|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Делительные и поворотные элементы приспособлений ⇐ ПредыдущаяСтр 3 из 3
Делительные и поворотные устройства применяются в многопозиционных приспособлениях для придания обрабатываемой заготовке различных положений относительно рабочего инструмента (делительные головки).
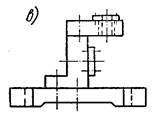
Корпус приспособлений Корпус приспособлений является базовой деталью, на которой монтируются установочные элементы, зажимные устройства, направляющие элементы, а также вспомогательные детали и механизмы. Корпус воспринимает все силы, которые возникают при обработке, и зажим заготовок. Корпус приспособления должен быть прочным и жестким, конструкция его должна быть удобной для быстрой установки и съема заготовок, он должен быть простым и дешевым в изготовлении и обеспечивать соблюдение требований техники безопасности. Корпуса изготавливают из стали Ст.3 и из серого чугуна СЧ 12-28 литьем и сваркой. Литье применяют для корпусов сложной конфигурации. На рис.7.15 представлены некоторые виды корпусов приспособлений
Рис.7.15. Виды корпусов приспособлений, выполненных разными способами: а – литой; б – сварной; в – сборный; г – кованый. Механизированные приводы приспособлений Предназначены для сокращения вспомогательного времени, расходуемое на установку, зажим и раскрепление заготовки в приспособлении. Виды механизированных приводов: 1. Механические. 2. Пневматические. 3. Гидравлические. 4.. Пневмогидравлические. 5. Электромеханические. Механические приводы с ручным управлением имеют наибольшие зажимные силы, требуют больших затрат времени на зажим и отжатие в единичном и мелкосерийном производстве. Наибольшее применение в промышленности при механической обработке заготовок и сборке машин нашли пневматические приводы, которые в сочетании с различными механическими передачами обеспечивают быстрое и надежное зажатие и отжатие заготовок и деталей, возможность регулирования и последовательность зажима. Принцип работы: сжатый воздух давит на поршень или диафрагму и заставляет совершать поступательные движение поршня или штока, необходимое для зажатия деталей. В качестве привода используются пневмоцилиндры, которые бывают одностороннего или двухстороннего действия. Возвращение в исходное положение в первом случае обеспечивается пружиной, во втором – сжатым воздухом. Гидравлические и пневмогидравлические приводы. При механизации и автоматизации производственных процессов, когда требуются большие зажимные усилия с постоянным давлением и надежностью зажимных устройств, применяют гидравлические приводы, что обеспечивает также точное перемещение рабочих органов станка и подвижных частей приспособлений. Масляная среда в системе обеспечивает надежную смазку силовых узлов, что исключает неполадки, присущие пневматическим системам(ржавчина и засорение). Кроме того, гидроприводы при больших усилиях имеют значительно меньшие габариты. Гидропривод состоит из электродвигателя, насоса масляного, резервуара для масла, гидроцилиндра, аппаратуры управления и регулирования. Проектирование приспособлений Исходные данные для проектирования: 1. Рабочие чертежи заготовок и готовой детали и техусловия ее приемки. 2. Операционный эскиз на предшествующую и выполняемую операцию. 3. Карта техпроцесса обработки данной заготовки с указанием последовательности и содержания операций, схемы базирования используемого оборудования и инструмента, режимов резания и т.д. 4. Госты и нормали на детали и узлы станочных приспособлений. Этапы проектирования. 1. Выбирают конструкцию и размеры установочных элементов приспособления. 2. Определяют величину силы зажима, схемы и размеры зажимного устройства. 3. Определяют размеры направляющих элементов. 4. Производят общую компоновку приспособления. 5. Устанавливают допуски на изготовление деталей и сборку приспособления. Конструирование приспособления увязывают с разработкой техпроцесса изготовления детали. Необходимо знать основные размеры, связанные с установкой приспособления. Зная принятое базирование, точность и чистоту базовых поверхностей, определяют тип и размер установочных элементов, их количество и взаимное положение. Определив силы резания, устанавливают место приложения зажимных сил и их величину, затем выбирают тип и основные размеры зажимного устройства. Одновременно устанавливают тип и размер направляющих элементов и элементов контроля положения режущего инструмента. Разработку общего вида приспособления начинают с нанесения на лист контура заготовки, затем наносят отдельные элементы приспособления вокруг контуров заготовки (сначала вычерчивают установочные элементы, затем зажимные устройства, направляющие элементы инструмента и вспомогательные устройства и затем определяют контуры приспособления.
|
Последнее изменение этой страницы: 2017-03-17; Просмотров: 1748; Нарушение авторского права страницы