
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Расчёт годового экономического эффекта от восстановления деталей
Восстановление деталей – технически обоснованное и экономически оправданное мероприятие. Восстановление деталей позволяет ремонтно-обслуживающим предприятиям и мастерским хозяйств сокращать время простоя неисправных машин, повышать качество их технического обслуживания и ремонта, положительно влиять на улучшение показателей надежности и использования машин. Экономическая сторона проведения работ по восстановлению деталей заключается в снижении себестоимости ремонта как агрегатов, так и машин за счёт сокращения затрат на новые запасные части, а также в сокращении производственных затрат при эксплуатации машин в хозяйствах. Техническая сторона работ по восстановлению деталей состоит в обеспечении высокого качества деталей, необходимого для улучшения показателей надёжности отремонтированных агрегатов и машин.
2.1 Критерии целесообразности восстановления деталей
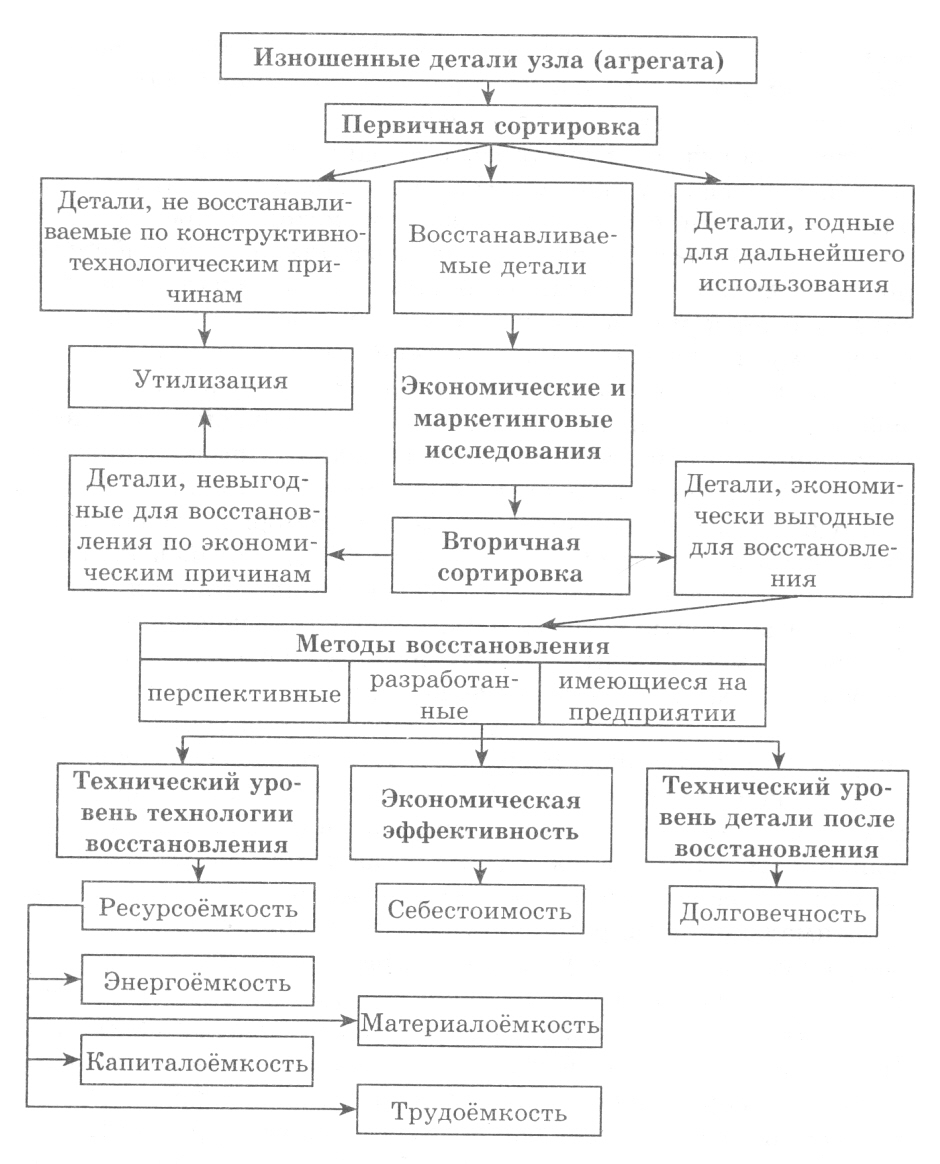
Рассмотрим критерии, ориентируясь на которые можно оценить целесообразность восстановления деталей с точки зрения рыночных отношений. Как машиностроительные, так и специализированные ремонтные предприятия сейчас вынуждены заботиться не о выполнении плана, а о прибыльности (или, как минимум, безубыточности) своей работы. Это возможно лишь при выполнении двух условий – экономически обоснованного выбора как деталей для восстановления, так и варианта технологии восстановления. Это теоретическая предпосылка, однако, опыта её практической реализации ещё недостаточно. Поэтому данную проблему в большинстве случаев решают методом проб и ошибок, в каждом конкретном случае связанным с определённым риском. Анализ зарубежного опыта в этой области показывает, что риск можно уменьшить, если проблему решать по алгоритму, приведённому на рисунке 2.1. Детали, снятые с агрегата (узла) и прошедшие мойку и очистку, поступают на участок первичной сортировки (дефектации), где их по конструктивно-технологическим признакам разделяют на три группы: не подлежащие восстановлению; пригодные к восстановлению; годные для повторного использования. На следующем этапе деталями, включёнными во вторую группу, должны заняться экономист и специалист по менеджменту. Только они могут определить, с одной стороны, затраты на восстановление, с другой – рыночную цену восстановленной детали, которая определяется соотношением «спрос – предложение». На рисунке 2.1 это названо вторичной сортировкой. Её основой являются экономические и маркетинговые исследования спроса и предложения на региональном рынке, необходимость проведения организации восстановительного производства, с тем, чтобы его рентабельность была близкой к оптимальной. Чтобы повысить вероятность коммерческого успеха в будущем, рыночный спрос «на сегодня» следует дополнить прогнозом на ближайшие два-три года. Это позволит оценить вероятный объём продаж или собственного потребления на ближайшую перспективу и обеспечить тем самым наибольшую эффективность производства в будущем.
В итоге вторичной сортировки выявляются две группы деталей – экономически невыгодные и экономически выгодные для восстановления. Работа в дальнейшем продолжается со вторыми, именно для них выбираются конкретные способы восстановления и определяются необходимые капитальные вложения, размеры ожидаемой прибыли, рентабельность ремонтного производства, пути его совершенствования. Таким образом, основа этого подхода – рыночные спрос и предложение, т. е. предполагаемый дефицит на запасные части, который нужно рассчитать и оценить, с учётом доли, которая может быть обеспечена другими предприятиями, занятыми изготовлением или восстановлением деталей. Рассматривая вопрос, какие из деталей восстанавливать выгодно, можно отметить, что таких деталей большинство. Из строя они выходят (т. е. теряют свою потребительскую стоимость), как правило, вследствие незначительного (0, 2 – 1, 5 % по массе) естественного износа рабочих поверхностей. При их восстановлении затраты на материалы составляют При выборе рациональной технологии восстановления возможны несколько вариантов. Во-первых, предприятие может обойтись собственными производственными мощностями; во-вторых, купить технологию и оборудование на рынке; в-третьих, приобрести лицензию на использование запатентованных перспективных технологий. Однако два последних варианта требуют затрат на научно-исследовательские и опытно-конструкторские работы, так как рынок может предложить несколько технологий восстановления. Чтобы выбрать лучшую из них, нужны специальные исследования и комплексный анализ эффективности, который включает анализ технического уровня восстановительной технологии, экономической эффективности восстановительного производства и технического уровня восстановленных деталей. Технический уровень технологии оценивается (см. рис. 2.1) по показателю ресурсоёмкости, которая включает: энергоёмкость, материало-, капитало- и трудоёмкость. Экономическая эффективность оценивается по себестоимости восстановленных деталей. Технический уровень детали после восстановления оценивается по двум показателям – точности (соответствию требованиям чертежа на новую деталь) и долговечности. Но идеально воспроизвести геометрические размеры и первоначальные физико-механические свойства детали не всегда возможно (иногда в этом нет необходимости). Достаточно, чтобы восстановленная деталь обладала пригодностью и достаточной долговечностью (см. рис. 2.1).
2.2 Источники экономической эффективности восстановления деталей
Сравнение показателей восстановления и изготовления деталей. Необходимость восстановления деталей обусловлена сбережением большого количества материалов, труда и энергии при достижении ресурса, близкого к ресурсу новых деталей, а при применении упрочняющих технологий – и превосходящих его. Основные детали агрегатов (корпусные детали и валы), восстановленные в условиях специализированного производства, обходятся покупателю в 15 – 50% цены деталей, изготовленных на машиностроительных заводах. Ресурс деталей по прочности, как правило, превышает ресурс по износостойкости и усталостной прочности. Масса изношенной детали только на 1 – 3% меньше массы новой детали. Небольшая материалоёмкость восстановления деталей объясняется тем, что в качестве заготовки используется сама повреждённая деталь. Способы создания ремонтных заготовок с нанесением покрытий требуют расхода материала в размере Восстановление деталей использует не только доремонтный материал, но и доремонтную форму деталей. При восстановлении нет необходимости снова обрабатывать большое число поверхностей, обработанных при изготовлении детали. Обрабатываемые при восстановлении поверхности ориентируют относительно необрабатываемых и обеспечивают нормативные значения параметров расположения этих двух видов поверхностей. В ряде случаев сохраняется результат термической обработки машиностроительного предприятия. Это объясняет меньшую трудоёмкость восстановительных процессов. Меньшее число процессов, связанных с переработкой материала, и меньший объём механической и термической обработки обуславливают меньшее количество затрачиваемой энергии. Новая запасная часть обходится покупателю в 1, 5 – 2, 5 раза дороже, чем её цена на заводе-изготовителе. Эти заводы в большинстве случаев находятся за рубежом, поэтому приобретение запасных частей связано с таможенными сборами, коммерческими услугами и другими затратами. Восстановление деталей решает проблему импортозамещения. Восстановление деталей исключает как загрязняющий окружающую среду, так и энергоёмкий металлургический процесс производства. Таким образом, восстановление деталей в системе вторичного производства машин является энерго-, материалосберегающим и природоохранным производством.
Меры по уменьшению себестоимости восстановления деталей. Анализ себестоимости продукции в целом но предприятию или в разрезе его производственных участков и рабочих мест с выделением наиболее значимых статей расхода позволяет выявить «узкие места» производства, сравнить в различные временные промежутки затраты прошлого и живого труда и принять соответствующие меры для уменьшения этих затрат. Мероприятия будут выражаться или изменением условий труда, или изменением организации производства, или заменой оборудования, или лучшим оснащением рабочих мест, или изменением технологии. Соотношение составляющих себестоимости восстановления деталей с течением времени непрерывно изменяется. Например, увеличилась её доля, связанная с приобретением материалов и сократилась доля заработной платы. Наиболее действенные мероприятия технологической подготовки ремонтного производства, направленные на уменьшение расхода дорогих запасных частей, связаны с полным использованием специфичного ресурса – остаточной долговечности деталей ремонтного фонда. Основные направления деятельности на этом пути следующие: углубленное определение технического состояния деталей ремонтного фонда и нахождение деталей, значения параметров которых находятся в допусках руководств по капитальному ремонту машин; освоение новых технологий восстановления деталей, которые согласно действующим нормативам подлежат замене на новые; внедрение элементов необезличенного ремонта машин с назначением объема ремонтно-восстановительных работ в зависимости от технического состояния отдельных объектов. Перечень материалов, применяемых при восстановлении деталей, состоит из 250 – 300 наименований. В этот перечень входят металлопрокат круглого и шестигранного сечений, листовой прокат, технические моющие средства, порошки для напыления, наплавочные проволоки и шнуры, хромовый ангидрид и кислота серная для хромирования, кислота соляная для пайки и железнения, бензин и масло для обкатки, технологические газы, СОЖ, пасты, смазки, пластмассы, клеи, прокладочные, лакокрасочные и антикоррозионные материалы и др. Работа по уменьшению расхода средств на материалы направлена на разработку норм их расхода, обоснованную замену материалов на более дешёвые, сокращение времени протекания технологических процессов (очистных, электрохимических и др.) и повторное использование восстановленных, регенерированных и фильтрованных материалов. Одним из эффективных путей снижения себестоимости восстановления деталей является применение отходов производства в качестве материала для получения покрытий. Баланс расхода тепловой энергии учитывает отопление и горячее водоснабжение административных и производственных зданий, расход тепла на технологические нужды (нагрев сред и материалов, сушку и др.) и тепловые потери в сетях. Более двух третей (около 70%) тепловой энергии на технологические нужды завода приходится на очистку сборочных единиц и деталей от эксплуатационных и технологических загрязнений. Факт объясняется тем, что ранее не уделялось достаточного внимания расходу дешёвых (в прошлые годы) нефтяных отходов, которые использовались в качестве топлива. Второе место занимает доля тепловой энергии на нагрев электролита в гальванических ваннах (11–15%) и третье место – доля энергии на расконсервацию запасных частей и консервацию товарных деталей и сборочных единиц. Уменьшение расхода тепловой энергии на технологические нужды достигают использованием очистных сред, гальванических растворов и консервационных смазок, работающих при комнатных температурах. На заводах действуют две группы процессов – с поглощением и выделением тепла технологическими средами. Между этими группами процессов необходимо организовать взаимодействие. Градирни, например, могут выполнять роль полезных теплообменников, передающих тепло технологическим средам. Испытательные стенды бесцельно диссипируют энергию в нагрузочных реостатах, которая может быть использована для нагрева технологических сред. Баланс расхода электроэнергии на производственные нужды определяется сложением расходов энергии отдельными приемниками. Около половины общего расхода электрической энергии приходится на терморадиационный и индукционный нагревы металла при его термической обработке и плавлении, а также на механическую обработку изделий. Более 20% электроэнергии расходуют на процессы нанесения покрытий. Около 8% электроэнергии тратится на обкатку агрегатов и приработку сопряжений. Обязательным элементом организации производства является нормирование расхода энергии на отдельные виды выпускаемой продукции. Нормы расхода энергии состоят из двух частей – основной и дополнительной. Основная часть нормы включает необходимое количество энергии, которое должно быть затрачено на обрабатываемый объект с учётом объективных законов движения материи и преобразования энергии. Дополнительная часть учитывает несовершенство процессов, оборудования и организации и прямые потери энергии. На предприятии создают комиссии и творческие коллективы, деятельность которых направляют на подробный анализ расходной части баланса потреблённой энергии, минимизацию второй составляющей норм расхода энергоресурсов и обоснование соответствующих мер технологического и организационного характера. Капитальные затраты на мероприятия по экономии энергоресурсов в Экономический эффект от внедрения ресурсосберегающих мероприятий включает прямые и косвенные (исключение штрафов и налогов) составляющие. Расширение множества видов применяемой энергии связанно с внедрением оборудования и процессов, преобразующих энергию движения материи на более глубинных её уровнях. Так, механическая энергия связана с движением макротел, тепловая и химическая – с движением молекул, электрическая – с движением ионов и электронов и т. д. Новые разработки, определяющие размеры машин, их КПД, экономичность и технический уровень, используют виды превращения энергии на уровнях молекул, их атомов и электронных оболочек. Например, использование потенциальной энергии давления сжатого воздуха связано с низким КПД и большой мощностью компрессоров и потребителей сжатого воздуха. Целесообразно пневмомеханические приводы заменить электромеханическими, питающимися токами повышенной частоты (200 Гц). Электронно-лучевая и лазерная обработка материалов обеспечивает наибольшую плотность мощности в единице площади (102 – 106 кВт/см2), в то время как газовое пламя – только 3 кВт/см2 с более низким КПД. Подготовка процессов нагрева металла направлена на совершенствование шахтных и камерных печей и упорядочение графиков их работы, замену неэффективных машинных высокочастотных генераторов тиристорными преобразователями частоты тока. Режимы работы мощных металлургических и термических агрегатов должны обеспечить их длительную непрерывную работу, исключающую разогрев и пуск оборудования после простоев. Существенный эффект дает оптимизация режимов нанесения покрытий и корректировка электролитов. До 5% экономии электрической энергии достигается отключением в выходные дни заводских трансформаторов для исключения их холостого хода. Применяют автоматическое включение конденсаторных батарей в сеть для компенсации реактивной мощности.
2.3 Расчёт годового экономического эффекта от восстановления деталей
Расчет годового экономического эффекта (руб.) от создания и внедрения нового технологического процесса восстановления деталей взамен существующих выполняют по формуле:
где C1 и С2 – себестоимость восстановления детали соответственно по базовому и новому вариантам, руб.; K1 и К2 – удельные капитальные вложения на приобретение и установку оборудования по базовому и новому вариантам, руб.; Р1 и Р2 – величины, обратные срокам службы детали, восстановленной по базовому и новому вариантам; А2 – годовой объём (количество) восстанавливаемых деталей по новому варианту в расчётном году, шт.; ЕН – нормативный коэффициент экономической эффективности капитальных вложений (примерно равный 0, 1 – 0, 15). Расчёт по приведённой формуле выполняют в том случае, когда срок службы восстановленных деталей более одного года. Для деталей со сроком службы менее одного года расчёты проводят по формуле:
где А1 и А2 – годовые объёмы деталей, восстанавливаемых по базовому и новому вариантам, шт.; W1 и W2 – сроки службы детали, восстанавливаемой соответственно по базовому и новому вариантам, ч. Если на предприятии внедряется технологический процесс восстановления деталей взамен приобретения новых запасных частей и сроки службы новых и восстановленных деталей равны, то
где h – коэффициент, учитывающий затраты на доставку новых деталей на ремонтное предприятие; ЦН – оптовая цена новой детали, руб.; При различных сроках службы новых и восстановленных деталей, для деталей со сроком службы более года расчёт проводят по формуле:
где Р1 и Р2, – величины, обратные срокам службы соответственно новой и восстановленной деталей. Для деталей со сроком службы менее года формула имеет вид
где WВОС и WН – сроки службы соответственно восстановленной и новой деталей, ч. Годовой экономический эффект для предприятия, осуществляющего централизованное восстановление деталей как товарной продукции, определяют по формуле:
где ЦВ – прейскурантная цена восстановленной детали, руб.
Годовой экономический эффект для предприятия, использующего детали, восстановленные другими предприятиями, вместо приобретения новых:
где СТР – затраты на транспортировку деталей, связанные с перевозкой их на централизованное восстановление и обратно, руб.; СОСТ – остаточная стоимость изношенной детали (определяется по цене металлолома), руб.
ГЛАВА 3 ИСХОДНЫЕ ЗАГОТОВКИ РЕМОНТА Очистка деталей Виды и свойства загрязнений |
Последнее изменение этой страницы: 2017-04-12; Просмотров: 1764; Нарушение авторского права страницы
 (2.1)
(2.1) (2.2)
(2.2) (2.3)
(2.3) (2.4)
(2.4) (2.5)
(2.5) (2.6)
(2.6) (2.7)
(2.7)