого параметра; Δ н.у – абсолютное значение погрешности контроля точности настройки, мм; δ изм – погрешность измерения, мм. Значение Δ н.у представляет собой погрешность метода расчета среднеарифметического значения в малой выборке и может вычислено следующим образом
Где n – объем выборки. Допустимая для данных условий погрешность измерений δ изм принимается по табл. 20. В соответствии с δ изм по [14] выбираются средства измерений. Пример. Рассчитать настроечный размер для операции чистового точения шейки вала диаметром 60, 86-0, 07 мм.
Решение:
3. Определяем Δ н.у = Δ расч. = 4. По [13] принимаем стойкость резца с твердым сплавом Т30К4 Т = 60 мин при подаче Sпр = 0, 3 мм/об. 5. С учетом того, что Т0 = 0, 75 мин (табл. 7) определяем число обработанных деталей за период стойкости резца
6. Рассчитываем длину резания при точении диаметра 60, 86 на длине 73 мм, при Sпр = 0, 3 мм/об при обработке 80 дет
7. По табл. 12 принимаем U0 = 4 мкм/км.
8. Определяем
9. Рассчитываем поле допуска на настройку
10. Рассчитываем настроечный размер
Х0 =
11. Строим графическую схему предельных и настроечного размера на рассматриваемой операции, рис. 5.
Рисунок 5. Схема предельных и настроечного размеров на операции точения
Оформление технологического процесса
Вначале разрабатывается маршрутная карта технологического процесса, (форма 1 и 1б ГОСТ 3.1118-82), затем оформляются операционные карты на все операции технологического процесса механической обработки на бланках (форма 1 и 1а ГОСТ 3.1404-74) операционных карт. Для станков с ЧПУ используются бланки по формам 2, 2а, 3, 4 и 4а по ГОСТ 3.1418. Эскиз операции выполняется на операционной карте с местом для эскиза, а при сложной конфигурации детали — на карте эскизов (форма 5 ГОСТ 3.1105-84). Необходимое количество изображений (видов, размеров, сечений и выносных элементов) на эскизе устанавливается из условия обеспечения ясности изображения обрабатываемой поверхности. На карте эскизов должны быть указаны данные, необходимые для выполнения технологического процесса (размеры, предельные отклонения, обозначения шероховатости поверхности, технические требования и т.д.). Обрабатываемые поверхности изделия следует обводить сплошной линией толщиной, равной 2S, где S — толщина основной линии. На эскизах все обрабатываемые поверхности нумеруются арабскими цифрами. Условные обозначения опор и зажимов на эскизах обработки выполняются в соответствии с ГОСТ 3.1107-81. В операционную карту записываются все переходы, установы, позиции и т.д. в порядке последовательности выполнения их в данной операции. Содержание переходов в соответствии с ГОСТ 3.1702 записывается в повелительном наклонении неопределенной формы (например, точить, сверлить, фрезеровать и т.д.). При одновременной обработке нескольких поверхностей данные об этом должны содержаться в тексте перехода, например «сверлить 5 отверстий в размер 1, 2», «точить поверхности 2, 3, 5 и 6». Допускается указывать в описании перехода характер обработки (например, предварительная, окончательная, одновременная и т.п.). Карта технического контроля с описанием контролируемых параметров, инструментов контроля и средств, обеспечивающих его выполнение, оформляется в соответствии с ГОСТ 3.1502. Карта эскиза технического контроля выполняется в необходимом количестве изображений проекций. Контролируемые параметры нумеруются арабскими цифрами в окружностях диаметром 8 мм, начиная с левого угла по часовой стрелке. Все графы операционных карт должны быть заполнены, а сами карты должны быть подписаны студентом и руководителем проекта.
Графическая часть проекта Графическая часть выполняется в соответствии с ГОСТ 2.301-68 на компьютере с помощью программ «Автокад», «Компас» «Проинжиниринг» и др. Конкретный перечень графических листов определяется руководителем проекта и записывается в задании для курсового проекта. 4.4.1 Чертежи заготовок, полученных литьем, выполняются совмещенными с чертежом детали. При этом контуры отливки и штриховые линии (в разрезах и сечениях) вычерчиваются красным цветом. Чертежи заготовок, полученных штамповкой, вычерчиваются отдельно. Внутри штампованной заготовки тонкими линиями показывается контур детали. Чертеж заготовки, полученной штамповкой, выполняется в соответствии с ГОСТ 7505-84. Заготовки, полученные отрезкой из проката, в графической части проекта не представляются. Технические требования на чертежах детали должны быть тщательно отредактированы и соответствовать ГОСТ 2.316-68. 4.4.2 Операционные эскизы выполняются в соответствии с последовательностью выполнения операций. Деталь на эскизах изображается в рабочем положении, закрепленной в приспособлении. Перечень операций, представленных в графической части, определяет руководитель проекта с обязательным изображением измененных операций, переходов, проходов. Деталь на эскизах изображается в рабочем положении, закрепленной в приспособлении по отношению к рабочему. Количество изображений (видов, размеров, сечений) должно быть достаточным для четкого представления о форме, размерных связях обрабатываемых поверхностей с другими поверхностями детали, а также с базированием и закреплением детали. Деталь и режущие инструменты на эскизах вычерчиваются в произвольном масштабе, но одном для всех эскизов. На операционных эскизах обрабатываемые поверхности вычерчиваются сплошными линиями толщиной 2S. На эскизах должны быть указаны: – размеры обрабатываемых поверхностей с численными значениями предельных отклонений; – шероховатость обрабатываемых поверхностей; – допуски формы и взаимного расположения поверхностей, если они обеспечиваются на данной операции; – направление движения инструментов и детали; – базирование по 6 точкам согласно ГОСТ 21495.
Выводы
Здесь студент должен сделать выводы, вытекающие из проведенных расчетов, на основании которых даются предложения об использовании того или иного метода обработки, схемы резания, инструмента или приспособления для технологического процесса детали, на которую студент разрабатывает технологический процесс. Целесообразность принятого решения желательно подкреплять технико-экономическими расчетами.
|
Последнее изменение этой страницы: 2017-03-14; Просмотров: 482; Нарушение авторского права страницы
 Количественные данные - результат наблюдений, проводимых с помощью измерений и записи численных значений данного показателя качества рассматриваемых единиц выборки.
Количественные данные - результат наблюдений, проводимых с помощью измерений и записи численных значений данного показателя качества рассматриваемых единиц выборки. и размахов R или выборочных стандартных отклонений (S) отражают состояние процесса через разброс характеристик качества R и расположение центра группирования характеристик
и размахов R или выборочных стандартных отклонений (S) отражают состояние процесса через разброс характеристик качества R и расположение центра группирования характеристик  . Поэтому эти карты всегда применяют и анализируют парами.
. Поэтому эти карты всегда применяют и анализируют парами. , R и S-карт, а в табл. 25 — значения коэффициентов для этих формул. В этих таблицах стандартные значения (среднее арифметическое
, R и S-карт, а в табл. 25 — значения коэффициентов для этих формул. В этих таблицах стандартные значения (среднее арифметическое 
 или
или



 ,
, 



 ; (6.34)
; (6.34) ; (6.35)
; (6.35) , (6.36)
, (6.36) , (6.37)
, (6.37) . (6.38)
. (6.38) мм.
мм.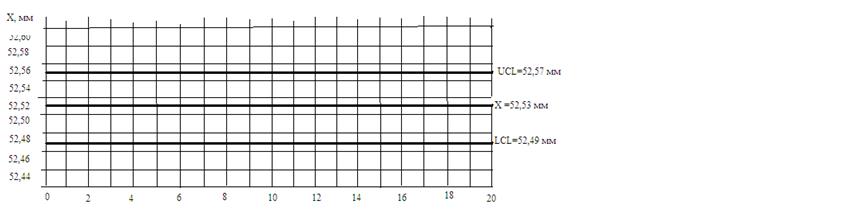
 ; (6.39)
; (6.39) , (6.40)
, (6.40) , (6.41)
, (6.41) ,
,  – средние арифметические значения размеров обработки в последней и в первой мгновенных выборках за период стойкости инструмента.
– средние арифметические значения размеров обработки в последней и в первой мгновенных выборках за период стойкости инструмента. . (6.42)
. (6.42) , (6.43)
, (6.43) , (6.44)
, (6.44) . (6.45)
. (6.45) , (6.46)
, (6.46) н.у = Δ расч. =
н.у = Δ расч. =  , (6.47)
, (6.47) мкм (формула 6.47)
мкм (формула 6.47) шт.
шт. м.
м. мкм.
мкм. мкм.
мкм. мм.
мм.