|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
История развития доменных печей и древние технологииСтр 1 из 16Следующая ⇒
Шапиро-Никитин Д.Е.
КОНСПЕКТ ЛЕКЦИЙ по дисциплине « КОНСТРУКЦИИ И ОБОРУДОВАНИЕ ДОМЕННЫХ ПЕЧЕЙ » для студентов специальности 6.050401 «Металлургия и материаловедение» специализации «Металлургия чугуна» (Учебное пособие)
Мариуполь 2010 УДК 669.16.001 (077) Конспект лекций по дисциплине «Конструкция и оборудование доменных печей» для студентов специальности 6.050401 «Металлургия и материаловедение» специализации «Металлургия чугуна» / Д.Е. Шапиро-Никитин. - Мариуполь, ПГТУ.- 2010 г.- 183 с.
Содержит сведения о конструкциях доменных печей и вспомогательных агрегатов, а также оборудования систем и устройств загрузки сырья, аппаратов и устройств воздухонагревателей, очистке колошникового газа, уборке жидких продуктов плавки, систем поставки горячего дутья в доменную печь.
Составил: ст. преп. Д.Е. Шапиро-Никитин
Ответственный за выпуск зав.кафедрой, доцент, к.т.н. В.П. Русских
Введение
Современная доменная печь – высокопроизводительный агрегат, который имеет достаточно сложное оборудование. Совершенствование конструкции доменной печи и её оборудования является важным резервом увеличения производства чугуна и снижения удельного расхода кокса. Ускорение научно-технического прогресса в доменном производстве невозможно без глубоких знаний в области конструкций доменных печей. Цель преподавания дисциплины " Конструкция и оборудования доменных печей" – изучение оборудования современной доменной печи, тенденция совершенствования конструкции с целью достижения высоких технико-экономических показателей работы. Изучая дисциплину " Конструкция и оборудование доменных печей" студенты должны знать: методы расчета профиля доменных печей; особенности конструкций и оборудования доменных печей; свойства огнеупорных и других материалов, которые используются при сооружении печей и требования к ним, недостатки конструктивных решений современных доменных печей и пути их устранения; основные правила охраны труда при эксплуатации оборудования и мероприятия по охране окружающей среды. Дисциплина " Конструкция и оборудование доменных печей" изучается студентами дневной формы обучения в 7 семестре, по заочной форме обучения в 8 семестре. Учебный процесс состоит из лекций, самостоятельной работой с рекомендуемыми литературными источниками, практических занятий и консультаций. Заключительный этап изучения дисциплины – экзамен.
Домницы и доменные печи. В начале новой эры в Китае была изобретена специальная печь для выплавки чугуна из кричного железа - так называемая «китайская вагранка». В отличие от современной ваграночной печи, представляющей собой агрегат шахтного типа со значительным перепадом температуры между горном и колошником печи, китайская вагранка, по существу, представляла собой сыродутный горн высотой не более метра, переоборудованный для переплава кричного железа в контакте с древесным углем в чугун. Вагранка снабжалась специальным дутьевым ящиком, работа которого обеспечивала интенсивный приток воздуха в агрегат. Уже в эпоху Борющихся Царств (IV-III вв. до н.э.) китайцы научились получать сложные чугунные отливки и положили начало художественному чугунному литью (рис. 1.5).
Рис. 1.5 - Устройство каналов для транспортировки жидкого чугуна от вагранок к литейной форме Металлургические печи, в которых стало возможным выплавлять из руд не только кричное железо, но и чугун, получили название «домниц», или «блауофенов». Русское название происходит от слова «дмение», что означает «дутьё». По поводу происхождения немецкого названия существуют две версии: по одной из них в основе слова также лежит корень, связанный с потоком воздуха, по другой – название происходит от «железной лазури» (Eisenblau) - тугоплавкой руды, для переплавки которой впервые и были построены печи большой высоты. Активное применение литья металлургических шлаков для производства артиллерийских снарядов привело к быстрому раскрытию литейных свойств чугуна, который сначала собственно и принимали за тяжелый шлак. Однако овладеть технологией изготовления сложных отливок из чугуна оказалось непросто. Определяющую роль в этом процессе сыграло развитие огнестрельной техники. К концу XV в. было освоено производство чугунных ядер всех видов (в том числе полых - для бомб). В середине XVI в. научились отливать цельночугунные артиллерийские орудия. Автором этой технологии считается Питер Боуде - мастер-литейщик, работавший в литейной мастерской Генриха VIII Тюдора в городе Бакстеде графства Суссекс. Успехи английских литейщиков периода «малой промышленной революции» имели далеко идущие последствия: вскоре чугунолитейное производство освоило технологию изготовления труб для водопроводов и канализации, решеток бытового (главным образом для каминов) и строительного назначения, а также для садово-парковой архитектуры. С развитием технологии ваграночной плавки из чугуна стали отливать предметы быта: сковороды, подсвечники и т.п. Таким образом, был сделан важный шаг в распространении глобального рециклинга изделий из железа: то, что нельзя было «перековать», можно было «переплавить» в вагранках. Во многих городах Европы начала XVII в. возникали целые кварталы мастеров по переработке железного лома. Чугун превратился в основной металл цивилизации. Английское («pig iron») и немецкое («ferkeleisen») названия металла, а также русское название слитка чугуна («чушка») происходят от способа разливки металла в товарные слитки. Литейные формы («штыки») для чугуна располагались в непосредственной близости от главного желоба, в который из домницы или доменной печи выпускался расплавленный металл. Такое размещение главного желоба относительно форм было похоже на свинью, кормящую поросят. Русское название металла - «чугун» - считается прямым заимствованием из тюркских языков (входящих в алтайскую языковую группу). Благодаря возможности производить в одном агрегате и губчатое железо, и жидкий чугун домницы в некоторых регионах Европы сохранились до конца XIX в. Наиболее трудоемкой операцией при эксплуатации домниц являлось извлечение крицы, сопровождавшееся остановкой дутья и ремонтом кладки горна. Конструкция «открытая грудь», или «передний горн», позволила проникать в нижнюю часть печи, не разрушая огнеупорную кладку (см. рис. 1.6). Длина переднего горна равнялась толщине кладки, а ширина и высота соответствовали размерам крицы (масса которой достигала 400-500 кг). Перед подачей дутья передний горн заполняли кусками шлака, мелким углем и закрывали чугунной плитой. Чугун и шлак выпускали из печи 2-3 1 - канал для выпуска чугуна и шлака; 2 - порог; 3 - засыпка из доменного шлака и мелкого древесного угля; 4 - чугунные плиты; 5 - темпель; 6 - воздушная фурма; 7 - набойка из огнеупорной глины и древесного угля; 8 - «торцовый» камень; 9 - лещадь
Рис. 1.6 - Горн с «открытой грудью»
Первые доменные печи представляли собой домницы, переоборудованные для постоянного производства чугуна. Наиболее активно такие печи строились во второй половине XV в. в Италии, Нидерландах, Бельгии. В Германии доменные печи долгое время не строили, предпочитая им блауофены. Производство чугуна в доменных печах росло медленно. В течение длительного периода индустрия чугуна имела следующие особенности: - затраты на строительство доменных печей существенно превосходили затраты на строительство других металлургических печей; - в случае применения древесного угля низкого качества доменные печи быстро выходили из строя и требовали дорогостоящих ремонтов; - доменные печи нуждались в наиболее мощном воздуходувном оборудовании. Поэтому до XIX в. конкурентоспособными оставались домницы и каталонские горны. Резкий скачок в развитии доменного производства и повсеместное вытеснение доменными печами других агрегатов, применявшихся для экстракции железа из руд, произошел после усовершенствования дутьевых средств, благодаря которому стало возможным существенное увеличение высоты и производительности печи (табл. 1.1). Это произошло в ходе промышленной революции на рубеже ХVШ-ХIХ вв.
Таблица 1.1 – Развитие воздуходувной техники
Вышеупомянутое обстоятельство нашло отражение в названиях агрегата: в немецком («Hochofen») и французском («Haut-fourneau») языках печь называется «высокой», а в английском («Blast furnace») и русском («доменная») - «дутьевой».
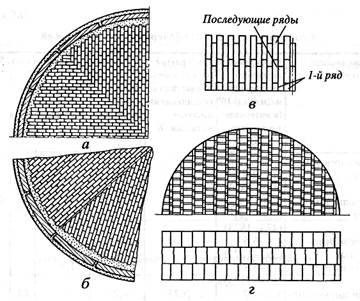
Профиль доменной печи Конструкции доменной печи Кладка лещади. Горн печи Кладку доменной печи выполняют комбинированной из огнеупорного кирпича двух размеров: нормального (230 мм) и полуторного (345 мм) с перевязкой швов в радиальном и вертикальном направлениях. Применяют также большемерные огнеупоры, в том числе углеродистые в зависимости от принятой конструкции кладки. Лещадь печи сооружают из кирпича лучших марок: муллитового, высокоглиноземистого, углеродистого. Конструктивными элементами кладки являются лещадь, горн (в том числе металлоприемник и фурменная зона), заплечики, распар, шахта, колошник, купол печи, который иногда вместо огнеупорного кирпича защищают плитами с охлаждением или торкретированием огнеупорным бетоном. По вспомогательным объектам различают футеровку восходящих газопроводов и свечей, нисходящих газопроводов, пылеуловителей, тракта горячего дутья и фурменных рукавов. Для различных проемов (фурменных отверстий, чугунных и шлаковых леток, а также деталей воздухопроводящих магистралей) применяют специальный арочный кирпич. Толщину футеровки определяют проектом печи в зависимости от материалов и условий работы с учетом специальных стандартов и инструкций. При этом учитывают, что тепловое и химическое воздействие на кладку возрастает от верха печи к низу, а механические нагрузки, наоборот, преобладают главным образом в верхних 2/3 высоты шахты и имеют свой максимум в цилиндрической части колошника, где кладка испытывает максимальное ударное воздействие от падающих с засыпного аппарата шихтовых материалов. Однако в связи со многими исследованиями доменного процесса и условиями службы конструкций доменных печей и их футеровки в доменном производстве получили применение новые виды огнеупоров, увеличивающих длительность кампаний доменных печей. Вместе с этим изменилась технология сооружения кладки. Она сооружается из различных видов огнеупоров с распределением их по горизонтам печи в соответствии с процессами, происходящими в ней по высоте профиля. К таким видам относятся: карбидокремниевые, нитридные и другие огнеупоры. Они обладают высокой прочностью и теплопроводностью, повышенной стойкостью к воздействию шлаков и истирающим воздействиям шихты и газовых пылевых потоков. Наиболее стойкими из них являются карбидокремниевые с успехом применяемые в нижних горизонтах печи в зарубежной практике. Они отличаются высокой плотностью - 2, 3-2, 6 г/см3 и пониженной пористостью - 13, 6-15, 4 %, причем различные марки их имеют различные свойства по пределу прочности, термическому расширению, модулю упругости и другие в зависимости от содержания SiO2 (от 1, 3 до 7, 3 %) и Аl2О3 (от 0, 3 до 0, 5 %). Футеровка этим видом огнеупоров особенно важна для печи в области распара и низа шахты, поскольку в них происходит наибольший износ футеровки от воздействия на нее процессов различного характера, присущих доменной плавке. Карбидокремниевые огнеупоры значительно превосходят оксидные (высокоглиноземистые и др.) и очень эффективны при их использовании в работе. Футеровка печи № 6 в Эймейдене (Нидерланды) состоит из 2 огнеупоров: графитовых и карбидокремниевых. Причем последние размещаются на лицевой поверхности внутреннего пространства печи. Оба огнеупора укладываются чередующимися слоями (структура «сэндвич»), что позволяет поддерживать равномерный нагрев карбидных огнеупоров (SiC) благодаря интенсивному отводу теплоты графитовыми изделиями. Доля карбидных огнеупоров увеличивается в кладке от распара к верхней части шахты, а доля графитовых изделий уменьшается. Оксидные изделия (высокоглиноземистые) применяют в фурменной зоне, муллитовые (62-72 % Аl2О3) в верхней части лещади, а в верхней части шахты используются шамотные огнеупоры, пропитанные фосфатами. Для упрочнения футеровки горна и лещади на печи укладывается слой из графитовых изделий толщиной 300 мм, далее идут слои углеродистых огнеупоров и слои горизонтальных графитовых блоков толщиной 700 мм, из которых сооружают стены горна. Кладка лещади Лещадь выкладывают доменным лещадным кирпичом марок Д2, ДВ-1, ДВ-2 класса А, 1-го сорта на шамотно-глинистом мертеле (обыкновенном или пластифицированном) в сочетании с углеродистыми (коксоугольными) и графитированными на углеродистой пасте блоками или полностью из них. Графитированные блоки всегда размещают в основании лещади как более прочные и теплопроводные. Толщину швов при шамотной кладке допускают не более 0, 5 мм, из углеродистых блоков 1, 0-2, 5 мм. Швы между кирпичами и блоками шириной до 40 мм заполняют углеродистой массой трамбовкой в горячем состоянии (до 130 °С). Кладке лещади предшествует тщательная подготовка материалов. Кирпич сортируют, соблюдая точность размеров, состояние его геометрии, правят или шлифуют. Это необходимо для выдерживания установленной толщины швов, строгой горизонтальности кладки и обеспечения точного выхода по высоте к основанию стен металлоприемника. Отклонение фактического расстояния от проектного (от основания лещади до оси чугунной летки) по высоте не должно превышать 20 мм, а отклонение от горизонтали не более 5 мм. Для этого основание лещади перед началом кладки тщательно выравнивают густым шамотно-цементно-глинистым раствором. Его состав, об.%: шамотный порошок (фракцией 1, 5 мм) 65; портландцемент или глиноземистый 30; молотая огнеупорная глина 5. Если в основание лещади укладывают углеродистые огнеупоры, то выравнивание осуществляют углеродистой массой. В зависимости от применяемых огнеупорных материалов или их сочетания лещадь в современной отечественной практике выполняют по различным вариантам. При использовании шамотного доменного кирпича марки Д2, поставленного на торец, тщательно отсортированного по толщине и прошедшего правку или шлифовку, различают следующие варианты: Кладка горизонтальными рядами (рис. 4.1, а), крестом, без перевязки горизонтальных швов. Для ликвидации сквозных по всей высоте лещади вертикальных швов каждый ряд смещают по отношению к предыдущему на 30-45° вокруг вертикальной оси лещади.
Рис. 4.1 - Кладка лещади Этот вариант отличается от варианта 1 тем, что кладку ведут не крестом, а параллельными рядами (рис. 4.1, б) также со смещением смежных горизонтальных рядов относительно друг друга. Кладка крестом с перевязкой горизонтальных швов (рис. 4.1, б), причем в первом ряду чередуют укладку кирпича на торец и на ребро. В плане вариант 3 такой же, как и вариант 2 (рис. 4.1, г). В практике России, как правило, применяют вариант 1, в практике США - вариант 2. Вариант 3 со сквозными вертикальными швами сквозь толщу кладки лещади используют очень редко. Поверхность каждого ряда во всех вариантах перед кладкой следующего шлифуют специальными станками. Верхний ряд лещади выравнивают по периферийному кольцу, равному ширине стенки металлоприемника. Отклонение по вертикали допускается не выше 3 мм, а глубина впадин на ребрах и гранях - не более 2 мм. В процессе кладки толщину швов непрерывно контролируют. Между кладкой лещади и телом ее вертикальных холодильников делают зазор 75-150 мм, заполняемый материалом, утрамбованным в горячем состоянии горячими трамбовками. В качестве набивной массы используют высокоогнеупорные углеродистые массы примерного состава, %: кокс молотый 57, смола обезвоженная 20, графит 18, глина огнеупорная 5. Качество массы имеет большое значение, так как заполненный ею зазор является не только компенсационным для расширения кладки, но и продолжением массива лещади. Масса должна быть плотной, шлакоустойчивой, не растворимой в чугуне, высокоогнеупорной, с хорошей теплопроводностью и термостойкостью, способной защищать холодильники от прогара в случае проникновения к ним чугуна. Однако решающую роль играет масса единовременного подхода его к холодильникам. Для увеличения стойкости лещади применяли большемерный кирпич в виде блоков массой 200-300 кг. Блоки делали клиновидными и располагали таким образом, чтобы они заклинивались при укладке в целях предупреждения их всплывания. Заметного улучшения стойкости это не дало, несмотря на уменьшение количества швов и на выкладку иногда углеродистых блоков сверху. Применение углеродистых блоков в верхних рядах лещади мало способствовало ее прочности, так как укладываемые горизонтально три-четыре ряда блоков с креплением, так называемый «ласточкин хвост», всплывали. В современном исполнении кладка представляет собой углеродистый стакан с размещением в основании лещади вертикального ряда графитированных блоков, а по периферии углеродистых блоков, уложенных горизонтально на полную высоту лещади, а иногда и металлоприемника. Центр лещади при комбинированной кладке выполняют высокоглиноземистым кирпичом с содержанием 62 % Аl2О3 и выше. Варианты полностью углеродистых и комбинированных лещадей показаны на рис. 4.2, 4.3.
Рис. 4.2 - Вариант кладки углеродистой лещади

Рис. 4.3 – Вариант кладки комбинированной лещади
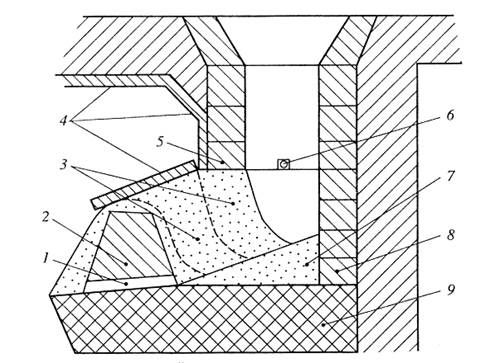
Лещади, выполненные полностью из углеродистых материалов, перспективны, так как однородность материала наряду с его преимуществами обеспечивает лучшую стойкость. При углеродистой футеровке кладку ведут связыванием блоков углеродистой пастой, наносимой в нагретом состоянии. Горизонтальные поверхности и торцы блоков шлифуют, на боковых гранях делают насечку. Вертикальные швы заполняют углеродистой массой, нагретой до 120-150 °С. Взаимное расположение блоков делают с расчетом на предупреждение всплывания. Толстые вертикальные швы позволяют блокам расширяться за счет усадки набойки. Расширение и усадка взаимно компенсируются, т. е. монолитность массива не нарушается. Такой же метод кладки применяют при сооружении комбинированных лещадей в зоне укладки углеродистых огнеупоров. Разгар лещади при углеродистой кладке значительно меньше, чем при шамотной. Установлено, что на глубине примерно 1150 мм от поверхности лещади благодаря большей теплопроводности углеродистых и особенно графитированных блоков температура составляет 540-760 °С. На доменных печах объемом 3200 и 5000 м3 осуществлена кладка лещади и металлоприемника углеродистыми огнеупорами, на доменной печи объемом 5580 м3 лещадь комбинированная. Подлещадное воздушное охлаждение улучшило условия ее эксплуатации, осевые прорывы горна при этом практически ликвидированы. Большое значение имеют снижение температур пня фундамента и снятие с него термических напряжений. В зарубежной практике кладку лещади, как и в отечественной, выполняют комбинированной или цельноуглеродистой. Имеются два типа охлаждения снизу: твердым охладителем - материалом с высокой теплопроводностью (например, графит, имеющий теплопроводность 336 кДж/(м× ч× К)) и воздушным или водяным охлаждением. По мере увеличения объема печей иногда применяют водяное охлаждение. Так, на доменной печи в Швельгерне (ФРГ) с горном диаметром 14 м толщина лещади составляет 2 м, охлаждение проводят водой, циркулирующей по трубам, уложенным в слое графита. Количество отводимого тепла составляет 5 млн. кДж (1, 2 млн. ккал/ч). Лещадь доменной печи фирмы «Юзинор» в Дюнкерке (Франция) с горном диаметром 14, 2 м выполнена трехслойной: низ лещади шамотом, средняя часть клиновидными углеродистыми блоками и верхняя муллитом. Система охлаждения низа печи комбинированная. Между шамотом и фундаментом помещены плиты воздушного охлаждения, а между шамотом и углеродистыми блоками - трубы с циркулирующим по ним маслом с температурой 300 °С при атмосферном давлении. Таким образом, увеличение стойкости лещади при одновременном снижении ее высоты определяется не только высокотемпературными химическими характеристиками огнеупорных материалов, но и их теплопроводностью в сочетании с надлежащей интенсивностью охлаждения. В устройстве лещади на доменной печи завода «Спенсер» (США) предусмотрено использование чистого высокотеплопроводного графита (336 кДж/(м× ч× К)) в качестве твердого охладителя (рис. 4.4). Эта конструкция имеет защитную набивку по днищу лещади, обеспечивающую хороший отвод тепла и компенсацию расширения основной углеродистой кладки. С учетом температуры чугуна на уровне летки, температуры его затвердевания, соответствующей конечной изотерме 1150 °С, теплопроводности «козла» и кладки можно рассчитать глубину проникновения чугуна в лещадь. При этом критическим размером высоты лещади с воздушным или водяным охлаждением снизу является расстояние от оси чугунной летки до охлаждаемой поверхности. При обычной теплопроводности углеродистой кладки толщина сохраняющегося массива лещади составляет 35-40 % этой высоты.
1 - рама чугунной летки; 2 - летка, футерованная шамотным кирпичом; 3 - защитный слой из шамотной лещади; 4 - набивной слой массы с высокой теплопроводностью; 5 - углеродистый кирпич; 6 - графит; 7 - бетон
Рис. 4.4 - Схема горна в разрезе, выполненного полностью из углеродистых огнеупоров (завод «Спенсер», США)
Пользуясь данными расчета величины теплопередачи, можно значительно уменьшить высоту лещади. Такая конструкция, использующая зависимость стойкости лещади от ее теплопроводности, осуществлена в Хамборне (ФРГ) на печи с диаметром горна 9, 4 и расчетной высотой 1, 2 м при глубине «мертвого» слоя также 1, 2 м. Кладка лещади состоит из блоков аморфного углерода теплопроводностью 12, 6-21, 0 кДж/(м× ч× К). Печь имеет испарительное периферийное охлаждение с двойным кожухом и воздушное охлаждение для низа лещади с расходом воздуха 35000-40000 м3/ч (рис. 4.5).
1 - высококачественные материалы; 2 - холодильники; 3 - система испарительного охлаждения двойным кожухом; 4 - полуграфитизированные блоки; 5 - уровень фурм; 6 - углеродистые блоки; 7 - термопара; 8 - уровень чугунной летки; 9 - нижняя плита лещади; 10 - воздушные каналы; 11 - отвод охлаждающего воздуха; 12 - передача охлаждающего воздуха
4.5 - Схема футеровки и охлаждения нижней части доменной печи в Хамборне
Наличие глубокого «мертвого» слоя и лещади малой толщины считается наиболее рациональным. При этом наблюдают постепенное снижение температуры кладки лещади, что говорит о повышении ее теплопроводности и увеличении с течением времени эффективности охлаждения лещади снизу. Изотерма затвердевания чугуна (1150 °С) формируется в массиве лещади тем выше, чем интенсивнее ее охлаждение. Это предохраняет лещадь от так называемого осевого прогрева - наиболее тяжелого вида аварий в доменном производстве. Дополнительной защитой лещади служит глубина зумпфа (расстояние от оси чугунной летки до поверхности лещади), так называемого мертвого слоя чугуна. Глубина его принимается в размере 20 % диаметра горна. Горн доменной печи в зависимости от толщины кладки его стен по высоте и внешней конфигурации кожуха разделяют на конический и цилиндрический. В первом случае толщина футеровки фурменной зоны и металлоприемника на уровне подошвы чугунной летки значительно различается, например на печи объемом 2002 м3 в пределах от 690 до 1265 мм. Кожух при этом конусообразный для увеличения толщины кладки в области чугунной летки. Повышенная толщина футеровки ослабляет влияние периферийных холодильников, т.е. термическое разрушение лещади и стенок металлоприемника на этом горизонте происходит интенсивнее. В связи с этим при наличии подлещадного и периферийного охлаждения и в случае углеродистой кладки металлоприемника предпочтительнее горн с одинаковой по высоте толщиной кладки (не более 920 мм) и цилиндрическим очертанием кожуха, уменьшающим поперечные размеры лещади. При этом в плане печи можно приблизить к ней железнодорожные пути для уборки чугуна и шлака. Горн выполняют из шамотного доменного кирпича полностью или в комбинации с углеродистыми огнеупорами в области металлоприемника до фурменной зоны. Перед началом кладки тщательно проверяют горизонтальность поверхности лещади на ширине стен горна. Кирпич для кладки должен иметь правильную геометрическую форму, быть строго одинаковым по толщине и ширине. Углеродистые блоки, как и при сооружении лещади, укладывают в соответствии с маркировкой, сделанной заводом-изготовителем при контрольной сборке. Для кладки применяют кирпич марок Д-1-8 (класс А, 1-й сорт) на шамотно-глинистом растворе. При углеродистых огнеупорах в качестве связки используют массы и пасты. Фурменные проемы, чугунные и шлаковые летки выкладывают шамотным кирпичом, так как углеродистые блоки в этих зонах могут подвергаться не только механическому, но и химическому разрушению в результате окисления кислородом дутья, диоксидом углерода и водяными парами. Перед футеровкой стен горна все зазоры между периферийными холодильниками, между ними и рамой чугунной летки, холодильниками фурменных проемов и шлаковой летки заделывают чугунной замазкой. Зазоры (75-150 мм) между кладкой и периферийными холодильниками заполняют углеродистой или хромоуглеродистой массой, а зазоры между холодильниками и кожухом - шамотно-глинистым раствором с цементом. Кладку ведут концентрическими кольцами, не связанными между собой, но с перевязкой радиальных швов и точной корректировкой по центру горна, который не должен отклоняться от оси печи более чем на 50 мм. Толщину швов кладки при шамотном кирпиче допускают не более 0, 5 мм в радиальных и вертикальных швах и 5 мм в кольцевых. При укладке из углеродистых блоков толщина швов составляет не более 2, 5 мм. Зазоры при установке фурменных и шлаковых приборов заполняют массой из шамотного мертеля. Внутреннюю поверхность углеродистых блоков после окончания кладки защищают от окисления до задувки печи предохранительным слоем из отбракованного огнеупорного кирпича толщиной 230-345 мм. Оборудование горна. Оборудование горна доменной печи состоит из фурменных приборов для подачи дутья и различных реагентов, вдуваемых в печь вместе с воздухом, чугунных и шлаковых леток для выпуска продуктов плавки. Чугунные и шлаковые летки. На печах 1000 м3 и выше сооружают две или более чугунные летки. Так, на печах 3000, 3200, 5000 и 5500 м3 число леток увеличили до трех-четырех. Расстояние между летками по окружности горна составляет 80-90°. Число шлаковых леток по мере увеличения числа чугунных сокращается. С увеличением выпусков чугуна до 18-20 в сутки и уменьшением количества шлака до 300-350 кг/т чугуна шлаковые летки теряют свое значение. На печах 3000-5000 м3 предусмотрено по одной шлаковой летке, имеющей резервное значение. Практически отработку верхнего шлака не проводят и устройство шлаковых леток становится необязательным. Летки для выпуска чугуна делают в стенке горна над зумпфом в виде прямоугольных каналов шириной 250-300 и высотой 450-500 мм или высверливанием отверстия в углеродистой футеровке металлоприемника диаметром 50-60 мм. Кожух печи в районе чугунных леток усиливают литыми стальными рамами (рис. 4.6), привариваемыми к кожуху горна. Внутреннюю поверхность рамы, закрывающую тело леточных холодильников по габаритам леточного отверстия, футеруют огнеупорным шамотным кирпичом, образующим так называемый венчик, который может быть прямоугольным или овальным в зависимости от формы отверстия в раме. Овальная форма предпочтительнее, так как обеспечивает большую прочность венчика. Венчик и рама служат защитой для вертикальных шштовых холодильников, обрамляющих чугунную летку и имеющих индивидуальное охлаждение (см. рис. 4.6). Кладку венчика обычно выполняют в два кирпича по глубине летки и в один по ширине. С целью защиты холодильников на некоторых заводах применяют кладку по ширине в два кирпича за счет ликвидации внутреннего выступа рамы. Отверстие для отработки верхнего шлака (шлаковую летку) делают в горне на отметке, определяемой при расчете профиля. Шлаковую летку оборудуют специальным устройством - шлаковым прибором, который состоит из деталей, входящих одна в другую в так называемые заточки (пришлифованные бурты, обеспечивающие герметичность сочленения).
1 - огнеупорная масса; 2 - футеровка; 3 - рама; 4 – холодильник
Рис. 4.6 - Рама чугунной летки
Составными частями шлакового прибора (рис. 4.7) являются шлаковая фурмочка 7, называемая ранее по имени изобретателя фурмочкой Люрмана (медная, штампованная или литая, полая, охлаждаемая водой), литой медный охлаждаемый холодильник или шлаковая амбразура 2, чугунный холодильник 3 и чугунная амбразура (шлаковая «кадушка») 4 с залитыми в них охлаждающими спиральными трубками. Диаметр выпускного отверстия шлаковой фурмочки обычно составляет 50-65 мм в зависимости от диаметра горна печи.
Рис. 4.7 - Шлаковый прибор
Крепление шлакового прибора осуществляют за счет фиксации труб водяного охлаждения 5 к кожуху били к раме прибора при помощи клиновых болтов. Крепление труб фурмочки, холодильников и амбразуры осуществляют системой скоб 8, закрепленных при помощи клиньев 9. С переходом на повышенное давление газа на колошнике введены дополнительные упоры 11, закрепленные болтами 10. Шлаковую летку располагают под углом 45-60° по отношению к чугунной летке; при наличии двух леток вторую делают под углом 60-90° к первой. Фурменное устройство. До применения нагрева воздуха доменные печи работали на холодном дутье, подаваемом в горн специальными приспособлениями - короткими прямоугольными чугунными или железными патрубками. Позднее их заменили охлаждаемыми коробчатыми фурмами или залитыми внутри них змеевиками из труб. Впервые в доменной практике фурмы были применены на печи Невьянского завода (Урал) русским доменщиком Петром Махотиным (1740 г.). Усовершенствованное фурменное устройство, получившее на заводах Донбасса распространение в первом десятилетии прошлого столетия, мало изменилось до настоящего времени. Фурменное устройство состоит из полой медной литой или штампованной из листовой меди воздушной фурмы с толщиной стенок до 8 и 5-6 мм в торцевой части (рис. 4.8); полого медного (иногда бронзового) литого фурменного холодильника, называемого также воздушной амбразурой, и чугунной амбразуры с залитой в нее спиральной охлаждающей трубкой - фурменного холодильника, называемого часто кадушкой. Фурменный холодильник крепится к кожуху горна через фланец болтами с последующей обваркой.
1 - натяжной болт; 2 - серьга с клином; 3 - фланец фурменного колена; 4 - подвижное колено; 5 - кольцевой воздухопровод; 6 - фурменный рукав; 7 - неподвижное колено; 8 - дроссельное устройство; 9 - сопло; 10 - фурма; 11 - фурменный холодильник; 12 - фурменная амбразура
Рис. 4.8 - Фурменный прибор
Все эти детали последовательно вставляют одну в другую в имеющиеся внутри них конические заточки, обеспечивающие герметичность, и устанавливают строго на свои места - фурменный холодильник в кладку печи, воздушную амбразуру (заподлицо с ней) и фурму с выступом - в рабочее пространство печи на 250-350 мм. Охлаждение (рис. 4.9) осуществляют водой, подводимой непосредственно к торцевой части фурмы и амбразуры трубками диаметром 1 ¼ ". Для наиболее интенсивного охлаждения максимально подверженных износу и прогару торцевых, обращенных к горну, сторон деталей водоподводящие трубки вводят в тело фурмы и амбразуры с таким расчетом, чтобы расстояние от внутренней поверхности торца до трубки было приблизительно 150-250 мм. Расход воды на каждую фурму составляет 15-20 м3/ч, нагрев в среднем не выше 15 °С, скорость движения воды в фурме 0, 05-0, 20 м/с.
Рис. 4.9 - Бронзовая амбразура (а) и чугунный холодильник (б) фурменного прибора
Кроме того, к фурменному прибору относятся: сопло, передающее дутье из подвижного фурменного колена в фурму; подвижное колено с патрубком и гляделкой для наблюдения за работой фурмы и приливами для соединения с неподвижным коленом; неподвижное кольцо; фурменный рукав, соединяющийся через штуцер фурменного прибора с кольцевым воздухопроводом (колено имеет хомут с серьгами и закрепляющими их клиньями), и натяжной болт с пружиной. Соединения фурма - сопло, сопло - подвижное колено и подвижное колено - неподвижное колено осуществляют шлифованными шаровыми заточками для обеспечения герметичности при изменениях взаимного расположения деталей фурменного прибора с кольцевой трубой от возможных перемещений, связанных с термическими напряжениями. При повышенном давлении газа на колошнике и обогащении дутья кислородом, при высоком его нагреве неплотности сочленения фурменного устройства категорически недопустимы, так как ведут к горению деталей и могут послужить причиной аварий. Подвижное колено подвешивается к фурменному рукаву при помощи двух шарнирных подвесок (серег) с клиньями. Плотность соединения подвижного колена и фурменного рукава достигается затяжкой этих клиньев, а ослабление их дает возможность повернуть подвижное колено, висящее на подвесках. Натяжным болтом осуществляется подтяжка фурменного колена к соплу и сопла к фурме. Фурменное колено, фурменный рукав и патрубок отливают из стали и футеруют специальным по размерам шамотным кирпичом (1/4 толщины нормального кирпича) вплотную к корпусу на полугустом шамотном растворе с толщиной швов 1, 5 мм. |
Последнее изменение этой страницы: 2017-04-12; Просмотров: 224; Нарушение авторского права страницы

 раза в сутки через отверстие (летку) в пороге, закрываемое специальной глиной и песком.
раза в сутки через отверстие (летку) в пороге, закрываемое специальной глиной и песком.