
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Для пользования расчетным кругом рабочий должен знать только диаметр резьбы.
шагу и профилю резьбы (метрическому с углом 60оили дюймовому с углом 55о).
Рис. Резьбомер
Рис. Шаблон для проверки профиля трапецеидальной Резьбы
неправильной последовательности закрепления гаек: 1 - корпус; 2 - крышка; 3 - шпилька
Большое значение при сборке имеет последовательность затяжки болтов (гаек) во фланцах. К чему приводит нарушение порядка крепления в утрированном виде показано на рис..
задачей является обеспечение необходимой затяжки. В эксплуатационной документации усилие затяжки указывается редко: только для наиболее ответственных сопряжений. На практике для определения этой величины и ее обеспечения в процессе сборки применяются специальные методы расчета и контроля.
а - для пакета соединяемых деталей; б - для болта; в - для болта и пакета при затяжке соединения; P, Pб, ; Pд- усилие затяжки; l - деформация болта или пакета соединяемых деталей
обеспечения и контроля заданной затяжки. Рассмотрим основные из них.
ответственных резьбовых соединений (например, болтов крепления к раме тяжелых дизелей и компрессоров) действительная величина предварительной затяжки определяется путем измерения деформации болта. Болт затягивается до тех пор, пока длина его рабочей части не станет Рис. Схемы контроля силы Затяжки по удлинению болта больше упругой болта на
при величину деформации действии предварительной затяжки.
менее технологичен, чем метод контроля по углу поворота и крутящему моменту, но является Наиболее надежным и точным, так как не зависит от определения коэффициента трения в резьбе или контактных перемещений в стягиваемых деталях. Этот метод используют при контроле силы затяжки ответственных болтов и шпилек на фланцах аппаратов и трубопроводов Рис. Схемы контроля силы затяжки Скобами и с помощью индикатора высокого давления, шатунных и стяжных болтов двигателей.
Болта коленчатого вала
Может быть осуществлен с Помощью специальной Пластичной мерной шайбы 1, Устанавливаемой между двумя Обычными шайбами. Гайку Затягивают до тех пор, пока зазор Рис. Схемы контроля силы Затяжки с помощью специальных пластичных мерных шайб: 1 - пластичная мерная шайба; 2 - контрольное кольцо dзне будет полностью устранен и Контрольное кольцо 2 не Окажется зажатым. На рис., б приведена Тарированная шайба Специального профиля. В Процессе затяжки гайки шайба Упруго деформируется, в Результате чего происходит Устранение первоначального зазора dз, о чем свидетельствует Резкое увеличение момента Затяжки (из-за увеличения Момента трения на торце гайки).
индикаторной шайбы 1 упираются в обычную шайбу 2 и, расплющиваясь, заполняют зазор между шайбами, что обеспечивает заданное усилие затяжки при заполнении зазора. Рис. Крепежная деталь с индикатором усилия затяжки: 1 - индикаторная шайба; 2 - обычная шайба
Пневмотензометический метод контроля силы затяжки, основанный на измерении расхода воздуха, проходящего через кольцевую щель шайбы, которая уменьшается при затяжке гайки.
В некоторых случаях, особенно при экспериментальных исследованиях, для Рис. Схема Пневмотензометрического Контроля силы затяжки контроля силы затяжки ответственных соединений применяют проволочные тензодатчики, накладываемые на гладкую часть болта или заливаемые в центральное отверстие. После затяжки эти датчики могут оставаться на детали и при дальнейшей эксплуатации. При применении такого метода контроля погрешность измерения силы затяжки обычно не превышает ± 2%
обеспечивается с помощью тарированных ключей: • предельных, то есть выключающихся при достижении заданного усилия (момента) затяжки; • динамометрических, имеющих стрелочный указатель момента затяжки.
Рис. Динамометрический ключ: 1 - поводок головки ключа; 2 - стержень; 3 - шкала для измерения, соединенная с головкой ключа; 4 - стрелка
получил способ обеспечения заданного усилия путем затяжки гайки ключом на определенный угол (после навинчивания до упора от руки). Рис. Схема контроля силы затяжки по углу Гайки в этом случае поворота гайки затягивают обычными ключами, а угол поворота гайки измеряют с помощью стрелки, укрепленной на ключе, и лимба, который установлен неподвижно на одной из стягиваемых деталей. Рис. Ключ для |
Последнее изменение этой страницы: 2017-04-13; Просмотров: 47; Нарушение авторского права страницы
 Шаблон резьбовый служит для определения шага и профиля резьбы. Он представляет собой набор гребенок, зубцы которых точно соответствуют определенному
Шаблон резьбовый служит для определения шага и профиля резьбы. Он представляет собой набор гребенок, зубцы которых точно соответствуют определенному Рис. Схема образования деформации крышки при
Рис. Схема образования деформации крышки при  Рис. Последовательность затяжки болтов во фланцах
Рис. Последовательность затяжки болтов во фланцах  В процессе сборки оборудования наиболее важной
В процессе сборки оборудования наиболее важной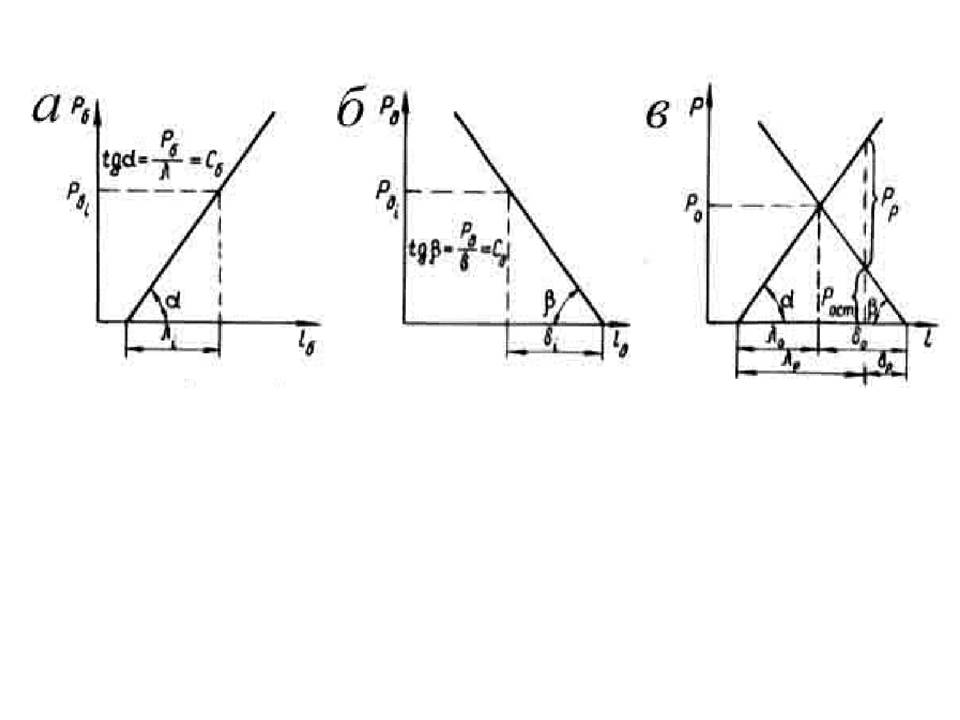 Рис. Графические зависимости деформаций от усилия:
Рис. Графические зависимости деформаций от усилия:  Существует несколько способов
Существует несколько способов При сборке наиболее
При сборке наиболее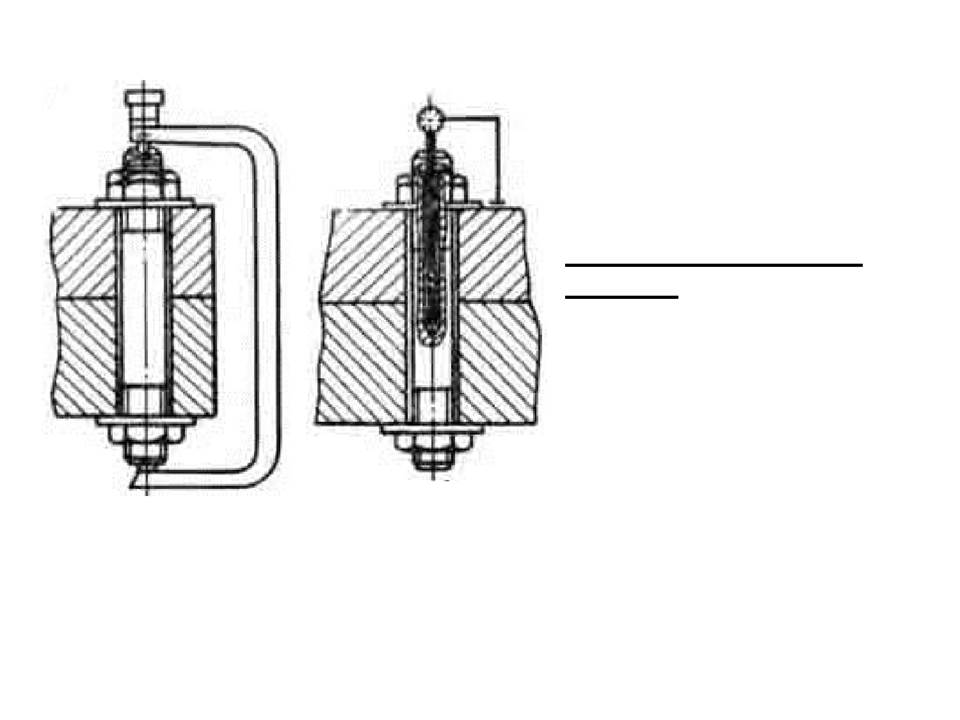 Метод контроля силы затяжки по удлинению болта (шпильки)
Метод контроля силы затяжки по удлинению болта (шпильки)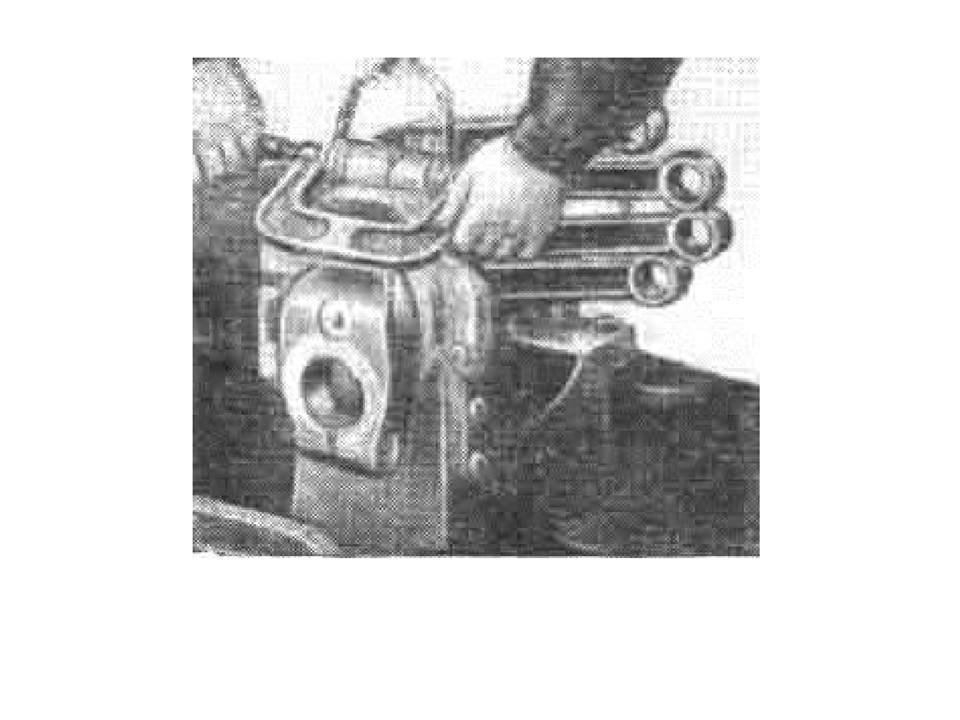 Рис. Замер удлинения стяжного
Рис. Замер удлинения стяжного  Контроль силы затяжки (рис., а)
Контроль силы затяжки (рис., а)  При затяжке выступы
При затяжке выступы Эффективным является
Эффективным является Для многих ответственных соединений заданное усилие затяжки
Для многих ответственных соединений заданное усилие затяжки Широкое распространение
Широкое распространение