|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Строение поверхностного слоя металла. Влияние механической обработки на состояние поверхностного слоя заготовки. Влияние качества поверхности на эксплуатационные характеристики деталей машин
Рассматривая строение поверхностного слоя металла, следует иметь в виду, что оно резко отличается от основного материала, так как несет на себе следы технологического процесса обработки, в результате которого, как правило, образуется дефектный слой с искаженной структурой. Кроме того, при эксплуатации изделия постоянно идет процесс изменения свойств поверхности из-за силовых, температурных, окислительных и других воздействий. Так, при обработке металлов резанием возникновение в поверхностном слое новых образований происходит в результате действия двух противоположных процессов – упрочнения (наклепа) в результате воздействия на поверхность усилий резания и разупрочнения (снятия наклепа) в результате влияния температуры резания. В разных условиях превалирует влияние то одного, то другого фактора. Общим для контактирующих деталей является строение поверхностных слоев (рис. 1).
Зона 1 – адсорбированная пленка газов, влаги и смазочно-охлаждающей жидкости, которая удаляется нагревом детали в вакууме. Зона 2 – деформированный, сильно раздробленный металл с искаженной решеткой кристаллов и с обезуглероженными под действием высоких температур при шлифовании участками; в нем находятся оксиды и нитриды, пустоты и надрывы, а также трещины. Зона 3 – зерна, сильно деформированные под действием давления шлифовального круга и тангенциальных сил при шлифовании; в зоне содержатся структуры свободного цементита, образовавшегося под действием высоких температур. Зона 4 – металл с исходной структурой. В процессе механической обработки от действия режущего инструмента на поверхности металла остаются гребешки и впадины и структура поверхностною слоя изменяется, поверхностный слой испытывает пластические деформации, и образуется наклеп, твердость его повышается, возникают внутренние напряжения. Степень наклепа металла и глубина проникновения пластических деформаций зависят от метода обработки и режима резания (подачи, глубины и скорости резания). При повышении подачи и глубины резания толщина наклепанного слоя увеличивается, при повышении скорости резания, напротив, уменьшается. При легком режиме резания толщина наклепанного слоя выражается в сотых долях миллиметра, а при более тяжелых (при большой подаче и глубине резания) – в десятых долях миллиметра. Поверхность детали – наружный слой, который по строению и другим свойствам отличается от внутренней части. Комплекс свойств, приобретаемых поверхностью детали в результате ее обработки, характеризуется обобщенным понятием « качество поверхности ». Качество поверхности характеризуется геометрией (макро-, микрогеометрией (шероховатостью) и волнистостью); физико-механическими и физико-химическими свойствами. Указанные характеристики качества поверхности влияют на такие служебные свойства деталей, как сопротивление усталости, износо-, коррозие- и эрозиостойкость, и связан со свойствами сопряжения, прочности посадок с натягом, плотности подвижных и неподвижных соединений. Физико-механические свойства поверхностного слоя определяются твердостью; структурными и фазовыми превращениями; величиной, знаком и глубиной распространения остаточных напряжений; деформацией кристаллической решетки. Эти свойства в основном определяются упруго-пластическим деформированием и местным нагревом зоны обработки. Физико-химические свойства поверхности характеризуются наличием на металлической поверхности различных пленок, прочно связанных с основным металлом. Формирование физико- химических свойств поверхностного слоя, в частности адсорбционной и оксидной пленок, вызвано физическим и химическим взаимодействием обрабатываемого металла в зоне резания с окружающей средой. Качество поверхностей оказывает большое влияние на эксплуатационные свойства деталей. 1. Износоустойчивость зависит от микронеровностей; волнистости; макронеровностей. Наибольшее влияние оказывают именно микронеровности. При наличии микронеровностей на поверхности детали сначала быстро стираются и деформируются гребешки поверхности за время приработки Тпр. Затем происходит медленный процесс стирания микронеровностей за время службы Тсл. Таким образом, при грубой шероховатости поверхности за малое время приработки происходит наиболее интенсивное стирание неровностей, а для времени службы остаётся очень небольшой запас на износ, что ведёт к уменьшению срока службы изделия. 2. Качество неподвижных соединений. Неподвижное соединение рассчитывается по размерам, измеренным по гребешкам, которые в процессе запрессовки сминаются, следовательно, размер вала становится меньше, а размер отверстия больше, чем измеренный первоначально, следовательно, и соединение получается слабее расчётного. 3. Прочность детали. Высокая чистота поверхности значительно повышает усталостную прочность, т.к. чем меньше микронеровности, тем меньше возможность появления трещин от усталости материала, поскольку 4. Сопротивление коррозии. На грубо-шероховатой поверхности коррозионные вещества осаждаются во впадинах, коррозия распространяется в направлении основания гребешков, в результате чего они выламываются. 5. Другие эксплуатационные требования. Высокая чистота поверхности требуется: – особыми условиями работы (лопаток-турбин, деталей приборов и измерительного инструмента); – необходимостью декоративной отделки; – необходимостью содержания в чистоте (медицинские инструменты).
1.2.2 Точность при различных способах обработки. Причины, вызывающие погрешности механической обработки. Причины образования волнистости и шероховатости при механической обработке и способы их уменьшения
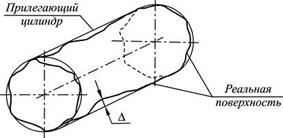
При любом виде технологического процесса изготовления нельзя получить деталь определенного заданного размера. Этот размер может быть получен с большей или меньшей степенью приближения в пределах допусков, назначенных конструктором машины и указанных на чертеже детали. Под точностью обработки в технологии машиностроения понимают степень соответствия обработанной детали размерам, форме и иным характеристикам, вытекающим из требований чертежа или другой нормативно-технологической документации. Естественно, чем выше это соответствие, тем выше и точность обработки. При анализе точности геометрических параметров деталей оперируют следующими понятиями (рис. 2). Номинальная поверхность – идеальная поверхность, размеры и форма которой соответствуют заданным номинальным размерам и номинальной форме. Реальная поверхность – поверхность, ограничивающая деталь и отделяющая ее от окружающей среды. Профиль – линия пересечения поверхности с плоскостью или с заданной поверхностью (существуют понятия реального и номинального профилей, аналогичные понятиям номинальной и реальной поверхностей). Нормируемый участок L – участок поверхности или линии, к которому относится допуск формы, допуск расположения или соответствующее отклонение. Если нормируемый участок не задан, то допуск или отклонение относится ко всей рассматриваемой поверхности или длине рассматриваемого элемента. Если расположение нормируемого участка не задано, то он может занимать любое расположение в пределах всего элемента. Прилегающая поверхность – поверхность, имеющая форму номинальной поверхности, соприкасающаяся с реальной поверхностью и расположенная вне материала детали так, чтобы отклонение от нее наиболее удаленной точки реальной поверхности в пределах нормируемого участка имело минимальное значение.
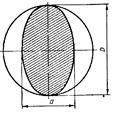
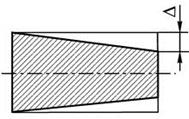
Погрешности, возникающие при обработке, характеризуют отклонение параметров действительных поверхностей детали от заданных конструктором на чертеже. Они подразделяются на систематические и случайные. Систематическими называют погрешности, постоянные по величине и направлению или изменяющиеся по определенному закону. Они могут быть вызваны ошибками настройки станков или приборов, температурными деформациями, качеством изготовления и состоянием инструмента и приспособлений, неправильным выбором технологических и измерительных баз, неточностью установки инструмента и приспособлений, износом инструмента во время работы и другими факторами. Случайные погрешности обусловлены воздействием различных независимых друг от друга случайных факторов. Эти погрешности являются следствием нарушений, возникающих в тех факторах, которые определяют систематические погрешности. Такими факторами могут быть, например, неоднородность свойств материала заготовки; непостоянство ее размеров; изменение сил резания в процессе обработки; жесткость технологической системы станок–приспособление–инструмент–деталь (СПИД), т.е. ее способность сохранять неизменность положения режущих кромок инструмента относительно обрабатываемой заготовки; деформация заготовки, возникающая при ее закреплении; неточность измерений в процессе обработки вследствие ошибок исполнителя или влияния температуры и других факторов. Причины, вызывающие возникновение погрешностей обработки (неточность станка, погрешности установки заготовки, силовые и температурные деформации системы СПИД и износ инструмента), полностью устранить невозможно, однако, применяя более совершенные технологические приемы эти погрешности можно свести к минимуму. Погрешности обработанной поверхности с точки зрения их образования и методов измерительной техники, применяемых для их определения, подразделяются на три категории: макрогеометрические отклонения, волнистость, шероховатость поверхности. Макрогеометрические отклонения (рис. 3) – единичные, не повторяющиеся регулярно отклонения от геометрической формы поверхности, характеризующиеся большим отношением протяжённости поверхности к высоте отклонения (L/h> 100). Макрогеометрические отклонения – это отклонения от правильной геометрической формы и отклонения поверхностей и осей деталей от точного взаимного расположения. Различают отклонения от правильной формы деталей типа тела вращения и отклонения от плоской поверхности. Отклонения от правильной формы деталей типа тела вращения (валы, оси, втулки, гильзы, кольца и т.п.) могут быть в поперечном сечении – отклонение от круглости (овальность, огранка) и в продольном сечении – отклонение от цилиндричности (конусообразность, бочкообразность, седлообразность, изогнутость). Отклонения от плоской поверхности – это непрямолинейность (кривизна) и неплоскостность (выпуклость, вогнутость, рельефность).
К основным видам отклонения поверхностей и осей деталей от точного взаимного расположения можно отнести отклонение от параллельности, отклонение от перпендикулярности, отклонение от соосности, радиальное биение (отклонение от концентричности), непересечение осей, смещение осей от номинального расположения и другие виды погрешностей. К микрогеометрии реальной поверхности относят шероховатость. Волнистость занимает промежуточное положение между макрогеометрией и микрогеометрией, поскольку высотные параметры близки к шероховатости, а шаговые – к макрогеометрии. Шероховатость поверхности – совокупность неровностей с относительно малыми шагами на базовой длине. Волнистость поверхности – совокупность периодически чередующихся неровностей, у которых расстояние между смежными возвышенностями или впадинами превышает базовую длину (рис. 4).
Шероховатость и волнистость взаимосвязаны с точностью размеров детали. Разграничением понятий шероховатости и волнистости является отношение шага к высоте неровностей: для шероховатости L/H < 50; для волнистости L/H = 50…1000. Шероховатость поверхности бывает продольная, измеряемая в направлении вектора скорости резания, и поперечная, измеряемая в направлении подачи. Согласно ГОСТ 2789-73 (СТ СЭВ 638-77), нормирование и количественная оценка шероховатости поверхности производятся с помощью трех высотных параметров Rа, Rz и Rmax, двух шаговых параметров Sm и S и параметра tp – относительной опорной длины профиля (рис. 5). Среднее арифметическое отклонение профиля Ra – среднее арифметическое абсолютных значений отклонений профиля в пределах базовой длины:
где n – число выбранных точек профиля на базовой длине. Высота неровностей профиля по десяти точкам Rz – сумма средних абсолютных значений высот пяти наибольших выступов профиля и глубин пяти наибольших впадин профиля в пределах базовой длины:
Относительная опорная длина профиля tp:
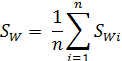
Параметр Ra является предпочтительным, так как при определении параметра Rz в зависимости от формы профиля в некоторых случаях возникают проблемы в связи с тем, что имеется меньше пяти выступов или впадин профиля на базовой длине. Кроме того, параметр Rа более точно определяет шероховатость, так как является интегральным. Шероховатость поверхности чаще всего оценивают параметром Rа. Величины Sm и tР характеризуют форму микронеровностей и предопределяют износостойкость и контактную деформацию сопряженных деталей. При выборе значений tР следует учитывать, что с его возрастанием требуются все более трудоемкие процессы обработки; например, при tР = 25 % можно применить чистовое точение, а при tР = 40 % необходимо хонингование. Основной смысл введения шести параметров для оценки шероховатости поверхности состоит в том, что с их помощью можно регулировать шероховатость в зависимости от служебного назначения и условий эксплуатации деталей (изнашивание, контактная жесткость, выносливость и др.). Количественная оценка волнистости производится следующими параметрами: высотой волнистости hW, наибольшей высотой волнистости hWmax и средним шагом волнистости SW. Высота волнистости hW – среднее арифметическое из пяти ее значений (hW1…hW5), определенных на длине участка измерения LW, равной не менее пяти действительным наибольшим шагам Sw волнистости, как вертикальные расстояния между линиями, эквидистантными средней линии, которые проведены по наивысшим и наинизшим точкам профиля одной полной волны (рис. 6).
Наибольшая высота волнистости hWmax – расстояние между наивысшей и наинизшей точками измеренного профиля в пределах Lw, измеренное на одной полной волне. Средний шаг волнистости SW – среднее арифметическое значение длин отрезков SWi средней линии, ограниченных точками их пересечения с соседними участками профиля волнистости.
Базой для измерения волнистости служит средняя линия профиля волнистости mW. Волнистость оказывает большое влияние на качественные показатели изделий. Поэтому вопросы нормирования и контроля волнистости имеют важное практическое значение. Причины образования шероховатостей при механической обработке: – следы наростообразования и пластической деформации; – задиры; – надлом элементов стружки; – колебания в станках; – неточное расположение кромок многолезвийного инструмента. Причины образования волнистости при механической обработке: – биение и неравномерный износ круга; – колебания детали; – неравномерная подача суппортов и привода деталей; – погрешности направляющих; – следы инструмента. Вибрация, возникающая в определенных условиях обработки резанием, является причиной появления волнистости. Волнистость характеризуется высотой и шагом волны, профиль волны поверхности близок к синусоидальному. Высота волны наиболее существенно влияет на эксплуатационные свойства деталей, поэтому она оценивается при большом увеличении (более 1000-3000 раз). Для измерения высоты и шага волны используют профилографы со специальной пластинкой вместо опорного шарика и с удлиненной трассой (до 125 мм), а также интерференционные приборы. Высота, форма и угол наклона неровностей не определяют полностью геометрию поверхности. Важной геометрической характеристикой является направление неровностей после обработки резанием, она по-разному влияет на изнашивание при одних и тех же параметрах шероховатости поверхности. Волны могут образовываться на детали в двух взаимно перпендикулярных направлениях, в связи с чем, рекомендуется различать продольную и поперечную волнистость. Продольная волнистость обычно возникает в результате вибрации технологической системы, а поперечная вызывается неравномерностью подачи, неправильной правкой шлифовального круга, неравномерностью его износа и т. д. В любом случае волнистость определяется условиями выполнения технологического процесса и метода обработки. |
Последнее изменение этой страницы: 2017-04-12; Просмотров: 2220; Нарушение авторского права страницы

 неровности являются концентраторами внутренних напряжений в материале.
неровности являются концентраторами внутренних напряжений в материале.