
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
ТЕХНОЛОГИЧЕСКИЕ ОСНОВЫ МАШИНОСТРОЕНИЯСтр 1 из 16Следующая ⇒
ТЕХНОЛОГИЧЕСКИЕ ОСНОВЫ МАШИНОСТРОЕНИЯ
Конспект лекций
Составил: А.С. Антонов ОГЛАВЛЕНИЕ
ВВЕДЕНИЕ
Машиностроение является одной из важнейших и ведущих отраслей народного хозяйства. Именно машиностроение в значительной степени определяет материальную основу технического прогресса и темпы развития всех других отраслей промышленности, сельского хозяйства, энергетики, транспорта. Для того чтобы постоянно удовлетворять растущие потребности производства, машиностроение на базе новейших достижений науки и техники должно не только улучшать конструкции различных технических устройств, но и непрерывно совершенствовать технологии их производства. Быстрое развитие машиностроительного производства требовало научного разрешения вопросов, связанных с изготовлением машин, что привело к возникновению науки о технологии машиностроения. В настоящее время учеными и работниками производства большое внимание уделяется разработке и внедрению новых высокоэффективных технологических процессов, новых материалов, в том числе и неметаллических, снижению металлоемкости изделий, экономии топливно-энергетических и трудовых ресурсов, повышению надежности и долговечности машин. В решении этих задач важное место занимает технология машиностроения. Технология машиностроения как прикладная наука имеет большое значение в подготовке специалистов для различных отраслей машиностроительного комплекса. Она вооружает их знаниями, позволяющими разрабатывать новые прогрессивные технологии и создавать машины, отвечающие современному уровню развития науки и техники. Предметом технологии машиностроения является изучение закономерностей, действующих в процессе изготовления машин заданного качества в установленном программой выпуска количестве, в заданные сроки и при наименьшей себестоимости. Целью изучения дисциплины «Технологические основы машиностроения» является овладение обоснованной системой знаний и практическими навыками проектирования технологических процессов изготовления деталей и сборки машин заданного качества в плановом количестве при высоких технико-экономических показателях производства. Задачи изучения дисциплины – усвоение теоретических основ технологии машиностроения и обоснование принимаемых решений при проектировании и управлении процессами создания и изготовления машин на должном научно-техническом уровне. Теоретической и практической базой технологических основ машиностроения являются дисциплины «Материаловедение», «Технология материалов», «Проектирование и производство заготовок», «Теория резания», «Обрабатывающий инструмент», «Технологическое оборудование», «Нормирование точности и технические измерения», «Организация производства и управление предприятием». Настоящая дисциплина составляет основу современной базы знаний технологии машиностроения. Курс «Технологические основы машиностроения» рассматривает следующие вопросы: – Производственный и технологический процессы. – Точность механической обработки. Качество поверхностей деталей машин. – Основы базирования. Выбор баз при обработке заготовок. – Теория размерных цепей. Системы размерных связей. – Заготовки деталей машин. – Технологичность конструкции изделия. – Припуски на механическую обработку. – Основные принципы, методика проектирования технологических процессов и технические расчеты. – Обработка наружных поверхностей тел вращения. – Обработка внутренних поверхностей тел вращения. – Обработка резьбовых поверхностей детали. – Обработка плоских поверхностей и пазов в заготовках. – Обработка фасонных поверхностей. – Обработка шлицевых поверхностей. – Обработка зубчатых поверхностей. Обработка заготовок на зуборезных станках. – Выбор средств технологического оснащения. – Технология изготовления типовых деталей. – Технологическая документация. – Проектирование инструментов. – Технический контроль и испытания. – Технология сборки машин. Сборочное производство. Основными направлениями развития технологии машиностроения являются: 1) Создание новых методов обработки. 2) Совершенствование существующих методов обработки (повышение уровня механизации и автоматизации производственных процессов, ускорение производственных процессов на основе внедрения поточного производства). Первое направление включает создание и внедрение следующих методов обработки: − электромеханическая и электроэрозионная обработка, − электрогидравлическая, электрохимическая, электроабразивная и ультразвуковая обработка, − обработка электронным лучом и плазменной струей, с применением квантовых генераторов (лазеров), − электро-ферромагнитная обработка и др. Перечисленные методы обработки наряду с такими мероприятиями как использование в качестве инструментов атомов воды и их частиц, а также естественных и искусственных алмазов, развитие обработки давлением с высокими скоростями, индукционного метода прессования являются одним из основных направлений совершенствования технологии в машиностроении. Второе направление включает: 1) унификацию машин и механизмов; 2) приближение формы заготовки к форме готового изделия; 3) специализацию и совершенствование металлорежущего оборудования; 4) совершенствование обрабатывающего инструмента и повышение съема металла при резании; 5) комплексную технологию в машиностроении; 6) механизацию, автоматизацию и создание автоматических линий и заводов; 7) использование вычислительной техники для решения технологических и организационных задач.
Влияние правильности базирования на точность обрабатываемых поверхностей. Примеры расчета.
От правильности решения вопроса о технологических базах в значительной степени зависят: фактическая точность выполнения заданных линейных размеров; правильность взаимного расположения обрабатываемых поверхностей; точность обработки, которую должен выдержать рабочий при выполнении запроектированной технологической операции; общая производительность обработки заготовок. На точность обрабатываемой поверхности оказывает влияние различные факторы, и среди них особое значение имеет контакт поверхности заготовки с установочными элементами приспособления. Это объясняется тем, что поверхность заготовки в ряде случаев обработаны предварительно или не вообще не обработаны. При автоматизации производства значение правильности выбора технологических баз еще более возрастает, так как все эти виды обработки основываются на принципе автоматического получения размеров, в котором технологическая база является одним из основных составляющих элементов. В связи с этим вопрос о выборе технологических баз решается технологом в самом начале проектирования технологического процесса одновременно с вопросом о последовательности и видах обработки отдельных поверхностей заготовки. При этом назначение технологических баз начинается с выбора технологической базы для выполнения первой операции. После выполнения первой операции необходимо установить технологические базы для последующей обработки заготовки. Такими базами будут уже обработанные поверхности. Они должны обеспечить обработку исполнительных поверхностей, конструкторских основных и вспомогательных баз с необходимыми параметрами шероховатости, с заданными допустимыми отклонениями размеров, геометрической формы и взаимного расположения поверхностей. Они должны также обеспечить надежное закрепление заготовки такое, чтобы исключалось упругое деформирование различных ее поверхностей, и погрешности установки были минимальны. В процессе разработки технологических процессов, решая вопросы выбора баз, следует стремиться к соблюдению принципов совмещения баз и постоянства баз. Погрешность базирования влияет на точность выполнения размеров, точность взаимного положения поверхностей и не влияет на точность их формы. Для различных схем установки погрешность базирования может быть найдена на основе геометрических расчетов. Для устранения и уменьшения погрешности базирования следует совмещать технологические и измерительные базы, повышать точность выполнения размеров технологических баз, выбирать рациональное расположение установочных элементов и назначать правильно их размеры, устранять или уменьшать зазоры при посадке заготовок на охватываемые или охватывающие установочные элементы. Рассмотрим расчет погрешностей базирования при установке гладких цилиндрических валов в призму. Положение обрабатываемой в призме (рис. 20, а) поверхности может быть задано тремя различными способами – размерами h, n и m. Определим колебания этих размеров, т.е. погрешности базирования, при выполнении операции на настроенном станке. Как следует из схем (рис. 20, б) размерных цепей, каждый из выдерживаемых размеров является замыкающим в трехзвенной размерной цепи. Следовательно, погрешность выдерживаемых размеров будет определяться уравнениями:
Звено Б1 – это размер между геометрическим центром призмы и режущим лезвием настроенного на размер инструмента. Для партии деталей, обрабатываемых с одной настройки, можно считать погрешность размера Б1 равной нулю, т.е. ТБ1 = 0.
Тогда погрешность выдерживаемых размеров будет определяться только колебаниями размеров, связывающих геометрический центр призмы с конструкторскими (измерительными) базами, а это и есть погрешность базирования. Следовательно,
Из рис. 20, а находим
В итоге получим:
Сопоставляя полученные результаты, нетрудно заметить, что погрешность базирования по размеру m будет наибольшей, а по размеру n – наименьшей. Полученный результат показывает, что на величину погрешности базирования оказывают влияние и геометрические параметры базирующего элемента приспособления, куда устанавливается заготовка, и в частности, угол при вершине призмы
Теория размерных цепей
1.4.1 Виды размерных цепей, основные понятия и определения.
Размерные цепи отражают объективные размерные связи в конструкции машины, технологических процессах изготовления ее детали и сборки, при измерении, возникающие в соответствии с условиями решаемых задач. Размерная цепь – совокупность размеров, непосредственно участвующих в решении поставленной задачи и образующих замкнутый контур. Обозначаются размерные цепи прописными буквами русского алфавита (А, Б, В, …, Я) и строчными буквами греческого алфавита (β , γ , …, кроме α , δ , ξ , λ , ω ). Размеры, образующие размерную цепь, называют звеньями размерной цепи. Одно звено в размерной цепи замыкающее (исходное), а остальные – составляющие. Замыкающим (исходным) звеном размерной цепи называют звено, получающееся последним или первым (исходным) при ее построении. Замыкающее (исходное) звено отличается значком Δ – АΔ (рис. 1). Составляющим звеном размерной цепи называют звено размерной цепи, функционально связаны с замыкающим звеном. Составляющие звенья, в зависимости от их влияния на замыкающее звено, бывают увеличивающие или уменьшающие: Увеличивающим звеном называется звено, при увеличении которого, замыкающее звено увеличивается. Такоезвено обозначается стрелочкой слева направо над буквой– Уменьшающим звеном называется звено, при увеличении которого, замыкающее звено уменьшается. Такое звено обозначается стрелочкой справа налево над буквой – Компенсирующее звено – звено, за счет изменения величины которого, достигается требуемая точность замыкающее звено. Выделяется такое звено заключением его в квадрат (рис. 1). Общее звено – звено, одновременно принадлежащее нескольким размерным цепям. В его обозначении используются столько букв, звеньями скольких цепей оно является – А1 = В3 = В6.
Размерные цепи удобно классифицировать по характеру решаемой задачи, содержанию, характеру звеньев, геометрическому представлению и виду связи. Схематично классификация представлена на рис. 2.
По характеру решаемой задачи размерные цепи различают конструкторские, технологические, измерительные. Конструкторская размерная цепь – размерная цепь, определяющая расстояние или относительный поворот поверхностей (осей) в деталях. Примером конструкторской размерной цепи служит размерная цепь, приведенная на рис. 1. Технологические размерные цепи – размерные цепи, обеспечивающие требуемые расстояние или относительный поворот поверхностей изделия в процессе их изготовления. Технологические размерные цепи бывают первого и второго рода. К технологическим цепям первого рода относят технологические системы, связывающие между собой станок, приспособление, инструмент и деталь – СПИД. Пример подобной технологической системы приведен на рис. 3, где С –станок – В1, Б2, Б3; П – приспособление – Б1, В2, В3, В4; И – инструмент – В5; Д – деталь – АΔ . Замыкающим звеном технологической цепи первого рода (А) является звено, заключенное между режущей кромкой инструмента и базой (или соответствующими осями). Так в цепи, приведенной на рис. 3, звено АΔ является замыкающим и принадлежит детали; звеньям В1, Б2, Б3 принадлежат станку (являются конструктивными элементами станка); звенья Б1, В2, В3, В4 принадлежат приспособлению (являются конструктивными элементами приспособления или другой технологической оснастки); звено В5 принадлежит инструменту (ширина дисковой фрезы). Изображать технологическую цепь первого рода можно подробно (рис. 3, а) или упрощенно (рис. 3, б).
К технологическим цепям второго рода относятся размерные цепи, связывающие отдельные операции, переходы (цепи первого рода). Для того чтобы выявить технологическую цепь второго рода, необходимо проанализировать весь технологический процесс изготовления детали, от операции, на которой заканчивается решение поставленной задачи, до начала технологического процесса. На рис. 4 представлен анализ технологического процесса изготовления валика, у которого необходимо обеспечить длину ступени L = AΔ . При изготовлении валика в решении поставленной задачи участвуют цепи первого и второго рода. К цепям второго рода относятся размерная цепь А, которая связывает операции (переходы) получения левой и правой шеек валика; и размерная цепь В, которая связывает операции (переходы) получения одной из шеек и торцов заготовки. Размерные цепи Б, Г, Д являются цепями первого рода.
Измерительная размерная цепь – цепь, с помощью которой познается значение измеряемого размера, относительного поворота, расстояния поверхностей или их осей изготовленного или изготавливаемого изделия (рис. 5).
По содержанию размерные цепи бывают основные и производные. Основная размерная цепь – цепь, замыкающим звеном которой является размер (расстояние, относительный поворот), обеспечиваемый в соответствии с решением основной задачи (цепь А на рис. 3). Производная размерная цепь – цепь, замыкающим звеном которой является одно из составляющих звеньев основной размерной цепи (цепи Б и В на рис. 3). Производная размерная цепь раскрывает содержание составляющего звена основной размерной цепи. По характеру звеньев размерные цепи бывают линейные и угловые. Линейная размерная цепь – цепь, звеньями которой являются линейные размеры. Они обозначаются прописными буквами русского алфавита (А, Б, …, Я) и двусторонней стрелочкой. Угловая размерная цепь – цепь, звеньями которой являются угловые параметры. Они обозначаются строчными буквами греческого алфавита (β , γ , …) и односторонней стрелочкой (рис. 3). По геометрическому представлению цепи бывают плоские и пространственные. Плоская размерная цепь – цепь, звенья которой расположены в одной или нескольких параллельных плоскостях. Пространственная размерная цепь – цепь, звенья которой расположены в непараллельных плоскостях. По виду связей размерные цепи бывают параллельные, последовательно и параллельно-последовательно связанные. Параллельно связанные цепи – цепи, имеющие одно или несколько общих звеньев (рис. 6, а). Последовательно связанные цепи – цепи, в которых каждая последующая имеет одну общую базу с предыдущей (рис. 6, б). Параллельно последовательно связанные цепи (комбинированные) – цепи, имеющие оба вида связей (рис. 6, в).
Метод пригонки Сущность метода пригонки заключается в том, что требуемая точность замыкающего звена размерной цепи достигается изменением размера компенсирующего звена путем удаления с него определенного слоя материала. При достижении точности замыкающего звена методом пригонки на все составляющие звенья размерной цепи устанавливают целесообразно достижимые (экономичные) в данных производственных условиях допуски:
Значения полей допусков, установленные вне связи с заданным значением TΔ поля пуска замыкающего звена, могут привести к тому, что отклонения замыкающего звена будут выходить за его пределы, т.е.
Избыток погрешности на замыкающем звене, наибольшее значение которого называют наибольшей расчетной компенсацией При выборе в размерной цепи компенсатора руководствуются следующими соображениями. В качестве компенсатора выбирают деталь, изменение размера (являющегося одним из составляющих звеньев) которой при дополнительной обработке требует наименьших затрат. Недопустимо в качестве компенсатора выбирать деталь, размер которой является общим составляющим звеном параллельно связанных размерных цепей. Нарушение этого условия приводит к возникновению погрешности, «блуждающей» из одной размерной цепи в другую. Произвольное назначение координат середин полей допусков составляющих звеньев может привести к тому, что у компенсатора не окажется нужного запаса материала для пригонки. Для того чтобы обеспечить на компенсаторе минимально необходимый слой материала (припуск) для пригонки, и в то же время достаточный для устранения максимального отклонения замыкающего звена, в координату середины поля допуска компенсирующего звена необходимо ввести поправку Δ k. Пусть в трехзвенной размерной цепи A (рис.13) требуемая точность замыкающего звена характеризуется величинами
При этих допусках отклонения замыкающего звена AΔ возможны в пределах
Отсюда
Основным преимуществом метода пригонки является возможность изготовления деталей с экономичными допусками. Методом пригонки может быть обеспечена высокая точность замыкающего звена. Однако пригоночные работы в основном выполняются вручную и требуют высококвалифицированных рабочих.
Метод регулирования Сущность метода заключается в том, что требуемая точность замыкающего звена размерной цепи достигается изменением размера компенсирующего звена без удаления материала с компенсатора. Принципиально в своей сущности метод регулирования аналогичен методу пригонки. Различие между ними заключается в способе изменения размера компенсирующего звена. Различают регулирование с помощью подвижного и неподвижного компенсатора. Достижение точности зазора AΔ с применением подвижного компенсатора представлено на рис.14, а, а с применением неподвижного компенсатора на рис.14, б.
Допуски при методе регулирования назначают так же, как при методе пригонки: устанавливают экономически приемлемые для данных производственных условий поля допусков При применении подвижного компенсатора определяют При применении неподвижного компенсатора приходится считаться с тем, что неподвижный компенсатор не в состоянии скомпенсировать собственное отклонение. Поэтому
где m-2 означает, что при суммировании значения Следовательно, Далее необходимо определить число ступеней компенсаторов и их размеры.
где Для метода регулирования характерны следующие преимущества. Возможно достижение любой степени точности замыкающего звена при целесообразных допусках на все составляющие звенья. Не требуется больших затрат времени на выполнение регулировочных работ, которые могут быть выполнены рабочими невысокой квалификации. Не создается сложностей при нормировании и организации сборочных работ. Обеспечивает машинам и механизмам возможность периодически или непрерывно и автоматически сохранять требуемую точность замыкающего звена, теряемую вследствие изнашивания, теплового и упругого деформирования деталей и других причин. Преимущества метода регулирования особо ощутимы в многозвенных размерных цепях. Введение в конструкцию машин и механизмов компенсаторов облегчает обеспечение точности замыкающих звеньев не только в процессе изготовления, но и в процессе эксплуатации машин, что положительно отражается на их экономичности. Завершая рассмотрение методов достижения требуемой точности замыкающего звена, отметим, что теоретико-вероятностные расчеты, присущие методу неполной взаимозаменяемости, могут быть с успехом применены в методах групповой взаимозаменяемости, пригонки и регулирования. Например, использование при суммировании значений производственных полей допусков теоретико-вероятностного метода приведет к меньшему значению δ k, а, в конечном счете, – к меньшему числу ступеней компенсаторов и повышению экономической эффективности метода регулирования, хотя это и будет связано с некоторым риском.
Заготовки деталей машин
1.5.1 Технологические требования к заготовкам, обрабатываемым на различном металлорежущем оборудовании. Требования к выбору заготовок для станков с ЧПУ
Технологические требования к заготовкам, подвергаемым обработке резанием на различном металлорежущем оборудовании. Технологические требования, предъявляемые к заготовкам, обусловлены необходимостью соблюдать технические условия, определяющие припуски, шероховатость поверхностей, твердость и обрабатываемость. Поверхности, используемые при механической обработке в качестве технологических баз, должны быть ровными и гладкими, без литников, прибылей, выпоров, литейных или штамповочных уклонов и заусенцев. При получении деталей из заготовок, подвергаемых обработке резанием, необходимо: 1) формы и размеры заготовок, физико-химические и механические свойства материала выбирать с учетом возможности применения прогрессивных высокопроизводительных методов изготовления деталей; 2) обеспечивать оптимальность и обоснованность назначения допустимых отклонений формы и расположения поверхностей, требований к параметрам шероховатости обрабатываемых поверхностей; 3) соблюдать единство конструкторских и технологических баз; 4) унифицировать элементы конструкций деталей для групповой обработки по типовым технологическим процессам и применения стандартной переналаживаемой оснастки и инструмента; 5) обеспечивать снижение трудоемкости изготовления детали (сокращения машинного и вспомогательного времени) за счет: - применения легкообрабатываемых материалов; - повышения точности изготовления заготовок и применения стандартизованных и унифицированных заготовок, изготовленных прогрессивными методами формообразования (литье, холодная высадка и т.д.); - обеспечения жесткости конструкции детали для надежности крепления и исключения деформации детали при обработке; - уменьшения числа обрабатываемых поверхностей и их протяженности; - расчленения конструкции детали на более простые формы для объединения нескольких простых деталей в одну; - обеспечения инструментальной доступности конструкций (удобства подвода и вывода инструмента, доступа инструмента к обрабатываемым поверхностям) при изготовлении и контроле.
Требования к выбору заготовок для станков с ЧПУ. Основным условием эффективного использования станков с ЧПУ является рациональный подбор номенклатуры деталей, подлежащих изготовлению на этих станках. Основные требования по выбору деталей для обработки на станках с ЧПУ: 1) Детали должны иметь сложную форму или криволинейные поверхности, для изготовления которых на универсальных станках требуется специальная технологическая оснастка, фасонный режущий инструмент и затрачивается значительное вспомогательное время. 2) Конфигурация деталей должна позволять концентрировать как можно большее число операций в одну. Число операций, выполняемых на универсальном станке должно быть больше, чем при обработке на станке с ЧПУ. У корпусных деталей обрабатываемые поверхности должны быть сосредоточены на четырех боковых сторонах детали, что позволяет обработать деталь за одну установку на поворотном столе. Остальные две поверхности не должны обрабатываться или подвергаться минимальной обработке. 3) Возможность установки и закрепления заготовки на станке посредством простейших приспособлений. 4) Обрабатываемые детали не должны иметь длинных расточек, требующих применения борштанг, т.к. на станках с ЧПУ расточка производится на коротких жестких оправках. 5) Требования к соосности отверстий в противоположных стеках не должны быть строгими. При этом, если ось отверстия не проходит через центр стола, дополнительно требуется перемещение стола по горизонтальной координате. 6) Обработка не должна содержать операций, требующих настройки инструментов в процессе работы станка. 7) Общее число инструментов, требующихся для обработки детали, должно быть минимальным. Это достигается унификацией размеров отверстий, резьб, канавок и т.д. К заготовкам деталей изготовляемых на станке с ЧПУ предъявляются дополнительные требования: 1) Припуски и допуски должны быть минимальными. Рекомендуется их уменьшить на 10…30 по сравнению с обработкой на станке с ручным управлением. 2) Твердость заготовок должна колебаться в небольших пределах для возможности регулировать время смены инструментов. 3) Наличие технологических баз удовлетворяющих условию совмещения координатных осей заготовки с осями координатной системы станка. Ужесточение требований по точности и свойствам материала заготовок, обрабатываемых на станках с ЧПУ, объясняется необходимостью уменьшить нагрузку на станок. Влияние правильного выбора вида заготовок на технико-экономические показатели технологического процесса: трудоемкость, себестоимость, производительность. Основные направления в машиностроении по применению безотходной технологии изготовления деталей и экономии средств в заготовительном производстве
При разработке технологии обработки детали одной из первых решается задача выбора заготовки, который зависит от конструктивной формы детали, технических требований, материала, ее назначения, условий работы в машине, испытываемых напряжений. Выбор вида заготовки определяется еще и масштабом производства, а также экономичностью изготовления. Выбрать заготовку – значит установить способ ее получения, определить припуски на обработку поверхностей, рассчитать размеры и установить допуски на неточность изготовления. При правильно выбранном методе получения заготовки уменьшается трудоемкость механической обработки, сокращается расход металла, электроэнергии, высвобождается оборудование и производственные площади. При выборе заготовки технолог руководствуется техническими возможностями заготовительных цехов предприятия. Форма и размеры заготовки должны быть максимально приближены к форме и размерам детали; идеальной (прецизионной) является заготовка, не требующая механической обработки, т.е. фактически являющаяся готовой деталью. Но чем ближе форма и размер заготовки к форме и размерам детали, тем выше расходы на ее изготовление, следовательно, применять такие заготовки целесообразно в массовом и крупносерийном производстве. Если заготовку можно получить несколькими способами, то выполняется экономический расчет по стоимости каждого вида и сравнение, какой метод выгоднее. При расчете учитывается не только стоимость материала, требующегося на изготовление заготовки (сравнение по коэффициенту использования материала), но и стоимость изготовления самой заготовки, которая включает и амортизационные отчисления со стоимости оборудования, и стоимость оснастки для изготовления, и затраты электроэнергии, газа, пара и других ресурсов. Одним из показателей, характеризующих экономичность выбранной заготовки, является коэффициент использования материала Км. Его определяют как отношение массы детали q к массе заготовки Q: Км= q/Q Для рациональных форм и вида выбранной заготовки характерны значения этого коэффициента, близкие к единице, что обусловливает более низкую себестоимость последующей механической обработки, меньший расход материала, энергии, инструмента и т.п. В среднем по машиностроению коэффициент использования металла сравнительно невысок и составляет Км=0, 7…0, 75, в крупносерийном и массовом производстве Км =0, 85…0, 9, а в единичном Км =0, 5…0, 6. Известно, что в себестоимости машиностроительной продукции наибольшую долю составляют затраты на материалы. Для их снижения стремятся в максимальной степени приблизить размеры и форму заготовок к габаритам и форме готовых деталей. Поэтому в современном производстве одним из основных направлений развития технологии механической обработки является использование заготовок с экономичными конструктивными формами, обеспечивающими обработку с наибольшей производительностью и наименьшими отходами материалов. Использование более точных и сложных заготовок является в машиностроении одним из основных путей экономии материалов, создания безотходной и малоотходной технологии и интенсификации технологических процессов. Эта прогрессивная тенденция обусловила появление и развитие многих современных способов получения точных заготовок. |
Последнее изменение этой страницы: 2017-04-12; Просмотров: 1272; Нарушение авторского права страницы

 ;
;  ;
;  .
.



 .
. ;
;  ;
;  .
. ;
;  ;
;  .
. .
. (рис. 1).
(рис. 1). ,
,  (рис. 1).
(рис. 1).







 , должен быть удален из размерной цепи путем изменения значения заранее выбранного компенсирующего звена.
, должен быть удален из размерной цепи путем изменения значения заранее выбранного компенсирующего звена. и
и  ;
;  и
и  - поля допусков составляющих звеньев, экономически целесообразные для данных производственных условий;
- поля допусков составляющих звеньев, экономически целесообразные для данных производственных условий;  и
и  – координаты середин полей допусков.
– координаты середин полей допусков.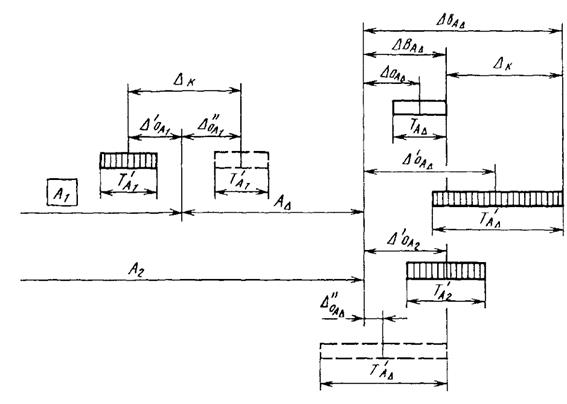
 при координате середины поля допуска
при координате середины поля допуска  . Наибольшее возможное отклонение AΔ отстоит от верхней границы
. Наибольшее возможное отклонение AΔ отстоит от верхней границы 





 и координаты их середин
и координаты их середин  .
. , которое учитывают при разработке конструкции подвижного компенсатора и определении его разрешающей способности.
, которое учитывают при разработке конструкции подвижного компенсатора и определении его разрешающей способности.
 и
и  компенсатора не учтены.
компенсатора не учтены. .
.