|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
На тему: ФИЗИКО-МЕХАНИЧЕСКИЕ И ЭКСПЛУАТАЦИОННЫЕ СВОЙСТВА НАНОСТРУКТУРИРОВАННЫХ МЕТАЛЛОКЕРАМИЧЕСКИХ ПОКРЫТИЙ ti-NI-N, ПОЛУЧЕННЫХ ИОННО-ПЛАЗМЕННЫМ ВАКУУМНО-ДУГОВЫМ МЕТОДОМСтр 1 из 3Следующая ⇒
На тему: ФИЗИКО-МЕХАНИЧЕСКИЕ И ЭКСПЛУАТАЦИОННЫЕ СВОЙСТВА НАНОСТРУКТУРИРОВАННЫХ МЕТАЛЛОКЕРАМИЧЕСКИХ ПОКРЫТИЙ ti-NI-N, ПОЛУЧЕННЫХ ИОННО-ПЛАЗМЕННЫМ ВАКУУМНО-ДУГОВЫМ МЕТОДОМ
Выполнил: Студент В.А. Черезова Группа НМ-08-1 Научный руководитель работы И.В. Блинков Оценка __________________
Москва 2012 МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ РОССИЙСКОЙ ФЕДЕРАЦИИ ФЕДЕРАЛЬНОЕ ГОСУДАРСТВЕННОЕ АВТОНОМНОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ ВЫСШЕГО ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ «НАЦИОНАЛЬНЫЙ ИССЛЕДОВАТЕЛЬСКИЙ ТЕХНОЛОГИЧЕСКИЙ УНИВЕРСИТЕТ «МИСиС»
«УТВЕРЖДАЮ» Институт новых материалов и нанотехнологий Кафедра ФНСиВТМЗав. кафедрой ________ Д.В. Кузнецов Специальность 210602 « __ » _________ 20____ г. ЗАДАНИЕ Методика нанесения покрытий
2.1 Исходные материалы
Нанесение покрытий осуществляли на установке вакуумно-дугового ионно-плазменного напыления Булат-ННВ 6.6-И1. Использовалась двухкатодная система с целью понизить количество капельной фазы. Для образцов 1-3: Ti-катод ВТ5 (таблица 1) и (Ti-Ni)-катод (ВТ5+Ni); для образцов 4-7: два (Ti-Ni)-катода (в отношении 1: 1); для образцов 8, 9: Ti-катод ВТ5 и (Ti-Ni)-катод (1: 1).
Таблица 1 – Химический состав в процентах материала ВТ5 по ГОСТ 19807-91
Меняющимися параметрами процесса были: ток распыляющей дуги на (Ti-Ni)-катодах и отрицательный потенциал смещения, подаваемый на подложку (таблица 2). Время напыления составляло 45 минут, скорость вращения покрываемых образцов относительно катодов – 1 об/мин, постоянное значение тока на катоде – 120 А.
Таблица 2 – Параметры осаждения покрытия
Чем выше ток дуги, тем больше капельной фазы, а, следовательно, при напылении наблюдается неоднородность и пористость. Значит, нужны два сепаратора (магнитные катушки). Напряжение смещения, подаваемое на подложку, регулирует энергию напыляемых частиц. Чем больше энергия напыляемых частиц, тем больше нагрев подложки, что влияет на процесс структурообразования и приводит к рекристаллизации. Также, с увеличением напряжения смещения покрытие начинает не только осаждаться, но и распыляться. Напыление производилось на образцы режущего инструмента, изготовленные из сплава ТТ10К8Б (таблица 3) и ВК6 (таблица 4)
Таблица 3 – Состав и свойства твёрдого быстрорежущего сплава ТТ10К8Б (ГОСТ 3882-74)
Таблица 4 – Состав и свойства твердого сплава ВК6
2.2 Подготовка образцов
Применение какого-либо одного метода очистки поверхности перед напылением не позволяет получать стабильные результаты при нанесении покрытий в вакууме. Поэтому очистку проводим в несколько этапов: механическая очистка (пескоструйная обработка), ультразвуковая мойка в течение трех минут, выдержка в дистиллированной воде, сушка деталей в сушильной камере в парах спирта при Т=200 °С, ионная откачка в среде аргона. Ионное травление, как и нанесение покрытия, происходит при одновременном протекании процессов распыления атомов поверхности, попадания молекул остаточного газа на поверхность основы из объема вакуумной камеры и поступления атомов загрязнений из объема материала детали за счет стравливания поверхности и диффузии.
2.3 Описание установки и порядок проведения работы
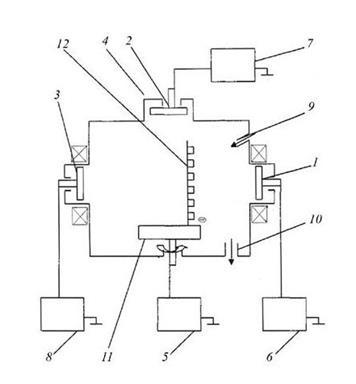
Напыление покрытий производится на установке ионно-плазменного напыления ННВ-6.6-И1 (типа «Булат»). Принципиальная схема установки представлена на рисунке 7.
Рисунок 7 – Схема установки ионно-плазменного напыления в вакууме ННВ-6.6-И1 (типа «Булат»): 1, 2, 3 – электродуговые испарители; 4 – рабочая камера; 5 – высоковольтный источник питания; 6, 7, 8 – источники питания; 9 – натекатель газа; 10 – вакуумная откачка; 11 – подложка; 12 – оснастка с пластинами
Условно установку можно разделить на две части: рабочая камера и вакуумная система. Ионно-плазменный поток формируется с помощью трех катодов, расположенных внутри рабочей камеры под углом 120º друг к другу, при постоянных значениях остаточного давления азота и опорного напряжения. Для каждого катода-испарителя предусмотрен отдельный источник питания. Он определяет собой сварочный выпрямитель типа ВД-306УЗ. Питание выпрямителя осуществляется от трехфазной сети переменного тока, а ток формируемой дуги можно изменять в пределах от 45 до 315 А. Потенциал смещения подложки задается высоковольтным источником питания и изменяется в пределах от 0 до 1, 5 кВ. Технические характеристики установки указаны в таблице 5. Таблица 5 – Технические характеристики установки ННВ-6.6-И1
С целью обеспечения наиболее полной и равномерной обработки пластин со всех сторон на установку предусмотрен поворотный механизм планетарного типа. Подача реакционного газа в рабочую камеру осуществляется через электромагнитный натекатель, управляем блоком управления (БУЭН). Во избежание нагрева во время проведения процессов напыления предусмотрена система охлаждения испарителей, вакуумной камеры, поворотного механизма и диффузионного насоса. Вакуумная система установки включает два форвакуумных насоса типа 2НВР-5ДМ, диффузионный насос типа Н-250, вакуумные клапаны, вакуумный затвор и вакуумметр ВИТ-3. Форвакуумные насосы создают вакуум порядка 1, 3 Па, а диффузионный 0, 001-0, 01 Па. На установке предусмотрен режим отключения параллельной работы форвакуумных насосов для случая одновременной откачки из камеры и из диффузионного насоса. Вакуумные клапаны служат для включения и отключения того или иного элемента вакуумной системы, а вакуумный затвор – для отделения полости камеры от диффузионного насоса [2]. Измерение вакуума производится с помощью термопарного датчика ПМТ-2 и ионизационного датчика ПМИ-51, расположенных на переходном патрубке, соединяющем рабочую камеру и откачной вакуумный пост. Рабочий диапазон термопарного манометра составляет 666, 6÷ 1, 33*10-¹ Па, а ионизационного 10÷ 10-5 Па. Датчики давления расположены за пределами камеры, что исключает влияние магнитных и электрических полей на точность показаний во время процесса обработки. Подготовка установки к работе включает в себя следующие этапы: · включение питания установки; · включение системы водяного охлаждения; · включение форвакуумных насосов; · включение клапана откачки из диффузионного насоса; · включение нагрева диффузионного насоса; · включение нагрева водяной рубашки охлаждения камеры. После включения нагрева диффузионного насоса установка готова к проведению эксперимента через час. Предварительно очищенные образцы загружают в камеру на оснастку (смотри рис. 7). Образцы располагаются передней плоскостью перпендикулярно направлению потока ионов распыляемого металла. После этого производится вакуумирование рабочей камеры: в начале форвакуумными насосами создается вакуум около 1, 3 Па, затем откачка на высокий вакуум диффузионным насосом до 1, 3*10-3 Па. Для поддержания стабильного горения ионно-плазменной дуги в рабочую камеру подается инертный газ до установления рабочего давления в камере 1, 2*10-3 Па. Постоянство подачи установленного расхода газа обеспечивается системой напуска газа, которая включает в себя одноканальный электромагнитный натекатель газам и блок управления электромагнитным натекателем (БУЭН). Процесс ионно-плазменной обработки проводится в среде аргона при рабочем давлении в камере порядка 1, 2*10-3 Па. Время нанесения покрытий составляет около 40 минут и более. В качестве подложек используют пластины из твердого сплава ВК-6 (WC – 80 % масс., Co – 6 % масс.) и ТТ10К8Б (WC – 82 % масс., TiC – 3 % масс., TaC – 7 % масс., Co – 8 % масс.) На материалы наносятся покрытия состава Ti-Ni-N.
Выводы На основании проведенных исследований можно сделать следующие выводы: а) Определены закономерности влияния параметров ионно-плазменного вакуумно-дугового напыления покрытий Ti-Ni-N на их свойства. Полученные покрытия характеризуются высокой твердостью до 36 ГПа, высокой стойкостью к пластической деформации до 0, 11 ГПа, низким коэффициентом трения 0, 45 и работой пластической деформации до 73 %; б) Установлен когезионный механизм разрушения покрытия Ti-Ni-N и определена критическая нагрузка, характеризующая начало разрушения покрытия (7 Н), и установлено, что полное истирание покрытия до подложки при 60 Н ещё не достигается; в) Определено, что данные покрытия могут использоваться как защитные от агрессивного воздействия среды; г) Проведены эксплуатационные испытания покрытий на сплаве ТТ10К8Б по продольному точению стали 35ХГСА, которые показали увеличение их стойкости почти до 5 раз по сравнению с непокрытым образцом сплава ТТ10К8Б.
Список литературы на тему: ФИЗИКО-МЕХАНИЧЕСКИЕ И ЭКСПЛУАТАЦИОННЫЕ СВОЙСТВА НАНОСТРУКТУРИРОВАННЫХ МЕТАЛЛОКЕРАМИЧЕСКИХ ПОКРЫТИЙ ti-NI-N, ПОЛУЧЕННЫХ ИОННО-ПЛАЗМЕННЫМ ВАКУУМНО-ДУГОВЫМ МЕТОДОМ
Выполнил: Студент В.А. Черезова Группа НМ-08-1 Научный руководитель работы И.В. Блинков Оценка __________________
Москва 2012 МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ РОССИЙСКОЙ ФЕДЕРАЦИИ ФЕДЕРАЛЬНОЕ ГОСУДАРСТВЕННОЕ АВТОНОМНОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ ВЫСШЕГО ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ «НАЦИОНАЛЬНЫЙ ИССЛЕДОВАТЕЛЬСКИЙ ТЕХНОЛОГИЧЕСКИЙ УНИВЕРСИТЕТ «МИСиС»
«УТВЕРЖДАЮ» |
Последнее изменение этой страницы: 2017-03-15; Просмотров: 460; Нарушение авторского права страницы