|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Тема 7.Основы проектирования приспособлений.Стр 1 из 3Следующая ⇒
Тема 7.Основы проектирования приспособлений.
Приспособлением называется вспомогательное устройство, используемое l для механической обработки заготовок и деталей, сборки узлов и контроля. Назначение приспособлений: 1. Установка заготовки в станке при выполнении механической обработки. 2. Установка рабочего инструмента в станке. 3. Установка мерительного инструмента. 4. Повышение производительности труда, качества и точности обработки и сборки. 5. Облегчение труда рабочих. Классификация приспособлений. а) По назначению: –станочные приспособления для установки и закрепления обрабатываемых заготовок; –станочные для установки и закрепления рабочего инструмента; –сборочные для соединения деталей в изделиях; –контрольные приспособления для промежуточного (операционного) и окончательного контроля деталей в процессе их изготовления и сборочных единиц; –приспособления для захвата, поворота, перевертывания и перемещения обрабатываемых заготовок, деталей и узлов. б) По специализации: –универсальные многоцелевые – для обработки разнообразных заготовок ( патроны, тиски, делительные головки и т.д.); –специализированные, узкоцелевые и ограниченно переналаживаемые – для обработки конкретных заготовок (специальные губки тисков, фасонные кулачки патронов и т. д.); –специальные одноцелевые непереналаживаемые – для выполнения определенных операций механической обработки(специальные цапфы для режущего инструмента и т.д.). в) По степени механизации: –ручные; –механические; –полуавтоматические; –автоматические. г) По степени унификации и стандартизации: –универсально-безналадочные (УБЛ) – предназначены для установки различных заготовок на постоянные регулируемые, несъемные установочные элементы(различные центры, поводковые устройства, зажимы, патроны различных типов, оправки, магнитные и электромагнитные плиты). –универсально-наладочные(УНП) – состоят из универсального базового агрегата и сменных наладочных элементов, наладку которых вдут для различных деталей путем смены установочных и зажимных элементов, монтируемых на базовом агрегате; –специализированные наладочные приспособления (СНП) –аналогичны УНП, но базовый агрегат у них не универсальный, а специализированный; –универсально-сборочные приспособления (УСП), которые комплектуют на стандартизированных плитах с взаимно перпендикулярными Т-образными пазами и применяются для механической обработки различных заготовок и сборки различных узлов; –сборно-разборные приспособления (СРП), которые собирают из стандартных деталей и узлов; –неразборные специальные приспособления (НСП), которые используются для оснащения конкретных операций индивидуального техпроцесса и обеспечивают по форме и конфигурации заготовок с идентичными схемами базирования. Основные элементы приспособлений: 1- установочные; 2- зажимные; 3- направляющие; 4- делительные (или поворотные); 5- корпусы; 6- механизированные приводы; 7- крепежные. Уcтановочные элементы приспособлений Обработка резанием осуществляется при движении заготовки относительно режущего инструмента. Для достижения заданной точности детали заготовка должна быть установлена в определенном положении относительно режущего инструмента. После установки заготовку закрепляют, что предотвращает ее смещение под действием сил резания, возникающих в процессе обработки. Установочные – для определения положения обрабатываемой поверхности заготовки относительно режущего инструмента. Требования к установочным элементам: - количество и расположение установочных элементов должно обеспечивать необходимую ориентацию и устойчивость обрабатываемой поверхности заготовки относительно режущего инструмента согласно принятой схемы базирования; - они должны быть жесткими и износостойкими, но не должны портить базовых поверхностей заготовок или деталей; - они должны быть легкосъемными для упрощения ремонта приспособления; - при использовании черновых баз с чистой поверхности 3-го класса установочные элементы следует выполнять с ограниченной опорной поверхностью в целях уменьшения влияния погрешностей и неровностей этих баз на точность и устойчивость установки. Виды установочных баз. Для установки заготовок на черновые базы применяют постоянные и регулируемые опоры, а на чистовые базы установку осуществляют с помощью опорных пластинок (см.рис.7.1).
Рис.7.1. Виды опор установочных элементов: а- для черновых баз; б- для чистовых баз
На рис.7.2 представлены варианты регулируемых подводимых “a” и самоустанавливающихся “б” опор.
Рис.7.2. Виды опор
По наружным цилиндрическим поверхностям заготовки часто устанавливают на призмы: широкие для чистовых баз и узкие для черновых баз (см.рис.7.3).
Рис.7.3. Виды призм
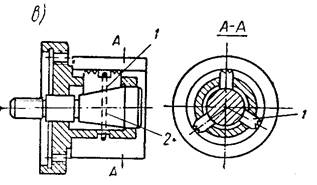
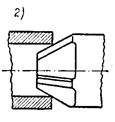
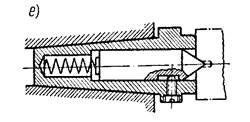
Призмы изготавливают из стали 45 или высокоуглеродистой стали с закалкой боковых поверхностей до твердости HRC 50…60. Призмы больших размеров делают из серого чугуна с привернутыми закаленными щеками. Установку заготовок с базированием по отверстиям производят на пальцы или оправки, а также на разжимных оправках (рис.7.4).
Рис.7.4.Виды разжимных оправок: а – центровая оправка с разжимной цангой (1 и 5 – гайки; 3 – цанга; 4 – коническая часть оправки; 2 – заготовка); б – консольная разжимная оправка; в- консольная оправка с тремя сухарями (1 – сухари, 2 – внутренний конус); г – оправка с упругой гильзой (1 – пластическая масса, 2 – тонкостенная гильза, 3 – винт).
При обработки заготовок, имеющих базовые поверхности в виде центровых гнезд (центровочные отверстия) в качестве установочных элементов используют центры. На рис.7.5 представлены некоторые виды центров.
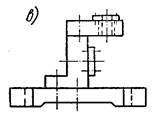
Рис.7.5. Виды центров Корпус приспособлений Корпус приспособлений является базовой деталью, на которой монтируются установочные элементы, зажимные устройства, направляющие элементы, а также вспомогательные детали и механизмы. Корпус воспринимает все силы, которые возникают при обработке, и зажим заготовок. Корпус приспособления должен быть прочным и жестким, конструкция его должна быть удобной для быстрой установки и съема заготовок, он должен быть простым и дешевым в изготовлении и обеспечивать соблюдение требований техники безопасности. Корпуса изготавливают из стали Ст.3 и из серого чугуна СЧ 12-28 литьем и сваркой. Литье применяют для корпусов сложной конфигурации. На рис.7.15 представлены некоторые виды корпусов приспособлений
Рис.7.15. Виды корпусов приспособлений, выполненных разными способами: а – литой; б – сварной; в – сборный; г – кованый. Этапы проектирования. 1. Выбирают конструкцию и размеры установочных элементов приспособления. 2. Определяют величину силы зажима, схемы и размеры зажимного устройства. 3. Определяют размеры направляющих элементов. 4. Производят общую компоновку приспособления. 5. Устанавливают допуски на изготовление деталей и сборку приспособления. Конструирование приспособления увязывают с разработкой техпроцесса изготовления детали. Необходимо знать основные размеры, связанные с установкой приспособления. Зная принятое базирование, точность и чистоту базовых поверхностей, определяют тип и размер установочных элементов, их количество и взаимное положение. Определив силы резания, устанавливают место приложения зажимных сил и их величину, затем выбирают тип и основные размеры зажимного устройства. Одновременно устанавливают тип и размер направляющих элементов и элементов контроля положения режущего инструмента. Разработку общего вида приспособления начинают с нанесения на лист контура заготовки, затем наносят отдельные элементы приспособления вокруг контуров заготовки (сначала вычерчивают установочные элементы, затем зажимные устройства, направляющие элементы инструмента и вспомогательные устройства и затем определяют контуры приспособления.
Тема 7.Основы проектирования приспособлений.
Приспособлением называется вспомогательное устройство, используемое l для механической обработки заготовок и деталей, сборки узлов и контроля. Назначение приспособлений: 1. Установка заготовки в станке при выполнении механической обработки. 2. Установка рабочего инструмента в станке. 3. Установка мерительного инструмента. 4. Повышение производительности труда, качества и точности обработки и сборки. 5. Облегчение труда рабочих. |
Последнее изменение этой страницы: 2017-03-17; Просмотров: 1116; Нарушение авторского права страницы