
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Метод групповой взаимозаменяемости
Сущность метода заключается в том, что требуемая точность замыкающего звена размерной цепи достигается путем включения в размерную цепь составляющих звеньев, принадлежащих к одной из групп, на которые они предварительно рассортированы. При применении метода групповой взаимозаменяемости поле допуска TΔ замыкающего звена, заданное условиями задачи, увеличивается в целое число n раз. Расширенное поле допуска, часто называемое производственным допуском, 1. сумма полей допусков увеличивающих составляющих звеньев должна быть равна сумме полей допусков уменьшающих звеньев:
2. идентичность формы и расположения кривых рассеяния отклонений относительно полей допусков. Непременность соблюдения первого условия можно пояснить на примере трехзвенной размерной цепи (рис.10).
На рис. 10, изображена размерная цепь А, определяющая зазор АΔ между валом и отверстием во втулке,
Поле допуска Каждое из полей допусков
Таким образом, соединение деталей, взятых из соответствующих групп, обеспечит соблюдение поля допуска
Координата середины поля допуска замыкающего звена для первых интервалов:
для вторых интервалов:
Поскольку Для последующих интервалов полей допусков,
Другими словами, при соединении деталей, взятых из соответствующих групп, отклонения замыкающего звена AΔ будут находиться в пределах допуска, определяемого заданными значениями Этого не произойдет, если требование будет нарушено и В этом случае отклонения замыкающего звена AΔ , как и прежде, будут находиться в пределах
Однако среднее значение замыкающего звена изделий не будет оставаться постоянным при сборке их из деталей, взятых из разных соответствующих групп. Причиной тому будет изменение координаты середины поля допуска замыкающего звена с изменением номера сочетаемых интервалов Так, для второго интервала
так как Разница в значениях координат середин полей допусков по отношению к первому интервалу будет возрастать по мере увеличения номера интервала. Экономично использовать метод групповой взаимозаменяемости для малозвенных размерных цепей, к точности замыкающих звеньев которых предъявляются высокие требования. Возможность значительного расширения полей допусков составляющих звеньев и доведение их до экономически достижимых значений делает этот метод в ряде случаев единственно приемлемым для производства высокоточных изделий (отдельных видов подшипников, соединений пальцев и поршней двигателей и т.п.). При определении экономической эффективности данного метода необходимо учитывать дополнительные расходы, необходимые для точного измерения и сортировки деталей на группы, четкой организации хранения и доставки рассортированных деталей на сборку, исключения путаницы деталей при сборке. Организационные трудности и расходы возрастают с увеличением числа звеньев в размерных цепях и групп сортируемых деталей. Этим и объясняется ограничение области применения метода для малозвенных размерных цепей и стремление иметь число n возможно меньшим. При достижении точности замыкающего звена методом групповой взаимозаменяемости необходимо соблюдать еще некоторые условия. Первым из них являются требования к точности формы и относительного поворота поверхностей деталей, соответствующие не производственным (расширенным) допускам на размеры, а групповым допускам, т.е. Вторым требованием, во многом определяющим экономичность метода групповой взаимозаменяемости, является идентичность формы, и расположения кривых рассеяния отклонений относительно полей допусков. Только при соблюдении этого условия будет обеспечиваться комплектность изделий (рис.12 а), не будет избытка одних и нехватки других деталей в группах, т.е. случая, показанного на рис. 12, б. Это требование создает дополнительные трудности для изготовителей деталей, которые должны не только соблюдать допуски, но и управлять законами распределения отклонений выдерживаемых размеров.
Метод пригонки Сущность метода пригонки заключается в том, что требуемая точность замыкающего звена размерной цепи достигается изменением размера компенсирующего звена путем удаления с него определенного слоя материала. При достижении точности замыкающего звена методом пригонки на все составляющие звенья размерной цепи устанавливают целесообразно достижимые (экономичные) в данных производственных условиях допуски:
Значения полей допусков, установленные вне связи с заданным значением TΔ поля пуска замыкающего звена, могут привести к тому, что отклонения замыкающего звена будут выходить за его пределы, т.е.
Избыток погрешности на замыкающем звене, наибольшее значение которого называют наибольшей расчетной компенсацией При выборе в размерной цепи компенсатора руководствуются следующими соображениями. В качестве компенсатора выбирают деталь, изменение размера (являющегося одним из составляющих звеньев) которой при дополнительной обработке требует наименьших затрат. Недопустимо в качестве компенсатора выбирать деталь, размер которой является общим составляющим звеном параллельно связанных размерных цепей. Нарушение этого условия приводит к возникновению погрешности, «блуждающей» из одной размерной цепи в другую. Произвольное назначение координат середин полей допусков составляющих звеньев может привести к тому, что у компенсатора не окажется нужного запаса материала для пригонки. Для того чтобы обеспечить на компенсаторе минимально необходимый слой материала (припуск) для пригонки, и в то же время достаточный для устранения максимального отклонения замыкающего звена, в координату середины поля допуска компенсирующего звена необходимо ввести поправку Δ k. Пусть в трехзвенной размерной цепи A (рис.13) требуемая точность замыкающего звена характеризуется величинами
При этих допусках отклонения замыкающего звена AΔ возможны в пределах
Отсюда
Основным преимуществом метода пригонки является возможность изготовления деталей с экономичными допусками. Методом пригонки может быть обеспечена высокая точность замыкающего звена. Однако пригоночные работы в основном выполняются вручную и требуют высококвалифицированных рабочих.
Метод регулирования Сущность метода заключается в том, что требуемая точность замыкающего звена размерной цепи достигается изменением размера компенсирующего звена без удаления материала с компенсатора. Принципиально в своей сущности метод регулирования аналогичен методу пригонки. Различие между ними заключается в способе изменения размера компенсирующего звена. Различают регулирование с помощью подвижного и неподвижного компенсатора. Достижение точности зазора AΔ с применением подвижного компенсатора представлено на рис.14, а, а с применением неподвижного компенсатора на рис.14, б.
Допуски при методе регулирования назначают так же, как при методе пригонки: устанавливают экономически приемлемые для данных производственных условий поля допусков При применении подвижного компенсатора определяют При применении неподвижного компенсатора приходится считаться с тем, что неподвижный компенсатор не в состоянии скомпенсировать собственное отклонение. Поэтому
где m-2 означает, что при суммировании значения Следовательно, Далее необходимо определить число ступеней компенсаторов и их размеры.
где Для метода регулирования характерны следующие преимущества. Возможно достижение любой степени точности замыкающего звена при целесообразных допусках на все составляющие звенья. Не требуется больших затрат времени на выполнение регулировочных работ, которые могут быть выполнены рабочими невысокой квалификации. Не создается сложностей при нормировании и организации сборочных работ. Обеспечивает машинам и механизмам возможность периодически или непрерывно и автоматически сохранять требуемую точность замыкающего звена, теряемую вследствие изнашивания, теплового и упругого деформирования деталей и других причин. Преимущества метода регулирования особо ощутимы в многозвенных размерных цепях. Введение в конструкцию машин и механизмов компенсаторов облегчает обеспечение точности замыкающих звеньев не только в процессе изготовления, но и в процессе эксплуатации машин, что положительно отражается на их экономичности. Завершая рассмотрение методов достижения требуемой точности замыкающего звена, отметим, что теоретико-вероятностные расчеты, присущие методу неполной взаимозаменяемости, могут быть с успехом применены в методах групповой взаимозаменяемости, пригонки и регулирования. Например, использование при суммировании значений производственных полей допусков теоретико-вероятностного метода приведет к меньшему значению δ k, а, в конечном счете, – к меньшему числу ступеней компенсаторов и повышению экономической эффективности метода регулирования, хотя это и будет связано с некоторым риском.
Заготовки деталей машин
1.5.1 Технологические требования к заготовкам, обрабатываемым на различном металлорежущем оборудовании. Требования к выбору заготовок для станков с ЧПУ
Технологические требования к заготовкам, подвергаемым обработке резанием на различном металлорежущем оборудовании. Технологические требования, предъявляемые к заготовкам, обусловлены необходимостью соблюдать технические условия, определяющие припуски, шероховатость поверхностей, твердость и обрабатываемость. Поверхности, используемые при механической обработке в качестве технологических баз, должны быть ровными и гладкими, без литников, прибылей, выпоров, литейных или штамповочных уклонов и заусенцев. При получении деталей из заготовок, подвергаемых обработке резанием, необходимо: 1) формы и размеры заготовок, физико-химические и механические свойства материала выбирать с учетом возможности применения прогрессивных высокопроизводительных методов изготовления деталей; 2) обеспечивать оптимальность и обоснованность назначения допустимых отклонений формы и расположения поверхностей, требований к параметрам шероховатости обрабатываемых поверхностей; 3) соблюдать единство конструкторских и технологических баз; 4) унифицировать элементы конструкций деталей для групповой обработки по типовым технологическим процессам и применения стандартной переналаживаемой оснастки и инструмента; 5) обеспечивать снижение трудоемкости изготовления детали (сокращения машинного и вспомогательного времени) за счет: - применения легкообрабатываемых материалов; - повышения точности изготовления заготовок и применения стандартизованных и унифицированных заготовок, изготовленных прогрессивными методами формообразования (литье, холодная высадка и т.д.); - обеспечения жесткости конструкции детали для надежности крепления и исключения деформации детали при обработке; - уменьшения числа обрабатываемых поверхностей и их протяженности; - расчленения конструкции детали на более простые формы для объединения нескольких простых деталей в одну; - обеспечения инструментальной доступности конструкций (удобства подвода и вывода инструмента, доступа инструмента к обрабатываемым поверхностям) при изготовлении и контроле.
Требования к выбору заготовок для станков с ЧПУ. Основным условием эффективного использования станков с ЧПУ является рациональный подбор номенклатуры деталей, подлежащих изготовлению на этих станках. Основные требования по выбору деталей для обработки на станках с ЧПУ: 1) Детали должны иметь сложную форму или криволинейные поверхности, для изготовления которых на универсальных станках требуется специальная технологическая оснастка, фасонный режущий инструмент и затрачивается значительное вспомогательное время. 2) Конфигурация деталей должна позволять концентрировать как можно большее число операций в одну. Число операций, выполняемых на универсальном станке должно быть больше, чем при обработке на станке с ЧПУ. У корпусных деталей обрабатываемые поверхности должны быть сосредоточены на четырех боковых сторонах детали, что позволяет обработать деталь за одну установку на поворотном столе. Остальные две поверхности не должны обрабатываться или подвергаться минимальной обработке. 3) Возможность установки и закрепления заготовки на станке посредством простейших приспособлений. 4) Обрабатываемые детали не должны иметь длинных расточек, требующих применения борштанг, т.к. на станках с ЧПУ расточка производится на коротких жестких оправках. 5) Требования к соосности отверстий в противоположных стеках не должны быть строгими. При этом, если ось отверстия не проходит через центр стола, дополнительно требуется перемещение стола по горизонтальной координате. 6) Обработка не должна содержать операций, требующих настройки инструментов в процессе работы станка. 7) Общее число инструментов, требующихся для обработки детали, должно быть минимальным. Это достигается унификацией размеров отверстий, резьб, канавок и т.д. К заготовкам деталей изготовляемых на станке с ЧПУ предъявляются дополнительные требования: 1) Припуски и допуски должны быть минимальными. Рекомендуется их уменьшить на 10…30 по сравнению с обработкой на станке с ручным управлением. 2) Твердость заготовок должна колебаться в небольших пределах для возможности регулировать время смены инструментов. 3) Наличие технологических баз удовлетворяющих условию совмещения координатных осей заготовки с осями координатной системы станка. Ужесточение требований по точности и свойствам материала заготовок, обрабатываемых на станках с ЧПУ, объясняется необходимостью уменьшить нагрузку на станок. Влияние правильного выбора вида заготовок на технико-экономические показатели технологического процесса: трудоемкость, себестоимость, производительность. Основные направления в машиностроении по применению безотходной технологии изготовления деталей и экономии средств в заготовительном производстве
При разработке технологии обработки детали одной из первых решается задача выбора заготовки, который зависит от конструктивной формы детали, технических требований, материала, ее назначения, условий работы в машине, испытываемых напряжений. Выбор вида заготовки определяется еще и масштабом производства, а также экономичностью изготовления. Выбрать заготовку – значит установить способ ее получения, определить припуски на обработку поверхностей, рассчитать размеры и установить допуски на неточность изготовления. При правильно выбранном методе получения заготовки уменьшается трудоемкость механической обработки, сокращается расход металла, электроэнергии, высвобождается оборудование и производственные площади. При выборе заготовки технолог руководствуется техническими возможностями заготовительных цехов предприятия. Форма и размеры заготовки должны быть максимально приближены к форме и размерам детали; идеальной (прецизионной) является заготовка, не требующая механической обработки, т.е. фактически являющаяся готовой деталью. Но чем ближе форма и размер заготовки к форме и размерам детали, тем выше расходы на ее изготовление, следовательно, применять такие заготовки целесообразно в массовом и крупносерийном производстве. Если заготовку можно получить несколькими способами, то выполняется экономический расчет по стоимости каждого вида и сравнение, какой метод выгоднее. При расчете учитывается не только стоимость материала, требующегося на изготовление заготовки (сравнение по коэффициенту использования материала), но и стоимость изготовления самой заготовки, которая включает и амортизационные отчисления со стоимости оборудования, и стоимость оснастки для изготовления, и затраты электроэнергии, газа, пара и других ресурсов. Одним из показателей, характеризующих экономичность выбранной заготовки, является коэффициент использования материала Км. Его определяют как отношение массы детали q к массе заготовки Q: Км= q/Q Для рациональных форм и вида выбранной заготовки характерны значения этого коэффициента, близкие к единице, что обусловливает более низкую себестоимость последующей механической обработки, меньший расход материала, энергии, инструмента и т.п. В среднем по машиностроению коэффициент использования металла сравнительно невысок и составляет Км=0, 7…0, 75, в крупносерийном и массовом производстве Км =0, 85…0, 9, а в единичном Км =0, 5…0, 6. Известно, что в себестоимости машиностроительной продукции наибольшую долю составляют затраты на материалы. Для их снижения стремятся в максимальной степени приблизить размеры и форму заготовок к габаритам и форме готовых деталей. Поэтому в современном производстве одним из основных направлений развития технологии механической обработки является использование заготовок с экономичными конструктивными формами, обеспечивающими обработку с наибольшей производительностью и наименьшими отходами материалов. Использование более точных и сложных заготовок является в машиностроении одним из основных путей экономии материалов, создания безотходной и малоотходной технологии и интенсификации технологических процессов. Эта прогрессивная тенденция обусловила появление и развитие многих современных способов получения точных заготовок. Однако некоторые из этих способов (например, литье под давлением, литье в кокиль, литье по выплавляемым моделям) требуют, как правило, применения дорогого технологического оборудования и оснастки, что увеличивает затраты на изготовление самой заготовки. Поэтому использование таких заготовок оправдывается лишь в условиях достаточно больших объемов производства. При низкой точности размеров заготовок, больших колебаниях твердости материала, плохом состоянии необработанных баз нарушается работа приспособлений, ухудшаются условия работы инструментов, снижается точность обработки, возрастают простои оборудования. Детали машин отличаются большим разнообразием конструкций, форм, размеров, ролью в машине, нагруженностью, условиями работы, массой и т.п. Тем не менее, при выборе заготовки для их изготовления можно руководствоваться некоторыми общими соображениями. Фасонные детали, не подвергающиеся ударным нагрузкам, а также растяжению и изгибу (например, корпуса подшипников, крышки, шкивы и др.) целесообразно изготовлять из чугунных отливок; для фасонных деталей машин, работающих в тяжелых условиях больших знакопеременных нагрузок вместо чугунных целесообразно применять стальные отливки. Однако крупные отливки из стали обычно не отливают ввиду сравнительной трудности получения таких отливок. Из чугуна отливают также достаточно крупные заготовки, например рамы, станины, плиты, коробки, картеры, маховики и др. Заготовки в виде поковок и штамповок применяются обычно для деталей, работающих преимущественно на изгиб, растяжение, кручение. Такие заготовки чаще всего имеют существенную разницу в поперечных сечениях в разных своих частях (например, различные рычаги, коленчатые валы, шатуны, зубчатые колеса и др.) При изготовлении поковок можно максимально приблизить конфигурацию заготовки по форме и размерам к готовой детали. Следует отметить, что заготовки в виде штамповок целесообразно применять лишь в крупносерийном и массовом производстве, так как для получения таких заготовок необходимо изготовлять дорогостоящую технологическую оснастку – штампы. В этом случае стоимость штампов переносится затем на большое количество заготовок, полученных в этих штампах. Заготовки, полученные свободной ковкой на молотах или прессах, применяются преимущественно в единичном и мелкосерийном производстве для получения как достаточно крупных, так и мелких деталей. При этом себестоимость кованых заготовок значительно выше, чем штампованных. Для получения деталей непосредственно на металлорежущих станках в качестве заготовок широко используется сортовой прокат различных профилей. При этом заготовки из проката применяют обычно для деталей, приближающихся по конфигурации к какому-либо профилю проката – круглому, квадратному, шестигранному и к другим формам сечений. Желательно, чтобы изготовляемые детали не имели значительной разницы в поперечных сечениях. В этом случае при обработке заготовки количество снимаемого металла будет минимальным. Следует отметить, что изготовляемые из проката детали (за исключением валов) имеют сравнительно небольшие размеры. Горячекатаный сортовой прокат широко используется также для получения поковок и штамповок. На токарных автоматах и полуавтоматах в качестве заготовок применяются калиброванные холоднотянутые прутки. Для нормальной работы зажимных цанг колебание диаметров прутков не должно превышать 0, 3…0, 4 мм. Во многих случаях калиброванные прутки не подвергаются обработке лезвийным инструментом, а непосредственно шлифуются. При работе на револьверных станках с зажимом в кулачках может применяться горячекатаный прокат. В различных отраслях промышленности в качестве заготовок широко используется листовой прокат. В частности, заготовки из листового проката применяют для изготовления деталей обшивки автомобилей, автобусов, вагонов, тракторов, химических аппаратов, морских судов и др. В настоящее время имеет место тенденция изготовления гнутых профилей из тонколистовой стали. Длина таких заготовок может достигать нескольких метров. Форма гнутых профилей может быть приближена к форме отдельных элементов конструкции. Применение гнутых профилей взамен прокатных позволяет во многих случаях значительно экономить металл и снижать массу конструкции, так как гнутые профили тоньше и легче прокатных. Путем комбинирования таких заготовок можно получать более сложные профили достаточной жесткости и прочности.
Предварительная обработка заготовок
Перед механической обработкой заготовки подвергают предварительной обработке. 1. Отливки подвергают обрубке и очистке в литейном цехе. Литники, прибыли, заливы, различные неровности срубают вручную зубилом, зачищают напильником, удаляют с помощью пневматических зубил, циркулярных пил и абразивных кругов. Очистка литья от формовочных материалов, пригоревших к поверхности, осуществляется на дробеметных установках с механической подачей дроби, вращающимися проволочными щетками, вручную проволочной щеткой, на абразивных станках, абразивными кругами с гибким валом. Крупные корпусные отливки подвергают старению с целью снятия внутренних напряжений. 2. Аналогично подготавливаются кованые и штампованные заготовки, у которых удаляются облой, заусенцы, окалина. Кроме того, некоторые литые и кованые заготовки подвергают отжигу или нормализации для изменения структуры материала с целью улучшения его обрабатываемости. 3. Прутки и штамповки большой длины (заготовки для деталей типа вал) часто требуют калибровки и правки. Правка может быть холодной и горячей. Поскольку для обработки на токарных станках кривизна заготовки не должна превышать 1 мм на 1 м длины, то кривизну устраняют. Для этого используют следующие способы: - горячую или холодную правку под молотом; - правку на правильно-калибровочном станке (прутки диаметром от 15 до 80 мм); - правку на эксцентриковых, пневматических, гидравлических прессах. Достигаемая при этом точность: 0, 5…1 мм на 1 м длины для горячекатаных прутков, 0, 1…0, 2 мм на 1 м длины для холоднотянутых прутков. 4. Прокат (круглый, шестигранный, квадратный) поступает длиной Прокат можно резать на прессах, приводных ножовках, отрезных станках, оснащенных дисковыми или ленточными пилами, на токарных станках отрезными резцами, на фрезерных станках дисковыми фрезами. Для резки полосовой и листовой стали: до 25 мм толщиной применяют прессножницы; до 40 мм – гильотинные и дисковые ножницы; от 5 до 100 мм используют газовую резку; свыше 100 до 450 мм – кислородно-флюсовую резку. Для материалов повышенной твердости используют абразивные круги, анодно-механический или электроискровой методы, фрикционные диски со скоростью вращения до 100 м/сек. 5. Заготовки для деталей типа вал центруют. От точности и расположения центровых гнезд, в большой степени, зависит точность механической обработки. Центровые гнезда должны быть расположены на одной оси, чтобы обеспечить равномерное распределение припуска на обработку на сторону. Форма и размер центровых гнезд определены стандартом: ГОСТ 14034 -74. Он предусматривает угол конуса центрового отверстия 60о, но для особо тяжелых деталей с целью увеличения прочности центров станка угол может быть увеличен до 75…90о. Центрование торцев производят на центровальных и фрезерно-центровальных станках. Ее можно выполнить на расточных станках по разметке, на станках токарно-револьверных, сверлильных, но при этом резко снижается производительность обработки. Все операции по предварительной обработке заготовок производятся в заготовительных цехах или на заготовительных участках механических цехов. От правильности и точности проведения подготовительных операций зависит качество дальнейшей механической обработки.
|
Последнее изменение этой страницы: 2017-04-12; Просмотров: 1029; Нарушение авторского права страницы
 , используют для ограничения отклонений составляющих звеньев размерной цепи. Детали, изготовленные по более широким допускам, в сравнении с методами полной или неполной взаимозаменяемости, сортируют на п групп. Изделия собирают из деталей, принадлежащих соответственным группам, что обеспечивает точность изделий в пределах заданного поля допуска TΔ и полную взаимозаменяемость деталей в границах каждой группы. При реализации метода необходимо соблюдать два условия:
, используют для ограничения отклонений составляющих звеньев размерной цепи. Детали, изготовленные по более широким допускам, в сравнении с методами полной или неполной взаимозаменяемости, сортируют на п групп. Изделия собирают из деталей, принадлежащих соответственным группам, что обеспечивает точность изделий в пределах заданного поля допуска TΔ и полную взаимозаменяемость деталей в границах каждой группы. При реализации метода необходимо соблюдать два условия: 

 :
: 
 замыкающего звена увеличено в n раз. В соответствии с ним установлены производственные поля допусков
замыкающего звена увеличено в n раз. В соответствии с ним установлены производственные поля допусков  и
и  составляющих звеньев. Согласно требованию
составляющих звеньев. Согласно требованию  .
.






 , то
, то  .
. и
и 
 .
. (рис.11, б), но при этом соблюсти равенство
(рис.11, б), но при этом соблюсти равенство  .
. .
.
 .
. . Объясняется это тем, что точность замыкающего звена при методе групповой взаимозаменяемости характеризуется полем допуска TΔ , а не
. Объясняется это тем, что точность замыкающего звена при методе групповой взаимозаменяемости характеризуется полем допуска TΔ , а не 



 , должен быть удален из размерной цепи путем изменения значения заранее выбранного компенсирующего звена.
, должен быть удален из размерной цепи путем изменения значения заранее выбранного компенсирующего звена. и
и  – координаты середин полей допусков.
– координаты середин полей допусков.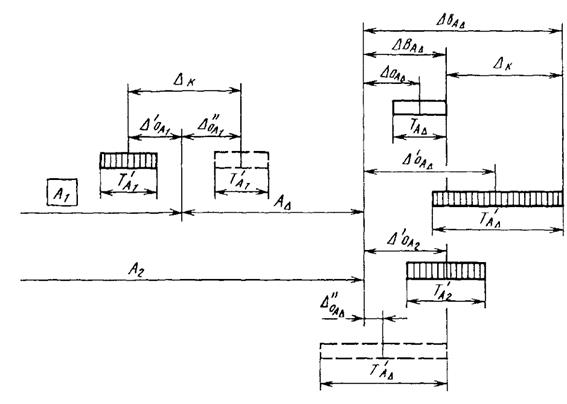
 при координате середины поля допуска
при координате середины поля допуска  . Наибольшее возможное отклонение AΔ отстоит от верхней границы
. Наибольшее возможное отклонение AΔ отстоит от верхней границы 





 и координаты их середин
и координаты их середин  .
. , которое учитывают при разработке конструкции подвижного компенсатора и определении его разрешающей способности.
, которое учитывают при разработке конструкции подвижного компенсатора и определении его разрешающей способности.
 и
и  компенсатора не учтены.
компенсатора не учтены. .
.