
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Настройка токарно-винторезного станка на нарезание резьбы
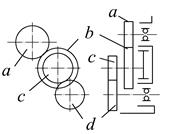
Современные токарные станки можно настраивать на заданный шаг нарезаемой резьбы двумя способами: 1 – с помощью механизмов коробки подач, которыми оснащены станки. В этом случае необходимую частоту вращения ходового винта, а, следовательно, и требуемую величину продольной резьбовой подачи суппорта настраивают путем установки в определенной комбинации колес механизма зубчатого конуса Нортона и множительного механизма коробки подач, называемого меандром; 2 – настройку станка на изготовление резьбы повышенной точности производят путем расчета и установки в гитару сменных зубчатых колес из прилагаемого к станку набора. Коробка подач в этом случае в работе не участвует. Данные об установке сменных зубчатых колес a и d при нарезании резьбы обычной точности по первому способу приведены в табл. 1.2. Таблица 1.2 Сменные зубчатые колеса гитары для реализации резьб
Расчетные формулы для определения чисел зубьев сменных колес и схемы установки колес в гитару по второму способу приведены в табл.1.3.
Таблица 1.3 Настройка станка на нарезание резьб подбором сменных зубчатых колес
При нарезании однозаходной резьбы расчет чисел зубьев сменных колес гитары производят по общей формуле:
где Za, Zb, Zc, Zd – числа зубьев сменных колес; tнар – шаг нарезаемой резьбы; imp – постоянное передаточное отношение трензеля; tхв – шаг ходового винта, мм. Примечание: Подбор чисел зубьев сменных колес для многозаходной резьбы производят по одному из методов, приведенных в приложении. При нарезании многозаходной резьбы для расчетов используют формулу (1.7), в которую вместо шага нарезаемой резьбы tнар вводят величину хода резьбы S (шаг винтовой линии резьбы): S = tнар где Z – число заходов резьбы. В процессе нарезания многозаходной резьбы заготовке сообщается делительный поворот на величину, равную 1/Z части окружности. Число черновых и чистовых проходов, необходимых для нарезания резьбы определить для соответствующих условий обработки по табл. 1.4. По табл. 1.6 и табл. 1.7 выбрать скорость резания V и рассчитать частоту вращения шпинделя, используя формулу:
где V – скорость резания, м/мин, определенная по таблице 1.6; D – диаметр заготовки, мм; n – частота вращения, об/мин.
Полученное значение частоты вращения шпинделя n скорректировать по имеющемуся диапазону частот, принимая ближайшее меньшее; установить рукоятки управления шпинделя в положение, указанное в табл. 1.5.
Таблица 1.4 Число проходов при нарезании резьбы резьбовыми резцами
Таблица 1.5 Положение рукояток управления шпинделем
Таблица 1.6 Скорость резания при нарезании наружной резьбы напроход резьбовыми резцами
Таблица 1.7 Скорость резания при нарезании резьбы на деталях из конструкционной стали без охлаждения
Выбрать сменные зубчатые колеса, которые должны стоять в гитаре при нарезании резьбы обычной точности с настройкой ее шага при помощи коробки подач (табл. 1.8). Для настройки шага нарезаемой резьбы соответствующие рукоятки управления станком установить в нужное положение и зафиксировать, поставить, закрепить заготовку и инструмент, затем приступить к выполнению работы.
Таблица 1.8 Расположение рукояток управления при нарезании метрической и модульной резьбы с настройкой шага коробкой подач
1.7. Содержание и оформление отчета
Отчет должен содержать все необходимые расчеты для наладки станка на обработку конусов и нарезание резьбы, а также уравнения кинематических цепей, как главного движения, так и подачи, а также винторезной, результаты измерений размеров обработанных деталей. Все данные по настройке станка, а также результаты измерения размеров полученных деталей должны быть занесены в протоколы табл. 1.9 и табл. 1.10.
Таблица 1.9 Протокол №______Изучение основных узлов токарно-винторезного станка и его настройка на обработку конуса
Дата Подпись студента:
Подпись преподавателя:
Таблица 1.10 Протокол №___ Настройка токарно-винторезного станка на нарезание резьбы
Дата _______________ Подпись студента: ____________
Подпись преподавателя: ____________
Вопросы для самопроверки и задания
1. Каково назначение токарно-винторезного станка? 2. Устройство и назначение механизмов главного движения и цепи подач. 3. Методы наладки токарно-винторезного станка на обработку конусов, их достоинства и недостатки. 4. Что необходимо иметь для определения параметров конусов? 5. Что входит в формулы настройки, привести примеры? 6. Какие существуют способы нарезания резьбы? 7. В чем отличие кинематических цепей механизма подач при нарезании метрических и дюймовых резьб? 8. Какие существуют методы контроля нарезаемой резьбы? 9. Где на кинематической схеме показаны предохранительные механизмы? 10. В чем заключаются особенности настройки станка на нарезание многозаходных резьб?
варианты заданий для настройки токарно-винторезного станка на обточку конусов, представлены в табл. 1.11, а для настройки его на нарезание многозаходной резьбы – в табл. 1.12.
Варианты заданий для обработки конуса Таблица 1.11 Исходные данные для обработки конусов
Примечание: Варианты 1…10 – сталь 20; 11…20 – сталь 45; 21…30 – бронза; 31…40 – чугун. Варианты заданий для нарезания многозаходной резьбы
Таблица 1.12 Исходные данные для нарезания многозаходной резьбы
Последнее изменение этой страницы: 2017-04-13; Просмотров: 186; Нарушение авторского права страницы Главная | Случайная страница | Обратная связь |




 Нормальный
шаг
Нормальный
шаг




 Z, (1.8)
Z, (1.8)
















 Нормальн.
шаг
Нормальн.
шаг
 Нормальный
шаг
Нормальный
шаг
 Нормальный
шаг правый
Нормальный
шаг правый
 ¡
50-160
об/мин
Пол. 2
¡
50-160
об/мин
Пол. 2
 Пол.1
Пол.1
 Норм.
Норм.
 шаг
шаг
 Нормальный
шаг
Нормальный
шаг
 Нормальный шаг правый
шаг
Нормальный шаг правый
шаг
 50-160 об/мин
50-160 об/мин
 12, 5-40 об/мин
12, 5-40 об/мин


