|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Аналитический обзор литературы. Отличие наноструктурных покрытий от микроструктурных связано с тем
1.1 Наноструктурированные покрытия
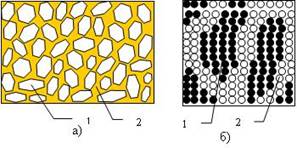
Отличие наноструктурных покрытий от микроструктурных связано с тем, что 1) изменяются свойства самого кристалла и 2) появляется разветвленная структура границ раздела нанокристаллов внутри пленки (рис. 1а). Так как в нанокристаллах (рис. 1б) количество внутренних атомов соизмеримо с количеством атомов, находящихся на его поверхности, в нанокристалле отсутствуют дислокации и внутренние напряжения. Расстояние между нанокристаллами соответствует размеру нескольких монослоев, между нанокристаллами проявляются квантовые эффекты взаимодействия.
Рисунок 1 – Нанокристаллическое покрытие: а) – нанокристаллическая структура, б) – атомная структура нанокристаллов и границ раздела между ними. 1 – нанокристалл, 2 – промежуточный слой между нанокристаллами.
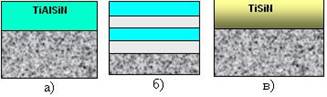
Сверхвысокой твердостью обладают нанокомпозиты (nc-TiN/a-BN, nc-TiAlN/a-Si3N4), состоящие из нанокристаллов, находящихся внутри аморфной (BN, Si3N4) или металлической (Cu, Ni) матриц (рис. 1а). Размер сверхтвердых нанокристаллов в ячейках матрицы составляет 3-10 нм. Разветвленная граница раздела кристаллов внутри материала является барьером для распространения дислокаций. Нанокомпозитные пленки используются для упрочнения поверхности инструмента и рабочих поверхностей различных деталей. По структуре защитные пленки могут быть однослойные, многослойные, градиентные (рис. 2). В градиентных покрытиях происходит плавный переход элементного состава покрытия от внутренней поверхности пленки к внешней.
Рисунок 2 – Виды покрытий: а) – однослойные, б) – многослойные, в) – градиентные.
В условиях высоких нагрузок на режущую кромку большие преимущества при производстве режущего инструмента обеспечивают наноструктурированные покрытия. Ультрадисперсные материалы с увеличенной площадью межзеренных границ имеют более сбалансированное соотношение между твердостью, оказывающей определяющее положительное влияние на износостойкость, и прочностными характеристиками материала, в том числе и в условиях действия циклических термомеханических напряжений. Известно, что первопричиной разрушения материалов стандартной (микрометрической) структуры с размерами зерен свыше 1 мкм является формирование трещин, возникающих вследствие концентрации дислокаций у различных дефектов. В наноструктурированных материалах с размерами зерен менее 80-100 нм проявляется иной механизм разрушения. Для подобных материалов превалирующей причиной разрушения являются процессы на межзеренных границах, что связано с меньшим или сравнимым количеством атомов в зернах по сравнению с их количеством на границах. Материал покрытия в наноразмерных зернах практически идеален. Разрушения зерен вследствие дислокаций практически не встречаются, а если они и происходят, то они быстро и эффективно тормозятся на границах зерен. В наноматериалах наблюдается препятствование ветвлению и движению трещин вследствие упрочнения границ зерен [16, 17]. Ведущие разработчики покрытий для режущего инструмента, получаемых методами физического осаждения PVD (Balzers, Cemicon, Metaplas, Leybold, Platit и др.), разработали гамму наноструктурированных покрытий для нанесения на режущие инструменты, которые предлагаются потребителям для широкого применения. Наибольшее распространение на данный момент получили покрытия (Ti, Al)N, где нанослои нитридов титана и алюминия постоянно меняются местами, создавая градиент концентрации составных элементов. Такие покрытия называют наноградиентными. Фирма Platit (Швейцария) разработала двухфазные наноструктурированные покрытия с размерами зерен до 5 нм, у которых основную функцию по износостойкости выполняют зерна (Al, Cr)N или (Ti, Al)N (основная нанокристаллическая фаза) на границах которых располагается вторая нанокристаллическая (или аморфная) фаза Si3N4, сдерживающая коагуляцию зерен основной фазы как при осаждении покрытия (вакуумно-дуговая технология), так и при эксплуатации инструмента. Аналогичные исследования по разработке наноструктурированных покрытий нового поколения проводят фирмы Balzers, Metaplas, Cimicon и др. Таким образом, создание покрытий для режущего инструмента нового поколения наиболее эффективно осуществлять при использовании инновационной концепции многослойно-композиционных архитектуры с нанометрической структурой и чередующимися слоями наноразмерной толщины различного композиционного состава и функционального назначения. Одним из направлений совершенствования покрытий PVD является создание комбинаций структур позволяющих использовать концевой и размерный инструмент для работы без смазочно-охлаждающих жидкостей. Для твердосплавных пластин эта задача успешно решается за счет использования покрытий MT-CVD, работающих на высоких скоростях резания далеко за пределом наростообразования. В случае концевого инструмента достижение эффекта невозможно. Поэтому приходится решать задачу иными методами, включая в структуру PVD из аморфных материалов, выполняющих роль смазки.
1.2 Технология нанесения наноструктурированных покрытий
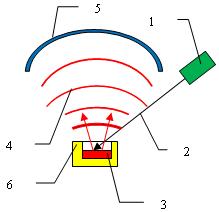
В технологии нанесения покрытий заранее сложно предсказать результат: будет ли получено покрытие с заданными свойствами, необходимой структурой, химическим составом, высокой адгезией. Требуется опыт и экспериментальный подход для разработки технологического процесса: последовательности технологических операций и выбора режимов работы оборудования. Однако можно выделить несколько методов получения наноструктурированных покрытий, которые основаны на ограничении роста кристалла на нано уровне в процессе роста пленки. 1. Осаждение нитридов металлов на подложку совместно с легирующими (5-12%) элементами (Cu, Ni, Al, C, BN, Si, Si3N4), ограничивающими рост зерен на уровне наноразмеров и стимулирующими зарождение новых зерен в процессе нанесения покрытия. Легирующие атомы и химические соединения вытесняются на поверхность растущего нанокристалла, образуя оболочку, препятствующую росту нанокристалла. Легирующие элементы входят в материал катодов (Ti–Al–Si, Ti–Si) плазменных источников. 2. Нанесение многослойных покрытий с различным химическим составом слоев, имеющих толщину до 100 нм. 3. На структуру защитной пленки влияют условия на подложке, при которых происходит осаждение атомов и молекул. К ним относятся температура подложки, а также бомбардировка растущей пленки ионами, ускоренными из плазмы до энергий (30-200 эВ), когда к подложке приложено отрицательное электрическое смещение. Ионы передают энергию атомам растущей пленки, увеличивая их подвижность для более эффективного протекания диффузионных процессов на поверхности. На рис. 3 показана вакуумная установка, позволяющая реализовать три метода получения наноструктурированных покрытий.
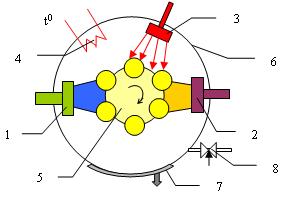
Рисунок 3 – Схема технологической установки для нанесения покрытий. 1, 2 – магнетроны с различными материалами катодов, 3 – ионный источник для предварительной очистки подложки, 4 – резистивный нагреватель, 5 – планетарный механизм вращения подложки, 6 – вакуумная камера, 7 – дверца для загрузки подложек, 8 – натекатель рабочего газа.
В центре цилиндрической или прямоугольной вакуумной камеры расположен планетарный механизм вращения подложек. По периметру вакуумной камеры установлены один или несколько магнетронных или дуговых источников плазмы. Для предварительной очистки и активации поверхности подложки вакуумная камера оснащается ионным источником и нагревательным элементом. При равномерном нагреве вращающихся деталей происходит испарение углеводородных соединений и увеличение подвижности поверхностных атомов и молекул. Для очистки поверхности от оксидной пленки и загрязнений применяется распыление поверхности ионным пучком с энергией частиц 1-1, 5 кэВ, выходящим из ионного источника. Предварительная обработка поверхности в вакууме значительно улучшает адгезию защитной пленки. Универсальная вакуумная установка (рис. 3) используется в промышленном производстве для нанесения различных покрытий: износостойких на металлообрабатывающие инструменты, декоративных, функциональных и оптических. Самым простым методом получения наноструктурированных покрытий с улучшенными свойствами является использование в плазменных источниках катодов, в материал которых входят легирующие добавки, препятствующие росту кристаллов (Ti-Al-Si, Ti-Si). Многокомпонентные катоды получают горячим спеканием порошков или методом высокотемпературного синтеза. Многослойные покрытия с толщиной слоев 10–100 нм получают в результате многократного прохождения подложки рядом с плазменными источниками при вращении карусельного механизма. Для получения многослойных покрытий, у которых толщина слоев не превышает 100 нм, частота вращения карусельного механизма выбирается в зависимости от скорости напыления.
T=π dh/WL, (1)
где Т – период вращения карусельного механизма, с; d – диаметр вращающегося барабана, см; h – толщина одного слоя, нм; W – скорость напыления, нм/с; L – ширина зоны напыления, см. В вакуумной установке, оснащенной магнетроном со скоростью напыления 2 нм/с (7, 2 мкм/час) и шириной зоны напыления 10 см на цилиндрическом барабане диаметром 30 см, для нанесения слоя толщиной 10 нм период вращения барабана должен составлять 45 с. Толщина одного слоя регулируется частотой вращения карусельного механизма и скоростью напыления, которая зависит от электрической мощности питания магнетрона. При увеличении расстояния от катода до подложки увеличивается ширина зоны напыления. Оптимальное расстояние между магнетроном и подложкой составляет 40-60 мм. Вращение карусельно-планетарного механизма позволяет получать однородные покрытия на всей поверхности обрабатываемых деталей и уменьшить их нагрев. Если на подложку будет подано отрицательное электрическое смещение 30–100 В, то осаждение покрытия будет сопровождаться ионной бомбардировкой. При большой энергии бомбардирующих ионов ~1 кэВ процесс распыления будет преобладать над процессом осаждения покрытия.
1.3 Установки для нанесения покрытий
Для нанесения износостойких твердых покрытий TiN, CrN, TiAlN, TiC, TiBN, TiSiN, AlN используются метод химического осаждения пленок из газовой фазы – CVD и метод физического осаждения пленок из паров или плазмы – PVD. Для CVD метода требуется поддержание высокой температуры в процессе нанесения пленок, что не всегда допустимо для обрабатываемых материалов. PVD метод является более универсальным и гибким для получения многокомпонентных наноструктурированных покрытий, которые могут быть получены при более низкой температуре подложки. Ионно-плазменные методы нанесения покрытий включают в себя магнетронное распыление, вакуумно-дуговое испарение (рис. 4) и термическое испарение (рис. 5).
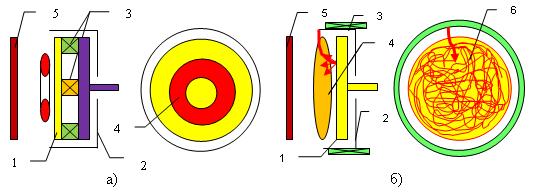
Рисунок 4 – Плазменные источники для нанесения покрытий: а) – магнетрон, б) – вакуумно-дуговой испаритель. 1 – катод, 2 – анод, 3 – магнит, 4 – плазма, 5 – подложка, 6 – траектория движения дуги.
Широкими возможностями для нанесения покрытий обладают магнетроны и вакуумно-дуговые испарители. В дуговых испарителях катодное пятно, перемещаясь по поверхности катода, вызывает локальный нагрев, испарение и ионизацию паров материала катода. Плазменный поток, двигающийся по направлению к обрабатываемой детали, практически полностью ионизован, плазма имеет высокую температуру. Скорость напыления и адгезия пленки к обрабатываемой поверхности являются большими. Однако из катодного пятна вылетают также микрокапли металла размером 1-10 мкм, которые осаждаются на поверхности, снижая качество покрытия. Для уменьшения количества капель используются поворотные магнитные фильтры, в которых происходит разделение плазменного потока и прямолинейного потока микрочастиц, а также вращающиеся цилиндрические катоды для непрерывного перемещения катодного пятна по всей поверхности катода. Из-за высокой температуры плазмы дугового испарителя происходит интенсивный нагрев поверхности обрабатываемой детали в процессе нанесения покрытия. Магнетроны имеют меньшую скорость осаждения покрытия, чем вакуумно-дуговые испарители, однако их можно использовать для получения покрытий при более низкой температуре обрабатываемой поверхности [1]. Самое большое распространение получили магнетроны с плоскими катодами дисковой или прямоугольной формы. Материал катода может содержать различные химические элементы: от металлов (Ti, Cr, Al, Mo, W) до сложных химических соединений, получаемых спеканием порошковых материалов. Однако катод магнетрона используется на 30% из-за узкой кольцевой зоны интенсивного распыления материала. В промышленном производстве также применяются вращающиеся катоды с магнитной системой внутри катода для повышения до 80% степени использования материала.
Рисунок 5 – Термический испаритель. 1 – электронная пушка, 2 – электронный пучок, 3 – испаряемый металл, 4 – пары металла, 5 – подложка, 6 – тигель.
Термический метод нанесения покрытий характеризуется низкой энергией осаждающихся частиц ~ 0, 3 эВ, которая соответствует температуре испаренных частиц. Более высокую энергию ~ 3-5 эВ имеют осаждающиеся частицы при использовании магнетронов и вакуумно-дуговых испарителей. Поэтому покрытия, наносимые термическими испарителями, могут иметь меньшую плотность, низкую адгезию, пористую и шероховатую поверхность.
Нанокристаллические пленки характеризуются широкими, малоинтенсивными отражениями рентгеновских лучей. Такие пленки формируются в так называемых переходных областях, где сильно изменена структура этих пленок. Существуют три группы переходных состояний: · переход из кристаллической в аморфную фазу; · переход между двумя фазами различных материалов; · переход между основными двумя ориентациями зерен одного и того же материала. Для улучшения микроструктуры и физико-механических свойств во время нанесения покрытий применяются бомбардировки растущей поверхности энергетическими ионами. Согласно работам, это является следствием комплексного синергического эффекта, включающего уменьшение размеров кристаллитов, уплотнение границ зерен, формирования радиационных дефектов (пар Френкеля и других точечных дефектов), наличия биаксиальных сжимающих напряжений. В зависимости от размеров кристаллитов в данном покрытии эти эффекты могут препятствовать развитию деятельности дислокаций. Приведенные результаты, в этих работах, свидетельствуют, что уменьшение размеров кристаллитов в металлах ниже некоторой пороговой величины приводит к значительному изменению физико-механических свойств материалов [6]. Для получения покрытия TiN с хорошей прочностью сцепления с основой, а также высокой микротвердостью, был разработан специальный технологический процесс осаждения, в основу которого была положена периодическая дополнительная обработка осаждаемого слоя покрытия ТiN (энергия частиц в процессе осаждения Ei = 528 эВ) частицами испаряемого материала при U = –2, 2 кB в течение 60мс, каждые 30 сек при давлении РN = 5*10-1Па. Подложка в процессе нанесения охлаждалась. Полученные покрытия на основе TiN (толщиной 5 мкм), показали хорошее качество сцепления с подложкой. Микротвердость покрытия TiN повысилась до Н = 38 ГПа, что по-видимому, связано с превалированием радиционно- и термически активируемых процессов. Работоспособность режущего инструмента с покрытием TiN, нанесенным по разработанному режиму, оценивали в условиях производства. Испытания показали, что эти пластины обрабатывают в 4, 5 раза больше деталей, по сравнению с пластинами ВК6 с покрытием на основе нитрида титана, нанесенным по известной технологии. Другим методом управления размерами и ориентацией зерен, структурой является легирование, добавление одного или несколько элементов в основной материал покрытия, при этом он состоит из основной кристаллической фазы, на границах зерен которой располагается тонкий слой второй нанокристаллической фазы, препятствующий росту зерен основной фазы. Формирование нанокристаллических пленок сильно зависит от типа и количества допинговых (легирующих) элементов, которые добавляют к Ti. При низком содержании допинговых элементов (~10% или ниже) для получения пленок с широкими и низкоинтенсивными рефлексами (что является типичным свойством нанокристаллических пленок) необходима комбинация ионного облучения и эффекта перемешивания, и наоборот, при получении пленок из сплавов с высоким содержанием (выше 10%) допинговых элементов, перемешивание Ti и допинговых элементов является доминирующим процессом, который сам по себе образует многокомпонентные пленки с наноструктурой с очень широкими низкоинтенсивными рефлексами. Особенности свойств нанокристаллических пленок, можно использовать для производства новых материалов. Эффект перемешивания играет ключевую роль не только в производстве нанокристаллических многокомпонентных пленок, но также позволяет формировать низкотемпературные фазы в многокомпонентных пленках, нанесенных при температуре подложки ниже 100 °С, поэтому формирование этих высокотемпературных фаз при относительно низких температурах подложки имеет большое научное и практическое значение.
1.5 Физико-механические свойства покрытий на основе TiN
Одним из наиболее широко применяемых материалов защитных покрытий является нитрид титана из-за его высоких физико-механических, антикоррозионных, теплофизических и других характеристик. При этом титан относительно дешевый по сравнению с другими тугоплавкими металлами и биологически безопасен. Из равновесной фазовой диаграммы системы Ti—N [1] (рис. 6) видно, что возможно существование трех устойчивых твердых фаз: δ -TiN с кубической кристаллической структурой Bl-NaCl, которая остается устойчивой в широкой области гомогенности и может содержать от 37, 5 до 52 ат. % азота; гексагональной фазы α -Ti, которая может содержать от 2, 4 до 26 ат. % N и фазы β -Ti, содержащей около 1 ат. % N при 1000 °С [2], а также фазы ε -Ti2N, которая кристаллизуется в виде тетрагональной структуры и существует в относительно узком диапазоне (примерно 31, 5-33, 7 ат. %N при 1000 °С). В качестве защитных покрытий используются, в основном, только их поликристаллические покрытия стехиометрического и нестехиометрического составов, которые могут применяться как износостойкие, антикоррозионные и биологически индифферентные и др.
Рисунок 6 – Равновесная фазовая диаграмма системы Ti–N Монослойные TiN покрытия, использующиеся для этих целей, обычно имеют твердость 24-28 ГПа и внутренние cжимающие напряжения около 2-4 ГПа [3]. Эти напряжения создают в подложке растягивающие напряжения, которые снижают ее усталостную прочность. Также известно, что для уменьшения разупрочняющего воздействия покрытия на подложку (т.е. для снижения сжимающих напряжений в покрытии) и увеличения усталостной прочности изделий с покрытиями применяются многослойные структуры TiN-Ti [4]. В частности, нанесение покрытий TiN-Ti на поршневые кольца двигателя внутреннего сгорания увеличило их срок службы в три раза по сравнению с кольцами без покрытий и в 1, 7 раза - по сравнению с кольцами, покрытыми гальваническим хромом. При этом износ цилиндров уменьшился на 30% [5]. Такие многослойные конструкции также увеличивают коррозионное сопротивление покрытия, так как препятствуют росту в нем сквозных столбчатых зерен, облегчающих создание сквозных пор. Вакуумно-дуговые покрытия на основе нитридов титана обладают высокими физико-механическими характеристиками и процессы их осаждения постоянно совершенствуются. Для оценки их сопротивления износу используются характеристики, полученные при наноидентировании. Одной из основных характеристик материала при наноиндентировании является отношение его твердости Н к модулю упругости (модулю Юнга) Е – Н/Е. Известно [1, 2], что величина Н/Е характеризует способность материала к изменению его размеров и формы в процессе деформации и может служить качественной сравнительной характеристикой сопротивления материалов деформированию при механическом нагружении, т.е. отражает его структурное состояние. Величина Н/Е также используется для характеристики способности материала к износу при трении. Показано [3], что по этой характеристике все материалы могут быть разделены на три группы, различающиеся структурным состоянием. Первая группа – это крупнокристаллические (Н/Е < 0, 04). К этой группе относятся в основном металлы и сплавы. Вторая – мелкокристаллические и наноматериалы (Н/Е ~ 0, 05 – 0, 09). Это – материалы, подвергнутые высоким степеням деформации, керамики, покрытия. Вакуумно-дуговые покрытия на основе соединений переходных металлов можно отнести к этой группе. Третья группа – материалы в аморфном и аморфнонанокристаллическом состояниях (Н/Е > 0, 1). Качественной сравнительной характеристикой сопротивления пластической деформации также является соотношение Н3/Е*2 [4, 5]. Обычно это соотношение составляет 0, 15 ÷ 1, 52 ГПа. Для увеличения сопротивления деформации нужно при высокой твердости стремиться к минимально возможному модулю Юнга, что, в частности, имеет место при размерах зерен менее 10 нм. Например, за счет уменьшения размеров зерен в покрытиях стехиометрического нитрида титана их твердость была увеличена от 33 до 56 ГПа, в то время как приведенный модуль Юнга изменился от 402 до 480 ГПа и, таким образом, отношение Н3/Е*2 увеличилось от 0, 222 до 0, 806 [4].
Методика нанесения покрытий
2.1 Исходные материалы
Нанесение покрытий осуществляли на установке вакуумно-дугового ионно-плазменного напыления Булат-ННВ 6.6-И1. Использовалась двухкатодная система с целью понизить количество капельной фазы. Для образцов 1-3: Ti-катод ВТ5 (таблица 1) и (Ti-Ni)-катод (ВТ5+Ni); для образцов 4-7: два (Ti-Ni)-катода (в отношении 1: 1); для образцов 8, 9: Ti-катод ВТ5 и (Ti-Ni)-катод (1: 1).
Таблица 1 – Химический состав в процентах материала ВТ5 по ГОСТ 19807-91
Меняющимися параметрами процесса были: ток распыляющей дуги на (Ti-Ni)-катодах и отрицательный потенциал смещения, подаваемый на подложку (таблица 2). Время напыления составляло 45 минут, скорость вращения покрываемых образцов относительно катодов – 1 об/мин, постоянное значение тока на катоде – 120 А.
Таблица 2 – Параметры осаждения покрытия
Чем выше ток дуги, тем больше капельной фазы, а, следовательно, при напылении наблюдается неоднородность и пористость. Значит, нужны два сепаратора (магнитные катушки). Напряжение смещения, подаваемое на подложку, регулирует энергию напыляемых частиц. Чем больше энергия напыляемых частиц, тем больше нагрев подложки, что влияет на процесс структурообразования и приводит к рекристаллизации. Также, с увеличением напряжения смещения покрытие начинает не только осаждаться, но и распыляться. Напыление производилось на образцы режущего инструмента, изготовленные из сплава ТТ10К8Б (таблица 3) и ВК6 (таблица 4)
Таблица 3 – Состав и свойства твёрдого быстрорежущего сплава ТТ10К8Б (ГОСТ 3882-74)
Таблица 4 – Состав и свойства твердого сплава ВК6
2.2 Подготовка образцов
Применение какого-либо одного метода очистки поверхности перед напылением не позволяет получать стабильные результаты при нанесении покрытий в вакууме. Поэтому очистку проводим в несколько этапов: механическая очистка (пескоструйная обработка), ультразвуковая мойка в течение трех минут, выдержка в дистиллированной воде, сушка деталей в сушильной камере в парах спирта при Т=200 °С, ионная откачка в среде аргона. Ионное травление, как и нанесение покрытия, происходит при одновременном протекании процессов распыления атомов поверхности, попадания молекул остаточного газа на поверхность основы из объема вакуумной камеры и поступления атомов загрязнений из объема материала детали за счет стравливания поверхности и диффузии.
2.3 Описание установки и порядок проведения работы
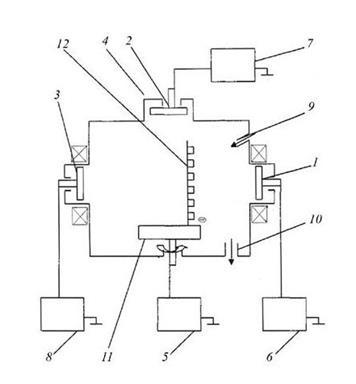
Напыление покрытий производится на установке ионно-плазменного напыления ННВ-6.6-И1 (типа «Булат»). Принципиальная схема установки представлена на рисунке 7.
Рисунок 7 – Схема установки ионно-плазменного напыления в вакууме ННВ-6.6-И1 (типа «Булат»): 1, 2, 3 – электродуговые испарители; 4 – рабочая камера; 5 – высоковольтный источник питания; 6, 7, 8 – источники питания; 9 – натекатель газа; 10 – вакуумная откачка; 11 – подложка; 12 – оснастка с пластинами
Условно установку можно разделить на две части: рабочая камера и вакуумная система. Ионно-плазменный поток формируется с помощью трех катодов, расположенных внутри рабочей камеры под углом 120º друг к другу, при постоянных значениях остаточного давления азота и опорного напряжения. Для каждого катода-испарителя предусмотрен отдельный источник питания. Он определяет собой сварочный выпрямитель типа ВД-306УЗ. Питание выпрямителя осуществляется от трехфазной сети переменного тока, а ток формируемой дуги можно изменять в пределах от 45 до 315 А. Потенциал смещения подложки задается высоковольтным источником питания и изменяется в пределах от 0 до 1, 5 кВ. Технические характеристики установки указаны в таблице 5. Таблица 5 – Технические характеристики установки ННВ-6.6-И1
С целью обеспечения наиболее полной и равномерной обработки пластин со всех сторон на установку предусмотрен поворотный механизм планетарного типа. Подача реакционного газа в рабочую камеру осуществляется через электромагнитный натекатель, управляем блоком управления (БУЭН). Во избежание нагрева во время проведения процессов напыления предусмотрена система охлаждения испарителей, вакуумной камеры, поворотного механизма и диффузионного насоса. Вакуумная система установки включает два форвакуумных насоса типа 2НВР-5ДМ, диффузионный насос типа Н-250, вакуумные клапаны, вакуумный затвор и вакуумметр ВИТ-3. Форвакуумные насосы создают вакуум порядка 1, 3 Па, а диффузионный 0, 001-0, 01 Па. На установке предусмотрен режим отключения параллельной работы форвакуумных насосов для случая одновременной откачки из камеры и из диффузионного насоса. Вакуумные клапаны служат для включения и отключения того или иного элемента вакуумной системы, а вакуумный затвор – для отделения полости камеры от диффузионного насоса [2]. Измерение вакуума производится с помощью термопарного датчика ПМТ-2 и ионизационного датчика ПМИ-51, расположенных на переходном патрубке, соединяющем рабочую камеру и откачной вакуумный пост. Рабочий диапазон термопарного манометра составляет 666, 6÷ 1, 33*10-¹ Па, а ионизационного 10÷ 10-5 Па. Датчики давления расположены за пределами камеры, что исключает влияние магнитных и электрических полей на точность показаний во время процесса обработки. Подготовка установки к работе включает в себя следующие этапы: · включение питания установки; · включение системы водяного охлаждения; · включение форвакуумных насосов; · включение клапана откачки из диффузионного насоса; · включение нагрева диффузионного насоса; · включение нагрева водяной рубашки охлаждения камеры. После включения нагрева диффузионного насоса установка готова к проведению эксперимента через час. Предварительно очищенные образцы загружают в камеру на оснастку (смотри рис. 7). Образцы располагаются передней плоскостью перпендикулярно направлению потока ионов распыляемого металла. После этого производится вакуумирование рабочей камеры: в начале форвакуумными насосами создается вакуум около 1, 3 Па, затем откачка на высокий вакуум диффузионным насосом до 1, 3*10-3 Па. Для поддержания стабильного горения ионно-плазменной дуги в рабочую камеру подается инертный газ до установления рабочего давления в камере 1, 2*10-3 Па. Постоянство подачи установленного расхода газа обеспечивается системой напуска газа, которая включает в себя одноканальный электромагнитный натекатель газам и блок управления электромагнитным натекателем (БУЭН). Процесс ионно-плазменной обработки проводится в среде аргона при рабочем давлении в камере порядка 1, 2*10-3 Па. Время нанесения покрытий составляет около 40 минут и более. В качестве подложек используют пластины из твердого сплава ВК-6 (WC – 80 % масс., Co – 6 % масс.) и ТТ10К8Б (WC – 82 % масс., TiC – 3 % масс., TaC – 7 % масс., Co – 8 % масс.) На материалы наносятся покрытия состава Ti-Ni-N.
|
Последнее изменение этой страницы: 2017-03-15; Просмотров: 448; Нарушение авторского права страницы