
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Лабораторно-практическая работа №6
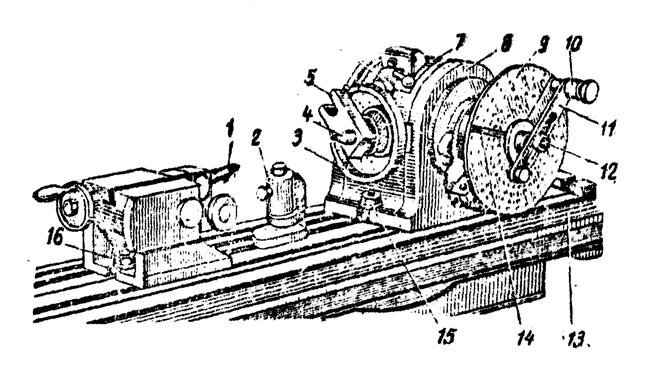
“Устройство лимбовой делительной головки (УЛДГ)” Головка (рис.1) состоит из корпуса 8, внутри которого находится его поворотная часть 7, несущая центр 4, вращаемый при помощи штифта-рукоятки 10. Штифт-рукоятка 10 крепится на планке 11. Если при обработке заготовки нет сложных делений то следует пользоваться диском непосредственного деления 3, вращая его вместе со шпинделем и фиксируя штифтом 6 в нужном положении. Обрабатываемая заготовка устанавливается в центрах I задней бабки и шпинделя 4 делительной головки. С помощью хомутика и поводка 5 заготовка вращается вместе со шпинделем.
Во избежание прогиба заготовки в процессе фрезерования под нее устанавливают дополнительную опору – люнет 2. шпиндель делительной головки вместе с поворотной частью 7 можно устанавливать от 10 до 900 относительно плоскости стола. Делительную головку и заднюю бабку устанавливают на стол 13 фрезерного станка и крепят болтами 15 и 16.
Анализ и настройка кинематических цепей УЛДГ I. Цепь простого деления
Кинематическая цепь простого деления (рис. 2а) обеспечивает поворот шпинделя (вала Ш) на некоторую часть его полного оборота за счет поворота рукоятки (2) на соответствующий угол, определяемый числом делений заготовки и соответственным числом оборотов рукоятки nр. В соответствии с методикой анализа кинематических цепей [з] последовательность передачи движения в анализируемых цепях следует рассматривать, начиная с ведущего звена и кончая ведомым, переходя последовательно через промежуточные звенья и механизмы. Ведущим звеном в анализируемой цепи является рукоятка (2), ведомым - шпиндель головки. Исходя из этого, последовательность передачи движения в анализируемой цепи можно записать в виде следующей формулы кинематических связей:
В основных направлениях развития народного хозяйства СССР на 1976-80 гг. поставлена задача увеличить объем производства металлорежущих станков и кузнечно-прессовых машин в 1, 5-1, 6 раза". К концу пятилетки ежедневно будет выпускаться 669 металлорежущих станков. Ремонтные предприятия системы «Сельхозтехника» и мастерские колхозов и совхозов пополнятся новыми металлорежущими станками и оборудованием. В условиях ремонтного производства большое значение имеет специализированные станочные приспособления. К приспособлениям, расширяющим технологические возможности фрезерных, расточных, сверлильных некоторых других станков, связанных с поворотом заготовки при ее обработке на определенный угол относятся делительные головки.
Задачи лабораторной работы: В ходе выполнения работы студенты должны изучить назначение и устройство делительных головок, освоить методику их настройки на различные способы деления и выполнить задание по настройке.
Последовательность выполнения работы: 1. Изучить назначение, устройство и кинематику делительных головок. 2. Произвести расчет настройки кинематических цепей делительной головки (по заданному варианту). 3. Произвести настройку делительной головки согласно расчету.
Делительные головки позволяют делить окружность на любое число частей (до 400 ) и на некоторые числа свыше 400. Обработку деталей с помощью делительной головки можно производить в центрах, в патроне или в шпиндельной оправке. Все делительные головки подразделяются на простые, универсальные и оптические. Простые бывают одношпиндельными, многошпиндельными. Универсальные - лимбовые, безлимбовые, одношпиндельные и многошпиндельные.
Рис. 1
Рис. 2
Выражение для общего передаточного отношения рассматриваемой цепи будет равно: U′ общ np-nшп = Выразим общее передаточное отношение через промежуточные передаточные отношения кинематических пар, участвующих в передаче движения, U′ общ np-nшп = Отношение, обратное передаточному отношению червячной пары ( где К - число заходов червяка;
По условию задачи нам необходимо настроить кинематическую цепь так, чтобы заготовка, получающая движение от шпинделя, повернулась на
Обычно в делительных головках для упрощения расчетов, Z1 = Z2, следовательно:
Большинство делительных головок имеют характеристики N = 40; 60; 80 или 120. При решении конкретной задачи число делений поверхности заготовки может быть кратно характеристике головки N / Z3 = A, где А - целое число. Тогда поворот заготовки на 1/ Z3 часть обеспечивается полным числом оборотов рукоятки np = A. В общем случае Z3 не кратно N, тогда может быть два случая: а) когда числитель меньше знаменателя (N < Z3 ), получим число оборотов рукоятки np < 1; np= a/b < 1. Следовательно, рукоятку следует поворачивать на часть полного оборота; б) числитель больше знаменателя (N > Z, np> 1, np = A*a/b > 1), где A - число полных оборотов рукоятки; a/b- часть полного о борота, выраженного в виде дроби. Для обеспечения возможности поворота рукоятки на часть полного оборота a/b делительные головки имеет делительные диски (I), на торцах которых насверлены глухие отверстия, расположенные в определенных количествах на концентрических окружностях (рис.3а). Например, у некоторых делительных головок имеется по 8 рядов окружностей; на одной стороне окружности с числами отверстий q = 16, 17, 19, 21, 23, 29, 30, 31; на другой стороне q = 33, 37, 39, 41, 43, 47, 49, 54. Для решения задачи поворота рукоятки
следует подобрать такой множитель «m», умножая на который в знаменателе получается число q, равное одному из значений числа отверстий делительного диска Таким образом, в случае если Nкратно Z3 , рукоятка поворачивается из исходного положения на Аполных оборота. Если N < Z3, подбирается число отверстий делительного диска кратное знаменатель дроби a/b, и m= a/b– целое число. Рукоятка своим штырем устанавливается против концентрической окружности с q отверстиями и периодически поворачивается на количество отверстий, равное а*m = р, не считая исходного отверстия.
Рис.3
В случае если N> Z3, nр= A + a/b, расчет производится так же, как и при N < Z3, только сначала осуществляется поворот рукоятки на А полных оборота, а затем дополнительно на количество отверстий, равное
|
Последнее изменение этой страницы: 2017-03-14; Просмотров: 622; Нарушение авторского права страницы


 .
. .
. ) называется характеристикой делительной головки и обозначается через
) называется характеристикой делительной головки и обозначается через  ,
,  - число зубьев колеса. Следовательно:
- число зубьев колеса. Следовательно:  .
. часть оборота, где Z3 - число делений на поверхности заготовки. Для решения задачи настройки кинематической цепи необходимо вывести уравнение кинематического баланса анализируемой цепи, увязывающее аналитически скорости перемещения ведущего и ведомого звеньев. Для этого используется выражение общего передаточного отношения с подстановкой в него числа Z3, определявшего часть полного оборота заготовки (шпинделя).
часть оборота, где Z3 - число делений на поверхности заготовки. Для решения задачи настройки кинематической цепи необходимо вывести уравнение кинематического баланса анализируемой цепи, увязывающее аналитически скорости перемещения ведущего и ведомого звеньев. Для этого используется выражение общего передаточного отношения с подстановкой в него числа Z3, определявшего часть полного оборота заготовки (шпинделя).
 ;
; 

 , тогда
, тогда  будет равно дополнительному числу отверстий, на которое следует повернуть рукоятку (2)
будет равно дополнительному числу отверстий, на которое следует повернуть рукоятку (2)  (рис.3а).
(рис.3а).