|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Общая характеристика станка 16К20 и его назначение
Токарно-винтовой станок 16К20 предназначен для выполнения токарных работ и нарезания резьб. Станок является базовой моделью изготовляемой с расстоянием между цетрами 710, 1000, 1400 и 2000 мм.
Основные узлы токарно-винтового станка модели 16К20 и их назначение Станина служит для крепления на ней всех узлов станка. Имеет две тумбы и направляющие, по которым перемещается каретка суппорта и задняя бабка. Передняя бабка- представляет собой коробку скоростей неподвижно закрепленную на станке. Важная часть передней бабки- турель- пустотелый вал, установленный на подшипниках. Задняя бабка- предназначена для крепления правого конца длинных заготовок, а также крепления штуцера при обработке отверстий (сверл, зенкеров, разверток). Коробка подач – предназначена для получения различных по величине подач. Механизмы коробки подач получают движение от шпинделя стенки. Суппорт с фартуком – предназначен для закрепления и подачи режущего инструмента. Фартук прицеплен к нижней части суппорта и служит для размещения механизмов преобразования вращательного движения ходового винта или ходового вала станка в поступательное движение суппорта. Станина станка имеет рамную конструкцию, что позволяет увеличить виброустойчивость станка и точность обработки. В качестве шлицевых опар применены подшипники особо высокой прочности. Поэтому жесткость шпиндельного узла увеличена на 30% в сравнении со станком мод 1К62. Это снизило дробление при наиболее распространенных режимах резания и позволяет вести обработку заготовок с большими силами резания (силовое точение) и наиболее полно использовать мощность привода (скоростное точение). На станке мод. 16К20 можно обрабатывать заготовки как из незакаленных так и закаленных сталей, а также из труднообрабатываемых материалов.
Технические характеристики станка мод. 16К20 Наибольший диаметр заготовки над станиной – 400 мм. Высота центров – 200 мм.; наибольший диаметр обрабатываемого прутка, проходящего через отверстие шпинделя – 50 мм.; величины скоростей вращения шпинделя, мин-1: 12, 5; 16; 20, 25, 31, 5; 40, 50, 63, 80, 100, 125, 160, 200, 250, 315, 400, 500, 630, 800, 1000, 1250, 1600. Продольная подача, мм/об: 0, 051; 0, 06; 0, 075; 0, 09; 0, 1; 0, 125; 0, 15; 0, 175; 0, 2; 0, 25; 0, 2; 0, 35; 0, 44 0, 5; 0, 6; 0, 74 0, 8; 1, 0; 1, 2; 1, 4; 1, 6; 2, 0; 2, 4; 2, 8. Поперечная подача, мм/об: 0, 25; 0, 03; 0, 0375; 0, 045; 0, 05; 0, 0625; 0, 075; 0, 0875; 0, 1; 0, 125; 0, 15; 0, 175; 0, 2; 0, 25; 0, 3; 0, 35; 0, 4; 0, 5; 0, 6; 0, 7; 0, 8; 1, 0; 1, 2; 1, 4. Пределы шагов нарезаемых резьб: метрической, мм. – 0, 5…112, дюймовой, мм (m) (0, 5…122)m; питчевой – р=56-95. Габаритные размеры станка: (2505-3795)х1190х1500 мм. Приложение 2 Определение шага резьб Шаг дюймовой резьбы:
Где n – число ниток на 1". Шаг модульной резьбы: t=π •m, где m – модуль нарезаемой резьбы. Шаг питчевой резьбы:
где p – число питчей (т. е. число зубьев зубчатого колеса, приходящихся на один дюйм диаметра его начальной окружности). Питч является расчетной величиной зубчатых зацеплений, принятый в странах, сохранивших измерение длин в дюймах. Уравнения цепи подач при: продольной подаче – Sпр.под=1об.шп.• Uconst • Upm • Uгит • Uк.п • Uр.м. • Uср • nmzp.k Поперечной подаче Sпоп.под=1об.шп.• Uconst • Upm • Uгит • Uк.п • Uр.м. • Uср • tх.в.пл Нарезаемой Sн.р=1об.шп.• Uз.ув.ш • Upm • Uгит • Uк.п • Uр.м. • tх.в. где Uconst, Uгит, Uк.п, Uр.м., Uср, Uз.ув.ш, Uк.п – соответственно передаточное число постоянной передачи, гильзы смежных колес, звено увеличивающее, реверсивного механизма, распределительного механизма, фартуке.
Приложение 3 Уравнение кинематической цепи и значение ременной части передаточного отношения коробки скоростей
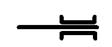
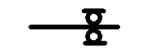
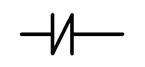
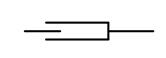
1. 2. 3. 4. 5. 6. 7. 8. 9. 10. 11. 12. 13. 14. 15. 16. 17. 18. 19. 20. 21. 22. 23. 24. Приложение 4 Условные обозначения основных передач и механизмов Металлорежущих станков
|
Последнее изменение этой страницы: 2017-03-14; Просмотров: 928; Нарушение авторского права страницы
 ,
,  ,
,  0, 015
0, 015 0, 02
0, 02 0, 025
0, 025 0, 03
0, 03 0, 04
0, 04 0, 05
0, 05 0, 25
0, 25 0, 31
0, 31 0, 40
0, 40 0, 51
0, 51 0, 62
0, 62 0, 65
0, 65 0, 79
0, 79 0, 82
0, 82 1, 01
1, 01 1, 63
1, 63 2, 06
2, 06