
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
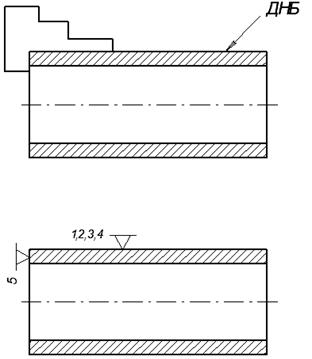
Схемы базирования заготовок типа втулок, дисков, колец.
Заготовки этих классов могут устанавливаться в самоцентрирующих патронах, а также на оправках. При базировании длинных втулок применяют удлиненные кулачки, тогда цилиндрическая поверхность становится направляющей базой, а торец – опорной.
На основании рассмотренных типов и схем базирования можно легко оформить множество других.
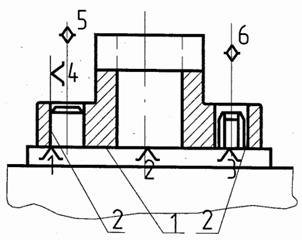
Схемы базирования корпусных заготовок. К корпусам относят детали, содержащие систему отверстий и плоскостей, координированных друг относительно друга. К корпусам относят корпуса редукторов, коробок передач, насосов и т.д. Корпусные детали служат для монтажа различных механизмов машин. Для них характерно наличие опорных достаточно протяженных и точных плоскостей, точных отверстий (основных), координированных между собой и относительно базовых поверхностей и второстепенных крепежных, смазочных и других отверстий. По общности решения технологических задач корпусные детали делят на две основные группы: а) призматические (коробчатого типа) с плоскими поверхностями больших размеров и основными отверстиями, оси которых расположены параллельно или под углом; б) фланцевого типа с плоскостями, являющимися торцовыми поверхностями основных отверстий. Призматические и фланцевые корпусные детали могут быть разъемными и неразъемными. При обработке корпусных деталей используются следующие методы базирования: – обработка от плоскости, т.е. вначале окончательно обрабатывают установочную плоскость, затем принимают ее за установочную базу и относительно нее обрабатывают точные отверстия; – обработка от отверстия, т.е. вначале окончательно обрабатывают отверстие и затем от него обрабатывают плоскость. Чаще применяется обработка от плоскости (базирование более простое и удобное), однако более точным является обработка от отверстия, особенно при наличии в корпусах точных отверстий больших размеров и при высокой точности расстояния от плоскости до основного отверстия (например, корпуса задних бабок токарных и шлифовальных станков). При работе первым методом труднее выдерживать два точных размера – диаметр отверстия и расстояние до плоскости. При базировании корпусных деталей стараются выдерживать принципы совмещения и постоянства базы. Ниже приведены наиболее часто используемые схемы базирования. При изготовлении корпусных деталей призматического типа широко используется базирование по плоской поверхности 1 и двум отверстиям 2, чаще всего обработанным по 7 квалитету (рис. 17). Детали фланцевого типа базируются на торец фланца 1, отверстие 2 большего диаметра и отверстие 3 малого диаметра во фланце. Распределение опорных точек зависит от соотношения длины базирующей части отверстия к его диаметру (рис. 18 и 19).
Влияние правильности базирования на точность обрабатываемых поверхностей. Примеры расчета.
От правильности решения вопроса о технологических базах в значительной степени зависят: фактическая точность выполнения заданных линейных размеров; правильность взаимного расположения обрабатываемых поверхностей; точность обработки, которую должен выдержать рабочий при выполнении запроектированной технологической операции; общая производительность обработки заготовок. На точность обрабатываемой поверхности оказывает влияние различные факторы, и среди них особое значение имеет контакт поверхности заготовки с установочными элементами приспособления. Это объясняется тем, что поверхность заготовки в ряде случаев обработаны предварительно или не вообще не обработаны. При автоматизации производства значение правильности выбора технологических баз еще более возрастает, так как все эти виды обработки основываются на принципе автоматического получения размеров, в котором технологическая база является одним из основных составляющих элементов. В связи с этим вопрос о выборе технологических баз решается технологом в самом начале проектирования технологического процесса одновременно с вопросом о последовательности и видах обработки отдельных поверхностей заготовки. При этом назначение технологических баз начинается с выбора технологической базы для выполнения первой операции. После выполнения первой операции необходимо установить технологические базы для последующей обработки заготовки. Такими базами будут уже обработанные поверхности. Они должны обеспечить обработку исполнительных поверхностей, конструкторских основных и вспомогательных баз с необходимыми параметрами шероховатости, с заданными допустимыми отклонениями размеров, геометрической формы и взаимного расположения поверхностей. Они должны также обеспечить надежное закрепление заготовки такое, чтобы исключалось упругое деформирование различных ее поверхностей, и погрешности установки были минимальны. В процессе разработки технологических процессов, решая вопросы выбора баз, следует стремиться к соблюдению принципов совмещения баз и постоянства баз. Погрешность базирования влияет на точность выполнения размеров, точность взаимного положения поверхностей и не влияет на точность их формы. Для различных схем установки погрешность базирования может быть найдена на основе геометрических расчетов. Для устранения и уменьшения погрешности базирования следует совмещать технологические и измерительные базы, повышать точность выполнения размеров технологических баз, выбирать рациональное расположение установочных элементов и назначать правильно их размеры, устранять или уменьшать зазоры при посадке заготовок на охватываемые или охватывающие установочные элементы. Рассмотрим расчет погрешностей базирования при установке гладких цилиндрических валов в призму. Положение обрабатываемой в призме (рис. 20, а) поверхности может быть задано тремя различными способами – размерами h, n и m. Определим колебания этих размеров, т.е. погрешности базирования, при выполнении операции на настроенном станке. Как следует из схем (рис. 20, б) размерных цепей, каждый из выдерживаемых размеров является замыкающим в трехзвенной размерной цепи. Следовательно, погрешность выдерживаемых размеров будет определяться уравнениями:
Звено Б1 – это размер между геометрическим центром призмы и режущим лезвием настроенного на размер инструмента. Для партии деталей, обрабатываемых с одной настройки, можно считать погрешность размера Б1 равной нулю, т.е. ТБ1 = 0.
Тогда погрешность выдерживаемых размеров будет определяться только колебаниями размеров, связывающих геометрический центр призмы с конструкторскими (измерительными) базами, а это и есть погрешность базирования. Следовательно,
Из рис. 20, а находим
В итоге получим:
Сопоставляя полученные результаты, нетрудно заметить, что погрешность базирования по размеру m будет наибольшей, а по размеру n – наименьшей. Полученный результат показывает, что на величину погрешности базирования оказывают влияние и геометрические параметры базирующего элемента приспособления, куда устанавливается заготовка, и в частности, угол при вершине призмы
Теория размерных цепей
1.4.1 Виды размерных цепей, основные понятия и определения.
Размерные цепи отражают объективные размерные связи в конструкции машины, технологических процессах изготовления ее детали и сборки, при измерении, возникающие в соответствии с условиями решаемых задач. Размерная цепь – совокупность размеров, непосредственно участвующих в решении поставленной задачи и образующих замкнутый контур. Обозначаются размерные цепи прописными буквами русского алфавита (А, Б, В, …, Я) и строчными буквами греческого алфавита (β , γ , …, кроме α , δ , ξ , λ , ω ). Размеры, образующие размерную цепь, называют звеньями размерной цепи. Одно звено в размерной цепи замыкающее (исходное), а остальные – составляющие. Замыкающим (исходным) звеном размерной цепи называют звено, получающееся последним или первым (исходным) при ее построении. Замыкающее (исходное) звено отличается значком Δ – АΔ (рис. 1). Составляющим звеном размерной цепи называют звено размерной цепи, функционально связаны с замыкающим звеном. Составляющие звенья, в зависимости от их влияния на замыкающее звено, бывают увеличивающие или уменьшающие: Увеличивающим звеном называется звено, при увеличении которого, замыкающее звено увеличивается. Такоезвено обозначается стрелочкой слева направо над буквой– Уменьшающим звеном называется звено, при увеличении которого, замыкающее звено уменьшается. Такое звено обозначается стрелочкой справа налево над буквой – Компенсирующее звено – звено, за счет изменения величины которого, достигается требуемая точность замыкающее звено. Выделяется такое звено заключением его в квадрат (рис. 1). Общее звено – звено, одновременно принадлежащее нескольким размерным цепям. В его обозначении используются столько букв, звеньями скольких цепей оно является – А1 = В3 = В6.
Размерные цепи удобно классифицировать по характеру решаемой задачи, содержанию, характеру звеньев, геометрическому представлению и виду связи. Схематично классификация представлена на рис. 2.
По характеру решаемой задачи размерные цепи различают конструкторские, технологические, измерительные. Конструкторская размерная цепь – размерная цепь, определяющая расстояние или относительный поворот поверхностей (осей) в деталях. Примером конструкторской размерной цепи служит размерная цепь, приведенная на рис. 1. Технологические размерные цепи – размерные цепи, обеспечивающие требуемые расстояние или относительный поворот поверхностей изделия в процессе их изготовления. Технологические размерные цепи бывают первого и второго рода. К технологическим цепям первого рода относят технологические системы, связывающие между собой станок, приспособление, инструмент и деталь – СПИД. Пример подобной технологической системы приведен на рис. 3, где С –станок – В1, Б2, Б3; П – приспособление – Б1, В2, В3, В4; И – инструмент – В5; Д – деталь – АΔ . Замыкающим звеном технологической цепи первого рода (А) является звено, заключенное между режущей кромкой инструмента и базой (или соответствующими осями). Так в цепи, приведенной на рис. 3, звено АΔ является замыкающим и принадлежит детали; звеньям В1, Б2, Б3 принадлежат станку (являются конструктивными элементами станка); звенья Б1, В2, В3, В4 принадлежат приспособлению (являются конструктивными элементами приспособления или другой технологической оснастки); звено В5 принадлежит инструменту (ширина дисковой фрезы). Изображать технологическую цепь первого рода можно подробно (рис. 3, а) или упрощенно (рис. 3, б).
К технологическим цепям второго рода относятся размерные цепи, связывающие отдельные операции, переходы (цепи первого рода). Для того чтобы выявить технологическую цепь второго рода, необходимо проанализировать весь технологический процесс изготовления детали, от операции, на которой заканчивается решение поставленной задачи, до начала технологического процесса. На рис. 4 представлен анализ технологического процесса изготовления валика, у которого необходимо обеспечить длину ступени L = AΔ . При изготовлении валика в решении поставленной задачи участвуют цепи первого и второго рода. К цепям второго рода относятся размерная цепь А, которая связывает операции (переходы) получения левой и правой шеек валика; и размерная цепь В, которая связывает операции (переходы) получения одной из шеек и торцов заготовки. Размерные цепи Б, Г, Д являются цепями первого рода.
Измерительная размерная цепь – цепь, с помощью которой познается значение измеряемого размера, относительного поворота, расстояния поверхностей или их осей изготовленного или изготавливаемого изделия (рис. 5).
По содержанию размерные цепи бывают основные и производные. Основная размерная цепь – цепь, замыкающим звеном которой является размер (расстояние, относительный поворот), обеспечиваемый в соответствии с решением основной задачи (цепь А на рис. 3). Производная размерная цепь – цепь, замыкающим звеном которой является одно из составляющих звеньев основной размерной цепи (цепи Б и В на рис. 3). Производная размерная цепь раскрывает содержание составляющего звена основной размерной цепи. По характеру звеньев размерные цепи бывают линейные и угловые. Линейная размерная цепь – цепь, звеньями которой являются линейные размеры. Они обозначаются прописными буквами русского алфавита (А, Б, …, Я) и двусторонней стрелочкой. Угловая размерная цепь – цепь, звеньями которой являются угловые параметры. Они обозначаются строчными буквами греческого алфавита (β , γ , …) и односторонней стрелочкой (рис. 3). По геометрическому представлению цепи бывают плоские и пространственные. Плоская размерная цепь – цепь, звенья которой расположены в одной или нескольких параллельных плоскостях. Пространственная размерная цепь – цепь, звенья которой расположены в непараллельных плоскостях. По виду связей размерные цепи бывают параллельные, последовательно и параллельно-последовательно связанные. Параллельно связанные цепи – цепи, имеющие одно или несколько общих звеньев (рис. 6, а). Последовательно связанные цепи – цепи, в которых каждая последующая имеет одну общую базу с предыдущей (рис. 6, б). Параллельно последовательно связанные цепи (комбинированные) – цепи, имеющие оба вида связей (рис. 6, в).
|
Последнее изменение этой страницы: 2017-04-12; Просмотров: 5601; Нарушение авторского права страницы




 ;
;  ;
;  .
.



 .
. ;
;  ;
;  .
. ;
;  ;
;  .
. .
. (рис. 1).
(рис. 1). ,
,  (рис. 1).
(рис. 1).




