|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Комбинированные методы упрочнения деталей машин ⇐ ПредыдущаяСтр 6 из 6
5.1 Классификация методов упрочняющей обработки деталей машин
Для увеличения ресурса восстановленные поверхности подвергают упрочняющей обработке. В общем случае, под упрочнением материала понимают повышение значений его физико-механических свойств, которые являются определяющими для обеспечения надёжности ремонтируемого объекта. Упрочнение, как повышение значений свойств детали, основано на преднамеренном искажении кристаллической решётки металла в результате механического воздействия, термической или термомеханической обработки, легирования и др. Из всех современных теорий, объясняющих природу упрочнения, общепризнанной и наиболее достоверной, является дислокационная. Все методы упрочняющей обработки можно условно классифицировать следующим образом:
5.2 Упрочнение с изменением структуры всего объёма металла
5.2.1 Термообработка при положительных температурах
Любой процесс термической обработки металла состоит из нагрева до заданной температуры, выдержки и охлаждения. Различные виды термической обработки определяются скоростями нагрева и охлаждения заготовок, температурой нагрева и временем выдержки при этой температуре. Длительность нагрева и выдержки изделия (детали) при заданной температуре зависит от вида нагревающей среды, формы изделия, его теплопроводности, а также от времени, необходимого для завершения структурных превращений. В координатах температура – время график любой термической обработки может быть представлен в виде рис. 5.1.
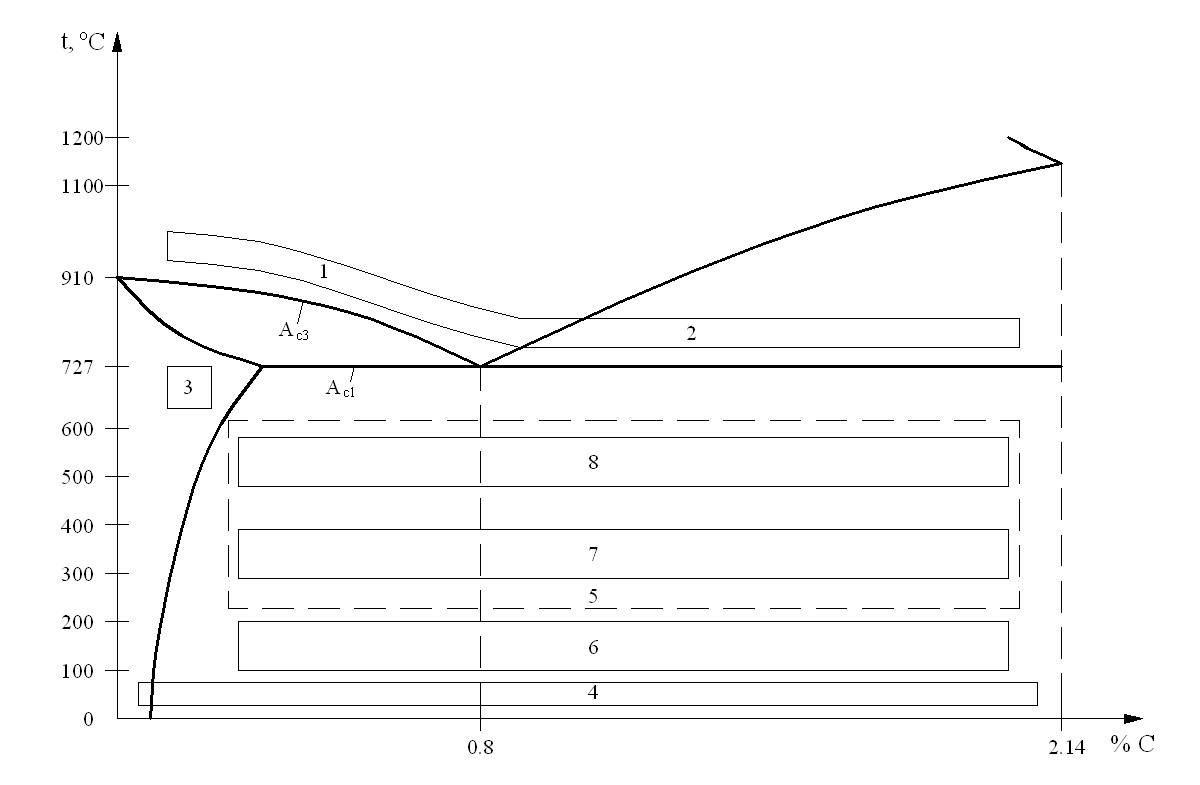
Цель термической обработки заключается в получении требуемой структуры, а, следовательно, и физико-механических или иных свойств металлов и сплавов. По степени воздействия на эти свойства термическая обработка значительно эффективнее других видов обработки. При восстановлении деталей с помощью термической обработки подготавливают заготовки к механической обработке, снимают внутренние напряжения в них с целью исключения трещин и упрочняют поверхности. Основными видами термической обработки заготовок являются: отжиг I и II рода, нормализация, закалка, отпуск и старение. Температуру нагрева выбирают из соответствующей диаграммы состояния. Так, например, для сталей температуры приведены на рис. 5.2. Отжиг I рода (гомогенизационный, рекристаллизационный и релаксационный) устраняет неоднородность, возникшую в металлах и сплавах в результате предшествующей обработки. Гомогенизационный (диффузионный) отжиг (рис. 5.2 а, 1) устраняет неоднородность химического состава наплавленного металла за счёт протекания диффузионных процессов при высокой температуре. Чем сильнее начальная неоднородность, тем более продолжительной должна быть выдержка при этой температуре. Рекристаллизационный отжиг (рис. 5.2 а, 2), который включает нагрев металла выше температуры его рекристаллизации (0, 4 – 0, 5 от абсолютной температуры его плавления), позволяет устранить структурную неоднородность (текстуру) и упрочнение (наклёп), вызванные предшествующим холодным пластическим деформированием, и повысить пластичность материала. Релаксационный отжиг позволяет избежать трещин за счёт значительного снижения внутренних остаточных напряжений, возникающих в процессе охлаждения сварных соединений и наплавленных покрытий (рис. 5.2 а, 3). Различают следующие разновидности отжига II рода: перекристаллизационный, изотермический, нормализационный (нормализация) и графитизирующий. В случае перекристаллизационного отжига металл нагревают выше температуры фазового перехода. В результате при последующем медленном охлаждении протекают фазовые превращения и образуется мелкозернистая равновесная структура с улучшенными свойствами. При нагреве стали несколько выше первой критической точки Ас1 происходят неполная перекристаллизация и превращение только перлита в аустенит. Такой неполный отжиг (рис. 5.2 а, 5) для заэвтектоидных сталей вызывает сфероидизацию цементита (отжиг на зернистый перлит) и, как следствие, снижение твёрдости и улучшение обрабатываемости резанием. При полном отжиге (рис. 5.2 а, 4) сталь нагревают выше точки Ас3, при этом образуется аустенитная структура и происходит полная перекристаллизация при охлаждении. При изотермическом отжиге (рис. 5.2 а, 6) доэвтектоидную сталь нагревают на 30 – 50 º С выше Ас3, а заэвтектоидную выше Ас1, выдерживают при этой температуре, быстро охлаждают несколько ниже Ас1 и выдерживают до полного распада аустенита, затем охлаждают с любой скоростью.
Изотермический отжиг часто заменяют для легированных и высокоуглеродистых сталей полным отжигом, который требует меньше времени. Для сокращения продолжительности термической обработки сталь часто охлаждают не с печью, а на спокойном воздухе (нормализация) Графитизирующий отжиг применяют как для сталей, так и для чугунов. Он позволяет получать свободный углерод в виде графита благодаря распаду карбидной составляющей (цементита) при высокой температуре. Это снижает коэффициент трения и повышает износостойкость материала. Такая обработка широко распространена, например, для получения из белых чугунов ковких с хлопьевидной формой графита, а также для получения графитизированных сталей. Закалка с полиморфным превращением реализуется в тех металлах и сплавах, в которых перестраивается кристаллическая решётка. Доэвтектоидные стали нагревают для превращения перлита в аустенит (полная закалка – рис. 5.2 б, 1) или для сохранения в заэвтектоидных сталях избыточного цементита (неполная закалка – рис. 5.2 б, 2). Во время ускоренного охлаждения со скоростью выше критической аустенит превращается в мартенсит. Твёрдость и износостойкость сталей возрастают. Закалку с полиморфным превращением называют закалкой на мартенсит. Закалка без полиморфного превращения (рис. 5.2 б, 3) происходит в тех сплавах, в которых по мере нагрева и выдержки увеличивается растворимость второго компонента и избыточная фаза растворяется в матричной фазе. Последующее быстрое охлаждение фиксирует состояние неравновесного пересыщенного твёрдого раствора, не характерное для низких температур. Такая закалка широко применяется для некоторых легированных сталей, алюминиевых, магниевых, никелевых, медных и других сплавов. Существенного упрочнения и снижения пластичности сплавов, подвергаемых закалке без полиморфного превращения, не наблюдается. В последующем такая неравновесная система при комнатной температуре стремится к равновесию и выделению избыточной фазы (естественное старение – рис. 5.2 б, 4). Некоторый подогрев закалённого сплава значительно ускоряет этот процесс (искусственное старение – рис.5.2 б, 5). Закалка и частичное старение обеспечивают повышенные твёрдость и прочность. Полное старение приводит сплав к двухфазному равновесному состоянию и, следовательно, к исходным свойствам. Отпуск после закалки с полиморфным превращением переводит закалённый сплав в равновесное состояние подобно старению. Это снижает твёрдость и внутренние напряжения и повышает пластичность сплава. Отпуск включает нагрев закалённого сплава до температур не выше критической, выдержку и охлаждение с заданной скоростью. Различают низкий отпуск стали (150 – 200 º С – рис. 5.2 б, 6), средний (300 – 400 º С – Закалка углеродистых инструментальных сталей с низким отпуском обеспечивает высокие твёрдость и износостойкость, сохраняя структуру мартенсита отпуска. Закалка среднеуглеродистых сталей со средним отпуском даёт максимальную упругость и достаточную твёрдость, что необходимо для рессор, пружин и деревообрабатывающего инструмента. При среднем отпуске происходит распад мартенсита на зернистую дисперсную феррито-цементитную смесь (троостит). Закалка с высоким отпуском для среднеуглеродистых сталей обеспечивает ещё большее приближение к равновесному состоянию и получение грубозернистой феррито-цементитной смеси (сорбит), имеющей достаточные прочностные свойства, высокую ударную вязкость и наилучшую обрабатываемость резанием. Поэтому закалку с высоким отпуском называют улучшением и применяют для ответственных деталей. Нагрев закалённой стали до температуры, близкой к Ас1, приводит к равновесному состоянию и распаду мартенсита на ещё более грубую, чем сорбит, феррито-цементитную структуру зернистого перлита. Способ закалки выбирают в зависимости от марки стали, формы и размеров изделий, а также от технических требований, предъявляемых к этим изделиям. В зависимости от характера охлаждения при закалке различают следующие её виды: в одной среде (непрерывная), в двух средах, ступенчатая, изотермическая, с самоотпуском. Непрерывную закалку ведут со скоростью выше критической в одной охлаждающей среде. То есть нагретые изделия (детали) погружают в одну из закалочных сред – воду или масло. При этом изделие следует перемещать так, чтобы его поверхность все время соприкасалась с холодной охлаждающей жидкостью во избежание образования «паровой рубашки» вокруг изделия, мешающей отводу теплоты. На качество закалки влияет также и способ погружения. Мелкие изделия (например, винты, шурупы, гвозди, гайки) могут погружать в термическую ванну беспорядочно. При погружении в охладитель деталей типа валов и осей продольная ось этих деталей должна быть перпендикулярна к поверхности охлаждающей жидкости. С целью уменьшения напряжений, остающихся в детали после закалки, перед началом мартенситного превращения закаливаемую деталь перемещают в другую среду, обеспечивающую меньшую скорость охлаждения, например из воды в масло. Вместо такой закалки для мелких деталей часто применяют ступенчатую закалку с охлаждением и выдержкой в расплаве солей, имеющем температуру на 20 – 40 º С выше точки начала мартенситного превращения и последующим охлаждением в масле или на воздухе. При изотермической закалке заготовки выдерживают до полного распада аустенита в среде с температурой, обеспечивающей получение требуемой структуры, например, троостита. В ряде случаев, когда требуются твёрдая поверхность и способность воспринимать ударные нагрузки, ведут закалку с самоотпуском. При этом, не дожидаясь полного охлаждения детали, её извлекают из охлаждающей среды. Оставшееся внутри детали тепло обеспечивает отпуск закалённого материала. Дефекты поверхностного слоя. При высокой температуре в результате взаимодействия металлов и сплавов с воздушной средой происходят нежелательные явления окисления и обезуглероживания. Окисление – это образование непрочных оксидов железа и других элементов, а обезуглероживание – выгорание углерода в поверхностном слое. Чем выше температура, тем интенсивнее протекают эти диффузионные процессы. Нагрев в среде инертных газов, специальных контролируемых газовых средах или в расплавах солей и металлов позволяет избежать этих явлений. Охлаждающие среды играют важную роль при термической обработке. В качестве охлаждающих сред при закалке используют воду, водные растворы солей, щелочей и масло, которое имеют различную охлаждающую способность. Вода по сравнению с машинным маслом охлаждает сталь примерно в 6 раз быстрее при 550 – 650°С и 28 раз быстрее при 200°С. Поэтому воду применяют для охлаждения углеродистых сталей, которым свойственна большая критическая скорость закалки, а масло – для охлаждения легированных сталей, имеющих малую критическую скорость закалки. Основной недостаток воды как охлаждающей среды – высокая скорость охлаждения при пониженных температурах в области образования мартенсита (200 – 300°С), которая приводит к возникновению больших структурных напряжений и создает опасность образования трещин. Добавление к воде солей и щелочей увеличивает её закаливающую способность. Для ответственных деталей из углеродистой стали, особенно из сталей для инструмента, применяют закалку в двух средах: воде и масле. Преимущественно масла как охладителя заключается в том, что оно обеспечивает небольшую скорость охлаждения в области температур мартенситного превращения, поэтому опасность образования трещин резко снижается. Недостатки машинного масла как охладителя – лёгкая воспламеняемость, пригорание к поверхности деталей.
5.2.2 Криогенная обработка
Очень часто в производстве возникает необходимость снять внутреннее напряжение в металле, гомогенизировать структуру, увеличить износостойкость, избавиться от остаточного аустенита, превратив его в мартенсит. Для достижения всех этих целей на производстве используют криогенный способ обработки металла. Криогенный способ, или обработка холодом, проводится путём охлаждения стали до криогенных температур, то есть до –40…–150°С, на определенный период времени; затем обрабатываемый материал какое-то время находится в среде с данной температурой и затем медленно возвращается в среду с нормально комнатной температурой. Медленное возвращение к комнатной температуре необходимо во избежание криогенного шока металла, что, в свою очередь, может вызвать трещины и разломы в материале или даже разломы во внутренней молекулярной структуре. Данная процедура проводится для превращения остаточного аустенита в тетрагональный мартенсит. Криогенная обработка позволяет улучшить механические и режущие свойства инструментов, повысить их износостойкость и твердость. Кроме того, путём криогенной обработки можно повысить износостойкость контрольно-измерительных инструментов, форм для пресса и штампов, изготовленных из высокоуглеродистых и легированных сталей; увеличить твёрдость коррозийно-стойких сталей, имеющих повышенное содержание углерода; улучшить качество поверхностного слоя, который подвергается полированию или доводке. В качестве источников умеренного холода, т. е. источников, с помощью которых получают температуры до –70°С, используют аммиачные и фреоновые установки; для получения криогенной температуры до –135°С применяют криогенные установки или криогенные аппараты. В качестве криоагентов обычно выступают твёрдый углекислый газ (или сухой лёд), жидкие азот, кислород и воздух (смесь жидкого кислорода и азота). Температуры кипения криоагентов при атмосферном давлении указаны в таблице 5.1.
Таблица 5.1 – Температуры кипения криоагентов
5.3 Упрочнение с изменением структуры и микрогеометрии поверхности детали
5.3.1 Обработка резанием
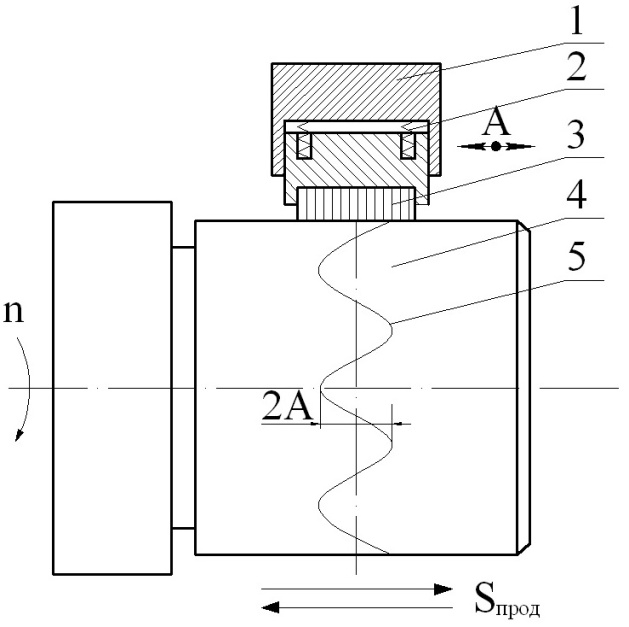
При обработке деталей под действием сил резания в поверхностном слое металла происходит его упругопластическое деформирование. Пластическое деформирование распространяется на определённую глубину металла, расположенного под обработанной поверхностью, и сопровождается скольжением, т.е. перемещением отдельных частей кристаллитов по определенным кристаллографическим плоскостям. Процесс скольжения начинается тогда, когда возникают критические сдвигающие напряжения, достаточные для его начала. Пластическому деформированию предшествует упругое, распространяющееся со скоростью, близкой к скорости звука. На пластическое деформирование, при котором происходит перемещение частей кристаллитов, требуется определённое время. Поэтому при больших скоростях деформирования иногда наблюдается межкристаллитная пластическая деформация. В этом случае зёрна перемещаются относительно друг друга. В процессе резания металлов зёрна в поверхностном слое вытягиваются в направлении действия силы резания. Кристаллиты ориентируются в основном по кристаллографическим направлениям. Подобная ориентация мелких зёрен, вытянутых по направлению деформации, называется текстурой. При наклёпе наблюдается снижение электропроводности, теплопроводности и плотности металла, что объясняется увеличением количества дислокаций и вакансий в наклёпанном металле. В общем случае с увеличением сил резания и продолжительности их воздействия возрастает пластическая деформация поверхностного слоя металла, а следовательно, увеличивается степень его наклёпа и глубина распространения наклёпа. Установлено, что возможности упрочнения металла за счёт его наклёпа ограничены, и при чрезмерной пластической деформации может образоваться «перенаклёп» металла, что приведёт к его разупрочнению. Разупрочнение происходит при исчерпании зёрнами металла возможности упрочняться. При этом наблюдается его разрыхление, появление трещин, отслаивание и т.д. Наклёп в поверхностном слое приводит металл в структурно-неустойчивое состояние, вызванное неодинаковым распределением внутренних напряжений между отдельными зёрнами и даже целыми участками металла. В этих условиях имеет место явление отдыха, т.е. стремление металла к возвращению в первоначальное, ненаклёпанное состояние, чему способствует упругая деформация наклёпанного металла, а также повышенная температура в зоне резания. При комнатной температуре отдых наклёпанного металла проходит довольно медленно, однако уже при небольшом нагреве процесс ускоряется. При этом даже незначительные перемещения атомов могут снять искажения кристаллической решётки. Например, для снятия искажений атомной кристаллической решётки железа достаточно нагреть его до 200...300°С, после чего механические свойства железа частично восстанавливаются. При данных температуре и упрочнении, чем длительнее металл подвергается отдыху, тем полнее восстанавливаются свойства, которые металл имел до пластического деформирования, т.е. тем полнее его отдых. При обработке металлов резанием одновременно действуют значительные силы резания, создающие наклёп, и температура, вызывающая разупрочнение металла. Конечное состояние поверхностного слоя определяется соотношением процессов упрочнения и разупрочнения, зависящих от преобладания в зоне резания силового или теплового фактора. Общие закономерности возникновения наклёпа сохраняются и при абразивной обработке. Финишные операции обеспечивают необходимые размеры и шероховатость восстанавливаемых поверхностей, а также свойства поверхностного слоя. На этих операциях снимают незначительный слой металла, но уменьшают на один-два класса значения шероховатости. Тонкое шлифование, например, выполняют абразивным инструментом с зернистостью 12–25. Снимаемый припуск за один ход не более 0, 5 мкм. В конце операции необходимо выхаживание в течение 5–7 оборотов детали. Для тонкого шлифования применяют станки повышенной точности. Алмазное шлифование применяется в ремонтном производстве в основном для заточки и доводки режущего и мерительного инструмента. Суперфиниширование и полирование – процессы удаления разупрочнённого на предыдущих операциях тонкого слоя и достижения необходимой шероховатости поверхности (рис. 5.3).
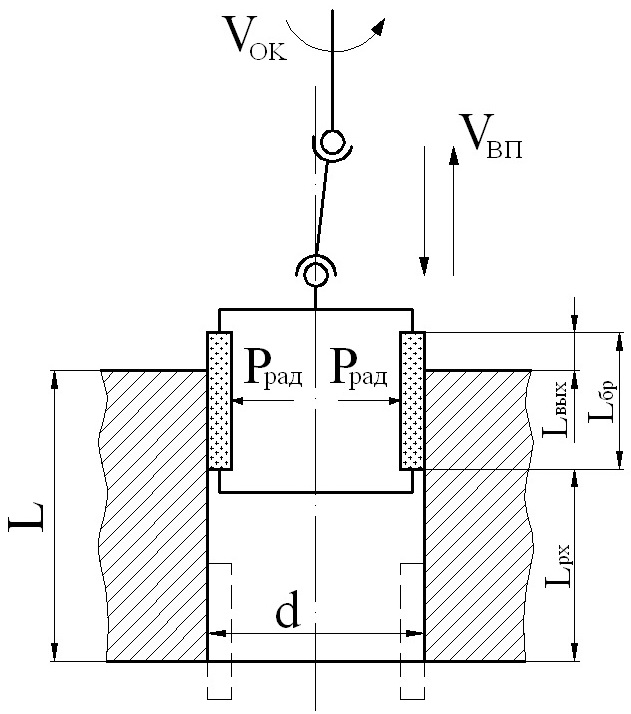
Суперфиниширование цилиндрических шеек выполняют при вращении детали и осциллирующем движении мелкозернистых брусков вдоль оси шпинделя. Давление брусков на обрабатываемую поверхность составляет не более 3 МПа, оно уменьшается к концу операции. Хонингование – процесс доводки внутренних цилиндрических поверхностей абразивными брусками, которые закреплены в головке и совершают вращение с одновременным возвратно-поступательным движением (рис. 5.4). В процессе хонингования бруски постоянно прижимаются к поверхности детали под давлением 0, 05–1, 40 МПа. Хонингование дает возможность получать поверхность с точностью 5 или 6 квалитета и шероховатостью до Ra 0, 16 мкм. Хонингование применяют для обработки стальных и чугунных деталей и при чистовой обработке хромовых и железных покрытий. Скорость резания при хонинговании в 20 раз меньшая, чем при шлифовании, поэтому деталь практически не нагревается, а её поверхностные слои не претерпевают структурных изменений.
5.3.2 Поверхностное пластическое деформирование
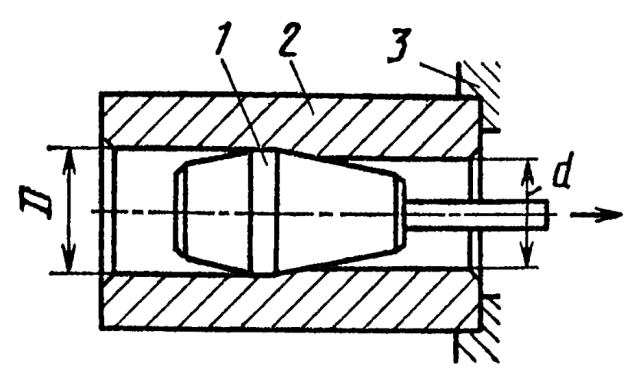
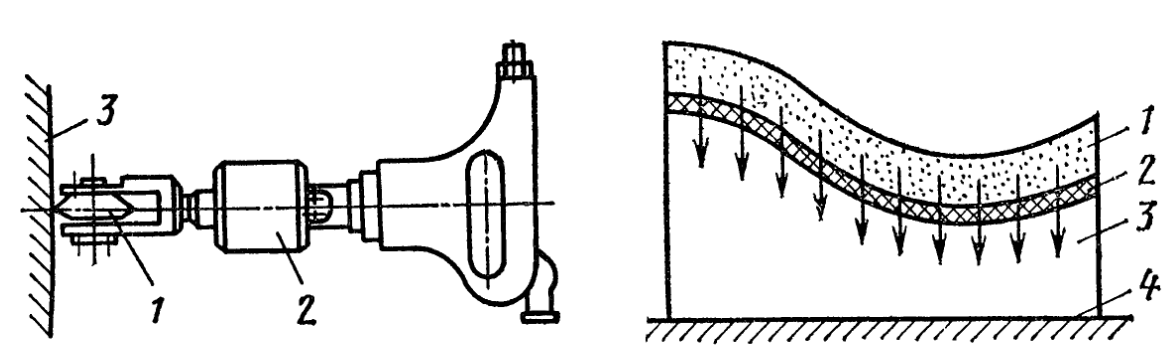
Упрочнение поверхностным пластическим деформированием выполняется с целью повышения сопротивления усталости и твёрдости поверхностного слоя металла и формирования в нём направленных внутренних напряжений, преимущественно напряжений сжатия, а также регламентированного рельефа микронеровностей по поверхности. Упрочняющую обработку поверхностным пластическим деформированием эффектно применяют на финишных операциях технологического процесса изготовления деталей машин взамен операций окончательной обработки резанием лезвийным или абразивным инструментом. Упрочнение материала при его пластическом деформировании основано на преднамеренном искажении кристаллической решётки металла в результате механического воздействия. Механика поверхностного пластического деформирования (ППД) предопределяется характером воздействия деформирующего элемента на режущий инструмент. В зависимости от этого способы деформационного упрочнения разделяются на статические и динамические (или ударные). Для статических способов (накатывание, выглаживание, дорнование (деформирующее протягивание) и др.) характерны постоянство во времени силы деформационного воздействия и непрерывность контакта деформирующего элемента и режущего инструмента. Для динамических способов (чеканка, обработка дробью, виброударная, ультразвуковая, центробежно-шариковая обработка и др.) характерно импульсное воздействие деформирующих элементов на поверхность режущего инструмента в условиях прерывистого контакта. Также в последнее время распространение получили способы, сочетающие статические и динамические нагрузки. Накатывание подразделяется на обкатывание (рис.5.5), т.е. накатывание вала, выпуклой или плоской поверхности, и раскатывание – накатывание отверстия или вогнутой поверхности. Алмазное выглаживание (рис. 5.6) применяют при финишной обработке деталей. Отделка и упрочнение этим методом деталей роликоподшипников приводит к повышению производительности труда по сравнению с доводкой чугунными притирами; достигаемая шероховатость поверхности – от Ra =0, 04 до Rz =0, 1 мкм, что в сочетании с упрочнением и остаточными макронапряжениями сжатия значительно повышает износостойкость детали. Дорнование (рис. 5.7) – процесс, при котором создаётся наклёп незначительной толщины (до 1 мм). Микротвёрдость поверхностного слоя при этом способе обработки возрастает на 25–30%, шероховатость снижается с Rz=40 до Ra=0, 08 мкм.
Чеканка (рис. 5.8) осуществляется путем ударного воздействия бойка. Глубина наклепа достигает 20–25 мм, сопротивление усталости повышается на 50–100%, долговечность деталей увеличивается в 2 раза и более. Эффект дробеструйной обработки (рис. 5.9) несколько ограничен: пластические деформации проникают на сравнительно малую глубину (до 0, 7 мм), шероховатость поверхности практически не уменьшается, микротвёрдость поверхностного слоя увеличивается незначительно (на 30%). Этот способ эффективен для фасонных деталей, работающих в условиях знакопеременных нагрузок. Сопротивление усталости при этом увеличивается в 1, 5 раза и более. При виброударной обработке (вибронаклёп) в рабочей камере, смонтированной на упругих подвесках и имеющей возможность колебаться в различных направлениях, сообщаются низкочастотные колебания – в большинстве случаев с помощью дисбалансного вибратора (рис 5.10). Виброударная обработка производится в результате множества микро ударов и относительного скольжения с определённым давлением рабочих тел по поверхности обрабатываемой детали. Рабочие тела движутся с переменным ускорением, что обеспечивает их большую подвижность. Вследствие высокой относительной подвижности рабочие тела хорошо вписываются в фасонную поверхность деталей, за счёт чего этим методом можно упрочнять как наружные, так и внутренние поверхности сложных деталей различных размеров. В силу ограниченных энергетических возможностей продолжительность упрочнения значительна (от 10–20 мин до нескольких часов), а вероятность перенаклёпа исключается. Если при обработке статическими методами ППД (обкатывание шаром или роликом, алмазное выглаживание, поверхностное дорнование) инструменту сообщают дополнительно ультразвуковые колебания с частотой 18–24 кГц и амплитудой 15–30 мкм, то они становятся ударными или динамическими методами (ультразвуковое обкатывание, ультразвуковое выглаживание и т.д.) (рис. 5.11).
Центробежно-шариковая обработка (рис. 5.12) даёт незначительное снижение шероховатости поверхности, увеличивает: микротвёрдость поверхностного слоя на 20–50% (на стальных деталях), толщину наклёпа до 0, 8 мм и сопротивление усталости деталей в 1, 5–3 раза. Упрочнение взрывной волной (рис. 5.13) основано на использовании высоких энергий, освобождаемых при детонации взрывчатых «бризантных» веществ. Скорость детонации при упрочнении составляет 7× 103 МПа. Этот вид обработки значительно повышает долговечность изделий. Упрочнение взрывной волной применяют для сильно изнашивающихся деталей. Пределы текучести и прочности стали 110Г13Л (ГОСТ2176-77) после обработки увеличиваются в 2 раза и более; микротвёрдость поверхностного слоя возрастает на 60–70%; получаемая толщина наклёпа достигает 40–50 мм, чего нельзя достичь никаким другим способом.
Упрочняющая обработка пластическим деформированием поверхностного слоя имеет существенные преимущества перед обработкой резанием (большие долговечность обработанных деталей и стабильность посадок с зазором, отсутствие шаржирования инородных тел и др.) и другими способами упрочнения (простота, дешевизна и универсальность).
5.3.3 Электрофизическая обработка
Электрофизическую обработку применяют в ремонтном производстве для изменения формы, размеров и (или) шероховатости поверхности заготовок с использованием электрических разрядов, магнитострикционного эффекта, электронного или оптического излучения, плазменной струи. К наиболее распространённым видам электрофизических методов упрочнения деталей относятся электромеханическая и электроискровая обработка. Электромеханическая обработка (электроэрозионная, электроконтактная и др.) состоит в механическом воздействии инструмента на поверхность детали с местным нагревом металла в зоне контакта до температуры 800–900°С с помощью электрического тока. Изменение механических свойств и структуры поверхностного слоя приводит к повышению его твёрдости и износостойкости. Электроэрозионная обработка (рис. 5.14) основана на вырывании частиц материала с поверхности импульсом электрического разряда.
Электроды, один из которых является обрабатываемой заготовкой 8, а Электроконтактная обработка основана на введении в зону механической обработки электрической энергии – возбуждении мощной дуги переменного или постоянного тока (до 12 кА при напряжении до 50 В) между, например, диском, служащим для удаления материала из зоны обработки, и изделием (рис. 5.15). Применяется для обдирки литья, резки и других видов обраб |
Последнее изменение этой страницы: 2017-04-12; Просмотров: 1625; Нарушение авторского права страницы