|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Последовательность и методика выполнения работы
Исходные данные для выполнения лабораторной работы: зубофрезерный станок; червячная модульная фреза; материал режущей части фрезы -...; материал заготовки -.... 1. Изучение и усвоение материала темы «Зубообрабатывающие станки и работа на них». 2. Выбор оборудования, оснастки, металлорежущего и измерительного инструмента, заготовки. 3. Начертить схему настраиваемой кинематической цепи. 4. Написать формулы кинематических цепей настраиваемой и остальных цепей станка. 5. Написать уравнение кинематического баланса настраиваемой цепи. 6. Рассчитать передаточное отношение настраиваемой цепи. 7. Произвести подбор гитары сменных зубчатых колес. 8. Определить относительную погрешность принятого передаточного отношения. 9. Проверить зацепляемость подобранных сменных колес. 4.10 Произвести нарезание зубчатого или червячного колес в зависимости от выданного задания. 11. Начертить схему установки фрезы. 12. Подготовить отчет по данной лабораторной работы в соответствии с указанной формой стандарта БГАТУ. Форма и содержание отчета по лабораторной работе Отчет по лабораторной работе оформляется на листе писчей бумаги формата А4. Он включает цель работы; теоретическую и экспериментальную части, состоящие из описания конструкции и взаимодействия основных узлов и механизмов, формулы кинематических связей, как всех цепей станка, так и настраиваемой, уравнения кинематического баланса настраиваемой цепи, расчета передаточного отношения настраиваемой цепи и подбора гитары сменных зубчатых колес, проверки зацепляемости подобранных зубчатых колес, представления схемы установки фрезы; обобщение результатов, полученных в ходе выполнения работы и выводы.
Методические указания к лабораторной работе «ЗАТОЧКА МЕТАЛЛОРЕЖУЩИХ ИНСТРУМЕНТОВ»
Цель работы: 1. Изучение износа металлорежущих инструментов, методов заточки инструмента, абразивных материалов и инструментов, используемых при заточке. 2. Освоение методики выбора техпроцесса заточки, заточных станков, абразивного инструмента и режимов заточки металлорежущегоинструмента. 3. Получение практических навыков заточки и доводки токарных резцов.
Необходимый объем теоретической подготовки: 1. Износ режущих инструментов, [1] стр. 100, [2] отр.74, настоящие методические указания. 2. Зависимость между скоростью резания и стойкостью инструмента, [1] стр.111, [2] стр.108, настоящие методические указания. 3. Абразивные инструменты -( настоящие методические указания). 4. Заточные станки (настоящие методические указания). 5. Метода заточки режущего инструмента (настоящие методические указания).
Дополнительные вопросы: 1. Инструментальные материалы, [3] стр.421. 2. Смазывающе-охлаждающие жидкости, [I] стр.66.
Содержание и порядок выполнения работы
1. Получить у преподавателя заготовку токарного резца и походные данные для заточки. 2. Выбрать по справочным данным, приведенным в методическом указании, характеристики абразивных кругов, режимы черновой и чистовой заточки и доводки резца. Данные занести в таблицу результатов (табл.1) в графы I. 3. Произвести настройку заточных станков. Черновую заточку резцавыполнять на станке 3Б634, чистовую - на станках 3В642 и 3А64Д в трехповоротных тисках, доводку на станке 3Б632В. Фактические характеристики абразивных кругов и режимы затачивания занестив графы 11 таблицы 1. 4. Произвести заточку резца. В процессе заточки производить методический контроль затачиваемых углов с помощью угломера и при необходимости корректировать настройку станков.
Таблица 1
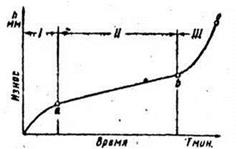
I – параметры, выбранные по справочным данным; II – фактические параметры, установленные в результате настройки станка. Износ режущих инструментов В процессе резания возникает интенсивное трение между инструментом и обрабатываемой заготовкой. Под действием сил трения происходит истирание и выкрашивание частиц поверхностного слоя режущих частей инструмента, т.е. его износ. В зоне резания действуют высокие давления и температуры, в результате чего интенсивность износа режущей части инструмента значительно выше интенсивности износа деталей машин. Физическая картина процесса износа при резании очень сложна. В зоне резания имеет место несколько видов (механизмов) износа. Основным видом является абразивно-механический износ. Абразивно-механический износ происходит в результате срезания и уноса микроскопических объемов материала инструмента твердыми структурными составляющими обрабатываемого металла. При высоких давлениях и температурах соизмеримым по действию оказывается адгезионный (молекулярный) износ, выражающийся в схватывании (сваривании) материала инструмента с материалом заготовки и вырыванием отдельных частиц материала инструмента. При резании возникает два интенсивных очага трения - трении стружки о переднюю поверхность резца и трение поверхности резания заготовки о заднюю поверхность резца. В соответствии с этим выделяют две основные формы износа - по передней и по задней поверхности резца (рис.1). Так как центр давления материала стружки о переднюю поверхность смещен вглубь от режущей кромки, то износ передней поверхности обычно имеет форму лунки. Износ задней поверхности имеет вид площадки высотой А3 с задним углом, равным нулю. При работе инструмента всегда имеет место износ и по передней и по задней поверхности режущей части, однако в зависимости от условии обработки может преобладать тот или другой вид износа. При обработке хрупких металлов преобладает износ по задней поверхности, т.к. стружка надлома оказывает малое истирающее действие на переднюю поверхность. Преобладающий износ по передней поверхности наблюдается при обработке пластичных материалов с большими скоростями резания при сливной стружке. Зависимость износа от времени имеет вид, показанный на рис.2. Кривую износа можно разбить на три участка. Участок I - период приработки или начального износа. В период приработки происходит истирание наиболее выступающих микронеровностей. Микронеровности имеют форму конусов и гребней и по мере износа площадь контакта увеличивается. Поэтому скорость износа максимальна в начале работы и уменьшается к концу периода приработки. Чем меньше шероховатость поверхности инструмента, тем короче будет период приработки. Период нормального износа II характеризуется значительно более медленным и почти линейным возрастанием износа во времени. Обычно период нормального износа составляет 90-95% всего времени работы резца. При достижении износа определенной величины режущая кромка округляется, условия резания изменяются (возрастает трение, повышается температура резания) и наступает период повышенного (катастрофического) износа III. Работа инструмента в период катастрофического износа не це- лесообразна и его нужно направлять на переточку. Существует несколько критериев (признаков), руководствуясь которыми резец считают изношенным и подлежащим переточке. Простейшим критерием, который обычно используется при черновой обработке, является критерий блестящей полоски. Резец считается изношенным, если при обработке стали на поверхности резания появляется блестящая полоска, а при обработке чугуна - темные пятна. Это свидетельствует о том, что режущая кромка округлилась (полностью или в отдельных местах) и начинает сминать и полировать поверхность резания. Появление блестящей полоски свидетельствует о начале периода катастрофического износа, При чистовой обработке инструмент нельзя доводить до начала катастрофического износа и поэтому критерий блестящей полоски при чистовой обработке не применим. Критерий оптимального износа обеспечивает получение наибольшего общего срока службы инструмента. Общий срок службы инструмента М равен произведению количества переточек К на время работы инструмента между двумя переточками Т М = К·Т, мин (I) При использовании этого критерия инструмент доводят до начала катастрофического износа, через определенные периоды, измеряя величину износа.
Рис. 1. Формы износа резца.
Рис. 2. Зависимость износа от времени работы инструмента.
Рис.З. Стойкостная зависимость при обработке твердосплавным резцом заготовки из стали 45.
Используя полученные данные расчетным путем, по специальной методике, определяют величины К и Т, обеспечивающие максимальное значение общего срока службы инструмента. Критерий оптимального износа целесообразно использовать для инструментов, работающих при постоянных условиях, т.е. в условиях крупносерийного и массового производства. При чистовой (окончательной) обработке используется технологический критерий износа инструмента. Он заключается в том, что инструмент считается изношенным и подлежит переточке, когда обработанная поверхность перестает отвечать технологическим условиям по точности или шероховатости. По этому критерию перетачивать инструмент приходится наиболее часто. Технологический критерий является основным для инструментов, работающих на станках автоматах и автоматических линиях.
|
Последнее изменение этой страницы: 2017-03-14; Просмотров: 742; Нарушение авторского права страницы