|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Электрофизические способы нанесения покрытий
4.1 Способы создания ремонтных заготовок
Ремонтные заготовки получают без вложения или с вложением материалов в исходные заготовки. В первом случае элементы заготовки обрабатывают под ремонтные размеры (в качестве припусков используют изношенные слои материала заготовки) или её материал перемещают внутри объёма заготовки для обработки под номинальные размеры. Материал восстанавливаемого элемента детали имеет тот же состав, что и материал основы при принудительном перемещении материала детали в зону изнашивания и при обработке изношенных поверхностей под ремонтные размеры (без нанесения покрытия). В других случаях материал восстанавливаемой поверхности, как правило, отличается от материала основы. Способ получения деталей с ремонтными размерами обеспечивает наименьшую трудоёмкость восстановления, правильную геометрическую форму восстанавливаемых элементов и возвращает соединению деталей первоначальный зазор. Однако его реализация сопряжена с затратами на приобретение одной из заменяемых деталей, а при эксплуатации возможно повышенное изнашивание деталей пары из-за снятия при обработке износостойкого слоя, а также снижения усталостной прочности валов. Создание припусков с применением ДРД подразделяют в зависимости от способа закрепления ДРД и используемой при этом энергии. Процессы перемещения материала заготовки пластическим деформированием классифицируются в зависимости от вида источника энергии и соотношения направлений сил и деформаций. Металлопокрытия наносят наплавкой, напылением, электрохимическим, химическим осаждением из растворов и другими способами. Классификация способов создания ремонтных заготовок при восстановлении деталей приведена на рисунке 4.1.
Ведущее место в процессах создания ремонтных заготовок занимает наплавка (до 80% её объёма приходится на механизированные виды). При наплавке применяют различные источники тепла для нагрева наносимых материалов и заготовки. Получает развитие напыление материалов. В зависимости от вида энергии, расходуемой на дробление, нагрев и перенос материала, различают следующие виды напыления: дуговое, газопламенное, детонационное и плазменное. Припекание – процесс получения покрытий, заключающийся в нанесении на поверхность детали порошковой формовки или слоя порошка и нагрева их до температуры, обеспечивающей спекание порошкового материала и образование прочной диффузионной связи с деталью. Электроконтактной приваркой закрепляют на восстанавливаемых поверхностях ленту, проволоку и порошки с малыми затратами энергии, не причиняя вреда детали и окружающей среде. Электрохимические и химические покрытия наносят на детали с небольшими износами. Для получения ремонтных заготовок в небольшом объёме применяют пайку, заливку металлов и пластмасс.
4.2 Восстановление деталей без вложения материала в исходную заготовку
4.2.1 Восстановление деталей способом ремонтных размеров
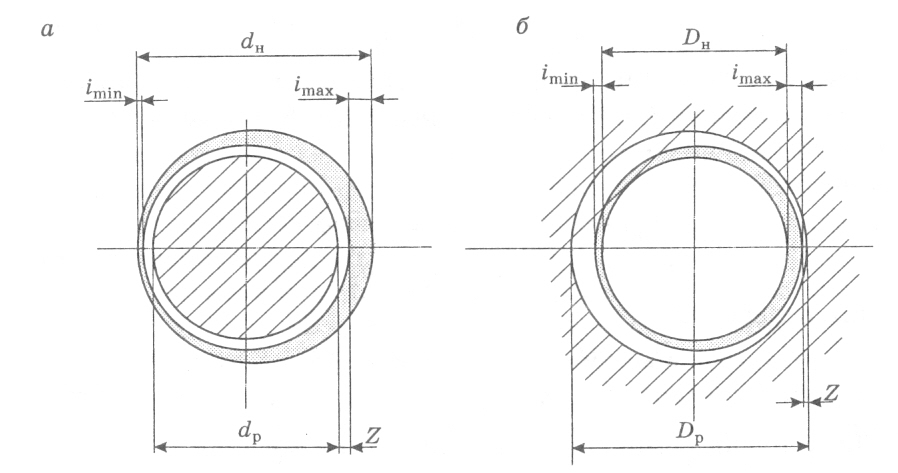
Способ ремонтных размеров заключается в том, что более дорогую и ответственную деталь обрабатывают под ремонтный размер, а сопряжённую заменяют новой. Например, шейки коленчатого вала обрабатывают под ремонтный размер, а вкладыши подбирают новые (уменьшенного ремонтного размера), обеспечивая регламентированный зазор между деталями. Величина и количество ремонтных размеров зависят от износа детали и припуска на обработку. Припуск на обработку, т. е. слой металла, который в процессе механической обработки удаляется с поверхности детали, должен обеспечить получение поверхности правильной геометрической формы и требуемой шероховатости. Поверхность восстановленной детали не должна иметь следов изнашивания, рисок, царапин, микроскопических трещин и других дефектов. Износ устанавливается замером изношенной поверхности детали. Методика определения ремонтных размеров основана на сохранении геометрической оси детали (рис. 4.2).
Первый ремонтный размер определяют по формулам:
для валов
для отверстий
где dp1, Dpl – первый ремонтный размер соответственно вала и отверстия, мм; dH, DH – номинальные диаметры вала и отверстия, мм; Максимальный износ на сторону определяется по формуле:
где f – коэффициент, учитывающий неравномерность износа;
где d1 и D1 – диаметры изношенных вала и отверстия, мм. Подставив в формулы (4.1) и (4.2) значение imax, получим выражения для определения первого ремонтного размера в следующем виде:
Введя обозначение 2(f·iO + Z) = ω, где ω – межремонтный интервал, получим расчётные формулы для определения ремонтных размеров:
для валов
для отверстий
Допуски на ремонтные размеры такие же, как и у номинального размера. Количество ремонтных размеров детали определяют по формулам:
для валов
для отверстий
где dmin – минимально допустимый диаметр вала, мм; Восстановление деталей под ремонтный размер – общедоступный способ, он не требует сложного оборудования, обеспечивает высокую экономическую эффективность, сохраняет принцип взаимозаменяемости деталей в пределах ремонтного размера. Недостатки этого метода восстановления – усложнение контроля-сортировки деталей, комплектования и сборки узлов и агрегатов, увеличение номенклатуры запасных частей и площадей складских помещений для хранения деталей.
4.2.2 Восстановление деталей пластическим деформированием металла
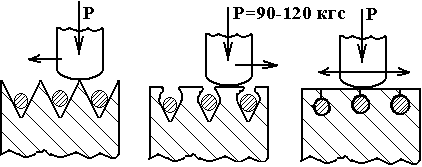
Способ основан на использовании пластических свойств металлов, т. е. их способности изменять свои размеры и форму под действием внешних сил и сохранять данные размеры и форму после прекращения действия данных сил. При этом способе материал детали перемещается к изношенной поверхности из нерабочей части детали, восстанавливая её размеры и геометрическую форму без разрушения при напряжениях выше предела упругости. При обработке давлением изменяются не только форма и размеры детали, но и механические свойства и структура металла. В результате холодного пластического деформирования происходит наклёп, а при горячем деформировании образуется окалина или обезуглероженный поверхностный слой. Поэтому детали после восстановления пластическим деформированием подвергаются, как правило, термической обработке. В зависимости от направления действующей силы Р и требуемой деформации δ различают следующие виды пластического деформирования: осадка, раздача, обжатие, вдавливание и накатка (рис. 4.3).
Осадку применяют в основном для восстановления наружного и внутреннего диаметров полых деталей, например, бронзовых втулок, а также увеличения наружного диаметра сплошных коротких деталей (рис. 4.3, а). Изменение размеров осуществляется за счёт уменьшения длины детали. Средненагруженные детали можно восстанавливать при условии, что их длина уменьшится не более чем на 1, 5%; для сильно нагруженных деталей допускается уменьшение до 1%. Раздачей восстанавливают наружный диаметр трубчатых (полых) деталей (рис. 4.3, б). Изменение наружного диаметра детали осуществляется с помощью сферических, конических или цилиндрических прошивок (шарика, ролика, разрезной конусной втулки и др.). Обжатие применяют для уменьшения внутреннего диаметра втулок за счёт уменьшения наружного диаметра детали, обжимаемой с помощью матрицы (рис. 4.3, в). После обжатия наружный диаметр может быть восстановлен электрохимическим наращиванием до номинального размера. Внутренний диаметр втулки обрабатывают под номинальный или ремонтный диаметр. Вдавливание применяется для увеличения размеров изношенных частей детали посредством перемещения металла с её нерабочих поверхностей к изношенным. При вдавливании происходит одновременно осадка и раздача (рис. 4.3, д). Объёмным вдавливанием можно восстанавливать клапаны, зубчатые колеса, шлицевые валы, шаровые пальцы и другие детали. Обработку ведут при высокой температуре материала (для стальных деталей – 680–920°С). Накатка позволяет изменять размеры наружного диаметра за счёт выдавливания металла из восстанавливаемой поверхности с помощью специального ролика, который крепится на суппорте токарного станка вместо резца (рис. 4.3, е). Кроме восстановления размеров изношенных поверхностей, пластическое деформирование применяется для восстановления формы деформированных деталей, а также для восстановления механических свойств деталей. Форму деформированной детали восстанавливают правкой. Существуют два способа правки: статическим нагружением (давлением) и объёмной чеканкой (наклёпом). Правка наклёпом по сравнению с первым способом обеспечивает высокое качество, стабильность геометрической формы детали во времени, высокую точность правки (до 0, 02 мм).
4.2.3 Электромеханическая обработка
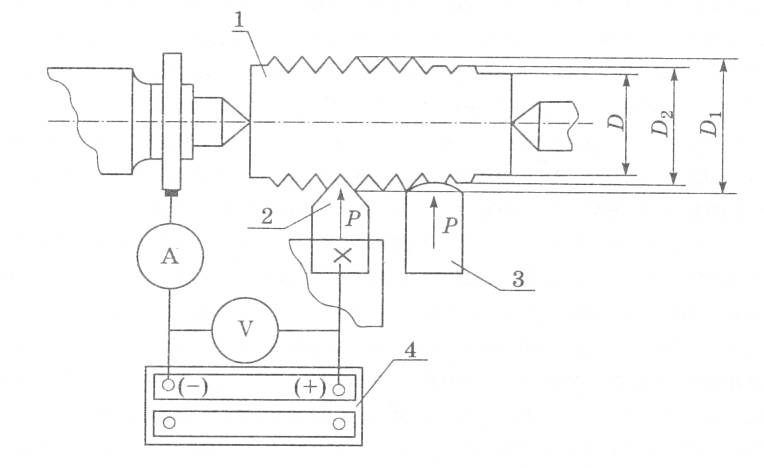
Электромеханическую обработку применяют для восстановления деталей при небольших износах, а также для чистовой обработки цилиндрических, плоских и других поверхностей. Она позволяет одновременно улучшать механические свойства поверхностных слоёв деталей. Сущность способа заключается в том, что через контакт инструмента с деталью проходит ток большой силы (300–520 А) и низкого напряжения
Количество выделившейся теплоты Q определяют по формуле:
Q = Q1 + Q2, (4.10)
где Q1 и Q2 – количество теплоты, полученной от действия электрического тока и от силы трения за время работы, Дж. Ток и напряжение регулируют в зависимости от площади контакта, исходной шероховатости и требований к качеству обрабатываемой поверхности. Способ электромеханической обработки применяют при ремонте толкателей двигателей, валов трансмиссии (восстанавливают посадочные места под подшипники, шестерни и др.). Электромеханическая обработка шеек валов по сравнению с их наплавкой исключает коробление, она более производительная и дешёвая. При этом в результате нагрева небольших объёмов металла и быстрого их охлаждения за счёт отвода теплоты вглубь заготовки, на её поверхности образуется закалённый слой повышенной твёрдости толщиной 0, 2–0, 3 мм. Применяют также восстановление деталей машин электромеханическим способом с завальцовкой проволоки (рис. 4.5). При данном типе восстановления используется проволока из стали 45 и 65Г диаметром 0, 4...0, 6 мм. При включении тока до 1000 А происходит контактная сварка проволоки с валом.
4.3 Восстановление деталей с вложением материала в исходную заготовку
4.3.1 Восстановление деталей способом дополнительных ремонтных деталей
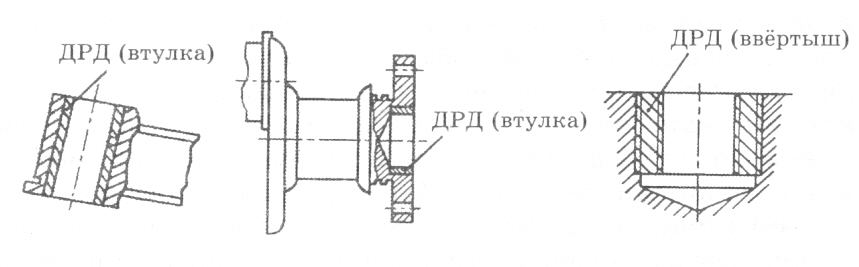
Дополнительные ремонтные детали (ДРД) применяются при восстановлении изношенных деталей под номинальные размеры. На изношенную поверхность предварительно обработанной заготовки устанавливают специально изготовленную дополнительную деталь. Дополнительные детали (рис. 4.6) изготавливают в виде втулок, гильз, колец, резьбовых ввёртышей, зубчатых венцов и т. п. Этим способом восстанавливают блоки цилиндров, гнёзда клапанов, посадочные отверстия под подшипники качения в картерах коробок передач, задних мостов, ступиц, корпуса масляных и водяных насосов, отверстия с изношенной резьбой в корпусных деталях и другие детали. Крепление дополнительной детали осуществляют за счёт гарантированного натяга, привариванием в нескольких точках или по всему сечению торцовой поверхности, установкой стопорных винтов либо шпилек (для крепления втулок, резьбовых ввёртышей).
Сборку дополнительной и ремонтируемой деталей выполняют обычно за счёт посадки с гарантированным натягом, при этом происходит изменение размеров втулки. При напрессовке её на вал наружный диаметр увеличивается, а при запрессовке в отверстие уменьшается внутренний диаметр. Независимо от способа соединения посадка втулки с натягом должна гарантировать прочность соединения (от проворачивания, перемещений). Условие прочности соединения, воспринимающего при эксплуатации статическую осевую силу S, выражают неравенством S < PЗ, где РЗ – усилие запрессовки, Н, которое определяется по формуле:
РЗ = fПpπ dl (4.11)
где fП – коэффициент трения при запрессовке (принимается в пределах 0, 05–0, 20 в зависимости от металла сопрягаемых деталей); р – давление на контактной поверхности, Па; d и l – диаметр и длина контактной поверхности соответственно, м. Путём замены части детали восстанавливают дорогостоящие элементы конструкции. Изношенная часть детали удаляется, а вновь изготовленная соединяется с деталью с помощью сборочных операций (напрессовки, сварки, пайки). Этот вид ремонта может привести к появлению пространственных отклонений взаимосвязанных поверхностей. Он применяется при ремонте кузовов, рам, кабин.
4.3.2 Сварка в процессах создания ремонтных заготовок
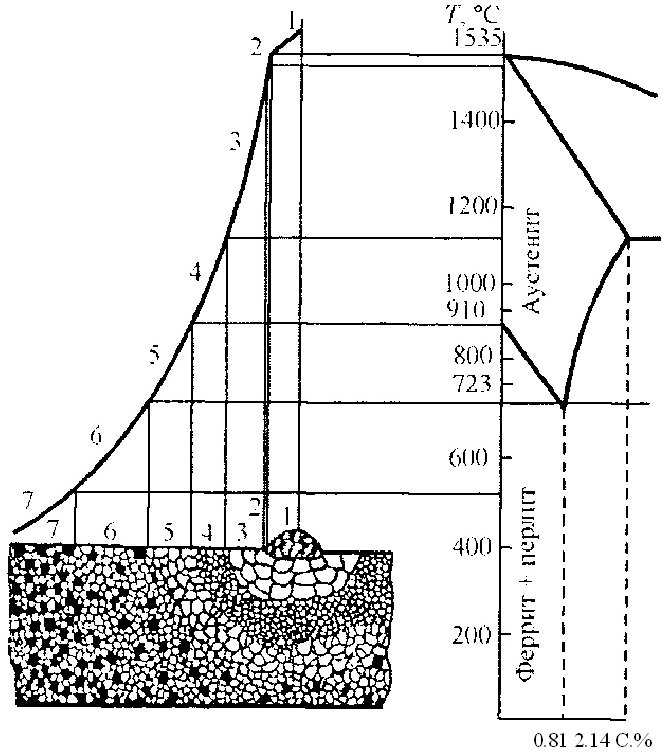
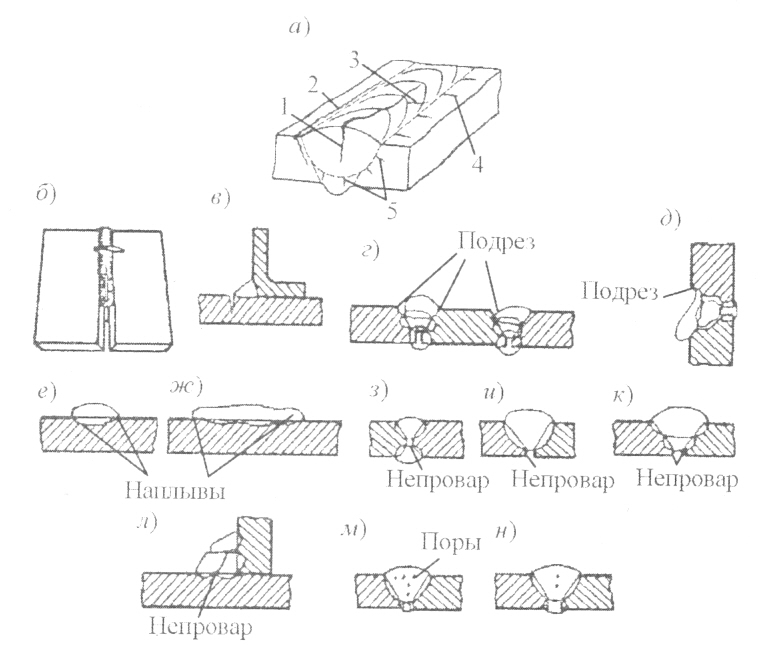
Назначение и виды сварки. Сварка – это процесс получения неразъёмных соединений посредством установления межатомных связей между соединяемыми (свариваемыми) частями при их местном нагреве (сварка плавлением), пластическом деформировании или совместном действии того и другого (сварка давлением). Сварка в ремонте машин служит для соединения между собой деталей или их частей, закрепления дополнительной ремонтной детали (ДРД) или накладок и устранения трещин. В зависимости от вида используемой энергии сварочные процессы разделяют на три класса: термические, механические и термомеханические. Сварка термического класса основана на использовании тепловой энергии и включает такие её виды, как: электродуговая, электрошлаковая, газовая, индукционная, плазменная, термитная, электронно-лучевая и др. Сварка механического класса (сварка трением, ультразвуковая и др.) содержит те её виды, которые используют механическую энергию. Сварка термомеханического класса (контактная, диффузионная, газопрессовая, взрывом и др.) основана на применении тепловой и потенциальной энергии давления. Сварной шов и его дефекты. Сварной шов (рис. 4.7) состоит из наплавленного металла, слоя переменного состава наплавленного и основного металла и зоны термического влияния, металл которой нагревался и охлаждался вследствие теплопередачи. В сварных швах при их образовании появляются наружные и внутренние дефекты (рис. 4.8).
К наружным дефектам относятся горячие и холодные трещины, подрезы, наплывы и непровары. Горячие трещины во время сварки углеродистых сталей возникают при температуре 1200–1350°С во время кристаллизации наплавленного металла. Если в это время на границе зерен имеется сравнительно легкоплавкая эвтектика, то она может разрушиться под влиянием растягивающих напряжений. Этим дефектам подвержены широкие швы. Холодные трещины образуются при температуре ниже 400°С. Этим дефектам подвержены мартенситные и перлитные стали при их быстром охлаждении. Трещины распространяются из наплавленного металла в основной.
Подрез – это канавка у края шва. Он получается при сварке током большой силы или горелкой большой мощности. Наплыв происходит при быстром плавлении электрода или прутка и недостаточном нагреве свариваемого металла. Непровар характеризуется плохой связью или ее отсутствием между наплавленным и основным металлами. Возникает при недостаточном нагреве свариваемого металла, малом угле разделки кромок, небольшом токе или мощности горелки, а также из-за большой скорости сварки. К внутренним дефектам относят пережоги, шлаковые включения и газовые поры. Пережог – это неисправимый дефект сварного шва, образующийся при пребывании металла в окислительной среде в жидком состоянии или при температуре, близкой к температуре плавления. Характеризуется появлением на границах зерен сплошных оксидных пленок. Шлаковые включения образуются при сварке длинной дугой или окислительным пламенем. Газовые поры – это пузырьки СО, СО2, Н2 и других газов. Они возникают при использовании влажных электродов, неправильной регулировке горелки и плохой очистке поверхностей.
Сварка стали. Низкоуглеродистые стали хорошо свариваются всеми видами сварки, не подвержены существенной закалке при сварке, поэтому после неё не проходят термическую обработку. Применяют тонкообмазанные электроды Э-42. Газовая сварка нашла наибольшее применение при заварке трещин, наложении заплат, приварке обломов и сварке тонколистового металла при ремонте кузовов, кабин, кожухов, баков. При сварке высокоуглеродистых и среднелегированных сталей во избежание закалки и образования трещин применяют предварительный нагрев до 300°С с последующим отжигом или отпуском. Среднеуглеродистые (сталь 30, 35 и др.) и низколегированные стали с содержанием углерода 0, 3-0, 4% твердостью до 250 НВ относятся к удовлетворительно свариваемым материалам. Для сварки применяют электроды типа Э-42 и Э-50. Заготовки сложной формы и толщиной стенок более 15 мм сваривают с предварительным подогревом до 200°С. После сварки производят отпуск при 650 °С. Газовую сварку выполняют только при положительной температуре окружающей среды. Ограниченно свариваются стали 45 и 50 и низколегированные стали с содержанием углерода до 0, 45 %. Заготовки сваривают электродами типа Плохо свариваются стали с содержанием углерода > 0, 55 % и низкоуглеродистые стали с цементированными рабочими поверхностями. Их следует сваривать электродами марок 12АН-ЛИИВТ, Т-590 или ЭН-400. Для предупреждения образования трещин на границе сварки с цементованным слоем заготовку необходимо подогреть до температуры 150-200 °С. При ручной сварке шов образуется в основном за счет металла электрода, а при автоматической – в значительной степени за счет расплавления основного металла. Сварка чугуна. Сварка чугуна усложнена его низкой пластичностью и склонностью к отбеливанию. Последнее объясняется большим содержанием углерода, выгоранием кремния и быстрым охлаждением металла. При этом углерод не успевает выделиться в виде графита и остается в химически связанном состоянии в виде цементита Fe3C. При усадке чугуна возникают значительные внутренние напряжения. Кроме того, образующиеся при сварке чугуна тугоплавкие оксиды создают на поверхности сварочной ванны твёрдую корку, которая препятствует свободному выходу газов из расплавленного металла, что приводит к образованию пор. Для получения мягкой перлитно-ферритной структуры необходимо, чтобы процесс графитизации происходил более полно. Этому способствует присутствие С, Si, Al, Ti, Ni и Сu. Введение в состав наплавочных материалов кислородсодержащих компонентов способствует максимальному удалению остаточного углерода. Карбидообразующие элементы W, Cr, V и Мо связывают углерод в труднорастворимые карбиды. Чугун сваривают дуговой (в том числе порошковой проволокой), газовой или аргонодуговой сваркой. Применяют два основных способа сварки чугуна: горячий (с подогревом заготовки) и холодный (без подогрева). При горячей сварке кромки чугунной заготовки предварительно разделывают, а затем заготовку нагревают до температуры 600–650°С. Сварку ведут газо-кислородным пламенем. Используют чугунные прутки марки А с повышенным содержанием кремния (до 3, 0–3, 5%) или латунную проволоку Л63. Для первого материала используют флюс ФСЧ-1, для второго – флюс, состоящий из смеси буры и углекислого натрия в равных массовых долях. За сваркой следует низкотемпературный отжиг, т. е. нагрев заготовки до 650–700°С и охлаждение её вместе с печью. Горячая сварка обеспечивает высокое качество шва, однако она энерго- и трудоёмкая, сопряжена с тяжелыми условиями труда, поэтому ограниченно применяется при восстановлении корпусных деталей. Холодная сварка чугуна проще. Применяют следующие ее виды: газовую, ручную и полуавтоматическую стальными электродами и электродами из цветных металлов и сплавов. Газовую сварку тонкостенных заготовок выполняют прутками Пр-ЧН1, а толстостенных Пр-ЧН2. Допускается использовать изношенные чугунные поршневые кольца. Применяют флюсы ФЧН-1 и ФЧН-2. В качестве флюсов также служат техническая бура или смесь из 50% буры и 50% двууглекислого натрия. Для сварки заготовок из серого и высокопрочного чугуна и их соединений со сталью применяют стальные электроды ЦЧ-4, изготовленные из проволоки Св-08 или Св-08 А с толстым фтористо-кальциевым покрытием. Покрытие включает титан или ванадий, содержание которых в наплавленном металле доходит до 9.5 %. Сварку ведут электродами диаметром 3–4 мм на постоянном токе силой 120–150 А обратной полярности при напряжении 20В. Перед сваркой заготовку рекомендуется подогреть до температуры 150–200°С, а после наплавки валиков их сразу же проковать. Электроды ЦЧ-3А представляют собой проволоку Св-07Н50 с фтористо-кальциевым покрытием, содержащим до 5, 5 % кремния. Сварка чугуна электродами из цветных металлов более дорогая, но обеспечивает достаточные прочность, пластичность и плотность шва. Широко применяют медные электроды ОЗЧ-1 с фтористо-кальциевым покрытием, содержащим железный порошок, и электроды МНЧ-1 диаметром 3–4 мм из монель-металла (63% никеля и 37% меди) с фтористо-кальциевым покрытием УОНИ-13/55. Режим сварки: постоянный ток силой 150–160А обратной полярности и напряжением 20В, короткая дуга. После сварки каждый участок шва проковывают до достижения температуры шва 50–60°С. Вместо медно-никелевых электродов можно использовать железо-никелевые электроды типа ЖНБ. Особенности полуавтоматической сварки чугуна следующие. Электродную проволоку марки Св-08Г2С диаметром 1, 0–1, 2 мм используют в среде диоксида углерода, при этом сила тока 80–100А обратной полярности, напряжение 20–22В, расход газа 1, 0–1.5 л/с. Применяют аргонодуговую сварку проволокой МНЖКТ-5-1-02-02 диаметром 1, 0–1, 2 мм при постоянном токе 80–120А обратной полярности и напряжении 20–25В. Подача проволоки 7–11 м/мин, расход аргона 1, 0–1, 5 л/с. Хорошие результаты при холодной сварке чугуна даёт применение проволоки Газовую сварку-пайку при более низкой температуре процесса (до 950°С) ведут электродами ЛОМНА-49-05-10-04, ЛОК-59-1 -03 или Л-63 с флюсами. Уменьшение твердости материала шва при сварке чугуна достигают способом отжигающих валиков, когда предыдущие участки сварки нагреваются теплом от последующих участков. Твердость шва при этом снижается на 20–25%. Сварка цветных металлов. Алюминиевые сплавы характеризуются плохой свариваемостью. На поверхности нагреваемой заготовки образуется пленка штатного, химически стойкого и тугоплавкого оксида. Температура его плавления 2160°С. в то время как самого алюминия 659°С. При нагреве до 400–500°С сплав теряет свою прочность и заготовка может разрушиться даже под действием собственного веса. Коэффициент линейного расширения материала в 2 раза, а теплопроводность в 3 раза больше, чем у стали, что способствует появлению значительных остаточных напряжений в свариваемых деталях. Большая растворимость водорода в расплавленном металле способствует образованию пор. Поверхности заготовок перед сваркой очищают от загрязнений, а за Алюминий и его сплавы сваривают одним из следующих способов: ручной дуговой сваркой плавящимся или неплавящимся электродами; газовой сваркой с применением флюсов или без них; аргонодуговой сваркой. Оксидную пленку удаляют шабрением, флюсами или катодным распылением. Сварку плавящимися электродами ведут короткой дугой прямой полярности. Силу тока выбирают из расчета 40А на 1 мм диаметра электрода. Скорость наплавки составляет 0, 4–0, 6 м/мин, а напряжение холостого хода 60–70В. Перед заваркой трещины по всей ее длине вырубают канавку. В качестве флюсов для сварки деталей из алюминиевого сплава подбирают вещества из группы галогенов, которые восстанавливают алюминий из его оксидов. Галогены, используемые в качестве сварочного флюса, должны иметь невысокую температуру плавления (600–700°С). Этим требованиям удовлетворяют соли щелочных и щелочно-земельных металлов (NaF, NaCl, КС1, Na3AlFe6, BaCl2, CaF2, и др.). Флюсы нельзя применить в вертикальном и потолочном положениях сварки. Из-за высокой коррозионной активности флюсы после сварки должны быть тщательно удалены с детали. При дуговой сварке алюминиевых сплавов А6, АД0, АД1, АД2 применяют электроды ОЗА-1 и флюс АФ-4А, сплавов АМц и Сварку угольными электродами ведут на постоянном токе прямой полярности. Угольные электроды диаметром 10–18 мм имеют длину 200–700 мм. Заготовки толщиной до 2 мм сваривают без присадочного материала и разделки кромок, а свыше 2 мм – с зазором 0, 5–0, 7 толщины стенки или с разделкой кромок. Заготовки перед сваркой нагревают до температуры 250–300°С Оксидную пленку удаляют с помощью флюса АФ-4А. Во время сварки электрод перемещают только вдоль шва без поперечных колебаний, он располагается перпендикулярно к свариваемой поверхности. Дута должна быть как можно короче. Сварку алюминиевых сплавов постоянным током обратной полярности силой до 150А применяют редко из-за сильного нагрева электрода. Газовую сварку без флюса ведут горелкой с восстановительным пламенем. Разогревают место сварки и присадочный материал до плавления, затем прутком из коррозионно-стойкой стали удаляют оксиды и перемешивают основной и присадочный материалы. Газовую сварку ацетилено-кислородным пламенем выполняют также с помощью флюсов АФ-4А, АН-4А и других. Флюс насыпают у кромки разделки и в процессе сварки его подвигают прутком в сварочную ванну. Широкое распространение при восстановлении деталей из алюминиевого сплава получила аргонодуговая сварка на переменном токе. В этом процессе кромки заготовки и присадочный материал расплавляются теплом электрической дуги, образующейся между вольфрамовым неплавящимся электродом и заготовкой. При этом из сопла горелки непрерывно подается аргон, который окружает дугу, создает сосредоточенный нагрев и предохраняет расплавленный металл шва от вредного влияния кислорода и азота воздуха. В полупериоде прямой полярности, когда катодом является нагретый свыше 3700°С вольфрамовый электрод, мощная термоэлектронная эмиссия обеспечивает значительный ток дуги и интенсивное плавление основного металла. Напряжение зажигания почти равно напряжению дуги и при короткой дуге в аргоне составляет всего 10В. В конце полупериода дуга гаснет. В полупериоде обратной полярности термоэлектронная эмиссия сравнительно холодного алюминиевого катода ничтожно мала. Для зажигания дуги за счет автоэлектронной эмиссии требуется напряжение около 200В. Пик необходимого напряжения создает импульсный источник. Важно то, что в этом полупериоде идет очень полезный процесс – интенсивное катодное распыление пленки оксида алюминия путём её разрушения положительными ионами. В качестве присадочного материала применяют прутки того же состава, что и основной металл, а также проволоку Св-АК5 или Св-АК10. Диаметр электрода и силу тока выбирают в зависимости от толщины свариваемых стенок. Материал подают в дугу под углом 90° к оси вольфрамового электрода. Размеры сварочной ванны должны быть минимальными. Сварку стенок толщиной до 10 мм ведут левым способом. Дуга должна быть возможно короче. Аргонодуговая сварка обеспечивает повышение производительности труда в 3–4 раза по сравнению с ацетилено-кислородной сваркой. При этом не применяются электродные покрытия и флюсы, химический состав металла изменяется только за счет некоторого испарения элементов, сварной шов получается плотным без оксидных пленок, возможна сварка стенок толщиной 0, 5 мм. а интенсивность излучения дуги снижена в 4–8 раз. Качество шва получается высоким, а коробление детали почти отсутствует. Однако этот вид сварки требует использования дефицитного газа, создает вредные условия труда, а сварщики должны обладать высокой квалификацией. Свинец. Его сварка также сопровождается образованием сравнительно тугоплавких оксидов с температурой плавления 888°С (температура плавления свинца 327°С). Сварку ведут нейтральным ацетиленокислородным пламенем или с применением газов – заменителей ацетилена. Присадочным материалом служит свинцовая проволока или полоса. В качестве флюса применяют стеарин или состав из равных частей стеарина с канифолью, которыми натирают присадочный материал. Медные сплавы. Их сварка характеризуется хорошей свариваемостью, которая несколько ухудшается за счет легкой окисляемости расплава и образования закиси меди, способствующей образованию трещин и газовых включений. Применяют электродуговую сварку током прямой полярности при плотности на электроде 200–400 А/см2 под флюсом (94–96% буры и 4–6% магния), в защитных газах и плазменную. Электроды могут быть угольные, медные МСр-1, МО и М1 (диаметром 0, 5–0, 7 толщины свариваемого металла) или комбинированные АНЦ-1 и АНЦ-2. После сварки шов проковывают. Далее для придания сварному соединению более высокой вязкости металл нагревают до 550–600°С и быстро охлаждают в воде. В качестве защитной среды используют инертные газы, азот и водород. Оборудование для сварки. Технологическое оборудование для сварки включает источники питания, ацетиленовые генераторы, вращатели и столы. Для дуговой сварки применяют ток силой 1–3000А и напряжением ü трансформатор, понижающий переменное напряжение до необходимого при сварке; ü выпрямитель, преобразующий энергию сетевого переменного тока в энергию постоянного сварочного тока; ü генератор, преобразующий механическую энергию вращения в электрическую энергию постоянного тока; ü преобразователь, который является комбинацией трехфазного асинхронного двигателя и сварочного генератора и, следовательно, преобразует сетевую электрическую энергию в электрическую энергию постоянного тока; ü агрегат, состоящий из двигателя внутреннего сгорания и генератора постоянного тока. Различают источники питания общепромышленного и специального назначений. К первым относятся источники для ручной сварки покрытыми электродами и механизированной сварки в диоксиде углерода и под флюсом. Они предназначены для сварки углеродистых и легированных сталей средней толщины. Специализированные источники служат для сварки тонколистовых изделий и цветных металлов, а также для выполнения процессов, родственных сварке – наплавки, напыления, резке. Эти источники относительно сложны, оснащены элементами автоматики, но обеспечивают высокое качество покрытий. При полуавтоматической сварке электродную проволоку подают в зону сварки с помощью сварочных полуавтоматов, которые состоят из источника питания (выпрямителя) и механизма подачи проволоки, выполненных в одном корпусе или раздельно. |
Последнее изменение этой страницы: 2017-04-12; Просмотров: 1037; Нарушение авторского права страницы

 (4.1)
(4.1) (4.2)
(4.2) (4.3)
(4.3) (4.4)
(4.4) (4.5)
(4.5)



 (4.8)
(4.8) (4.9)
(4.9)