|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Кольцевая воздухоподводящая труба и воздухопровод горячего дутья.
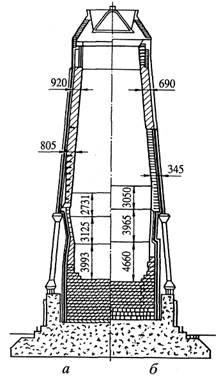
Воздух подают в печь по воздухопроводу горячего дутья, заканчивающегося кольцевой трубой, подвешенной на болтах к основным колоннам печи или расположенной на специальных опорах. Кожух воздухопроводов сварной, из цилиндрических царг листового металла толщиной 12 мм. Диаметр кольцевой трубы в свету составляет 800-1800 мм в зависимости от размеров печи. Между ближайшим к печи воздухонагревателем и кольцевой трубой для регулирования температуры горячего дутья делают перемычку, соединяющую воздухопроводы горячего и холодного дутья и оборудованную запорными регулирующими клапанами. В этом же районе устанавливают свечу для зажигания газа, если печь ставится «на тягу». Свеча имеет вверху специальную горелку и отсоединительный клапан в месте отвода от воздухопровода горячего дутья. Наиболее ответственными местами в кладке магистрали горячего дутья являются стыки кольцевой трубы с воздухопроводом горячего дутья, с патрубками фурменных рукавов и патрубки клапанов горячего дутья с воздухопроводом в так называемых расстрелах. Кладка в этих местах должна отвечать требованиям высокой герметичности, строительной прочности при сохранении своего относительного положения в случае термических напряжений. Из этих соображений примыкание штуцеров горячего дутья к общему воздухопроводу рекомендуется делать вертикально снизу или в боковую поверхность, перпендикулярно к ней. Кладку горячего воздухопровода делают из специального фасонного кирпича в два оката общей толщиной 230 мм, замкнутыми кольцами с тщательной подгонкой кирпича на растворе к внутренней поверхности корпуса и с перевязкой поперечных швов. Толщина продольных швов 1, 5, кольцевых 2, 5 мм; длина участков кладки до 10 м, между ними делают металлические компенсаторы с температурными швами шириной 40 мм, заполненными шнуровым асбестом. Кожух трубопровода футеруют шамотным кирпичом класса Б 1-го сорта. Между кладкой и телом кожуха выкладывают изоляционный слой листового асбеста (10 мм) и изоляционной массы (20 мм). Заплечики. Область печи, в которой расплавленная минеральная шихта омывает кладку вместе с газами, поступающими от фурменных очагов горения, называется заплечиками. Условия службы заплечиков тяжелы по термическому и химическому воздействию на них жидких и газообразных продуктов плавки в совокупности с силами трения о поверхность раскаленного кокса. В то же время температурный режим и жидкие фазы в заплечиках создают благоприятные условия для образования гарнисажа, играющего защитную роль, поэтому при конструировании заплечиков преследуют цель либо максимального сохранения кладки, либо создания заменяющего ее прочного гарнисажа. В доменной практике известны три основные конструкции заплечиков: тонкостенные - со сплошным металлическим кожухом и поверхностным охлаждением поливкой водой; толстостенные - с горизонтальной системой охлаждения в металлическом кожухе и тонкостенные с вертикальной системой охлаждения в сплошном металлическом кожухе. Конструкцию с поверхностным охлаждением применяют главным образом в зарубежной практике; в Германии - при шамотной и углеродистой кладке. Для этого устраивают двойные кожухи, коробчатые холодильники, наружные карманы и другие приспособления. Толстостенные заплечики (кладка 690-805 мм) применяли в типовом проекте доменной печи (Гипромез), а также на печах Кузнецкого и Магнитогорского металлургических комбинатов и некоторых других предприятий (рис. 4.16). Они были заимствованы из практики США, использующей их в ряде случаев и до настоящего времени. Работа доменных печей с повышенным давлением газа на колошнике создала объективные предпосылки для перехода на тонкостенную конструкции заплечиков с вертикальными холодильниками, применявшуюся до этого на печах Украины, как имеющую большую герметичность и строительную прочность (рис. 4.17). Это обусловило ее преимущество, несмотря на меньшую охлаждающую способность по сравнению с системой горизонтального охлаждения.
Рис. 4.16 - Горн (а) и заплечики (б) типовых проектов I и II
Рис. 4.17 - Огнеупорная кладка толстостенной (а) и тонкостенной (б) доменных печей
Впервые такая конструкция была осуществлена по предложению акад. И. П. Бардина в 1910 г. на Днепропетровском заводе с установкой холодильников, прикрепленных вплотную к кожуху болтами. Для лучшей защиты мараторного узла устанавливают специальные холодильники с горизонтальными самостоятельно охлаждаемыми выступами. В отдельных случаях (комбинированная система охлаждения) применяются дополнительные горизонтальные холодильники для усиления охлаждения мараторного узла. Кладку выполняют из шамотного кирпича марок Д-1-4 (класс А 1-й сорт) толщиной 230 или 345 мм с тщательной подгонкой к периферийным холодильникам и заполнением зазора между холодильниками, кладкой и кожухом. Кладку выполняют горизонтальными кольцами, соблюдая перевязку вертикальных швов. Толщина шва допускается не более 1 мм. Совпадение швов разрешается не более чем в пяти местах в двух смежных рядах. Распар и шахта Шахты доменных печей при современной интенсивности плавки являются наименее стойкой частью строения печи. Их состояние нередко обусловливает продолжительность кампании и служит причиной частых капитальных ремонтов II разряда. В связи с этим создание надежной конструкции шахты - одна из важнейших проблем проектирования, строительства и эксплуатации мощных доменных агрегатов, работа которых протекает в условиях, способствующих быстрому износу футеровки. В зависимости от толщины футеровки шахты разделяют на три типа: толстостенные, средне- и тонкостенные. Толстостенные шахты (см. рис. 4.17) имеют кладку толщиной 805-920 и 1265 мм в области распара. В практике отечественных заводов этот тип шахты был единственным. Система охлаждения была горизонтальной со сменяемыми и несменяемыми холодильниками. Среднестенная шахта имеет кладку толщиной 575 мм в охлаждаемой части (1050-1035 мм в области маратора) и 690-705 мм в неохлаждаемой части; система охлаждения вертикальная или комбинированная. Тонкостенную шахту (см. рис. 4.17) выполняют в двух вариантах: толщина кладки 230-345 мм с охлаждением по всей высоте шахты; толщина кладки 230-345 мм в охлаждаемой и 575-690 мм в неохлаждаемой частях; система охлаждения вертикальная. Определение рационального типа шахты связано с разными представлениями о средствах, обеспечивающих строительную прочность конструкции и оптимальное очертание рабочего профиля печи. Первое решение этой задачи - толсто- и среднестенная кладка, усиленная металлическим кожухом, и второе - металлический кожух, плитовые холодильники и гарнисаж при тонкостенной кладке, имеющей второстепенное значение. Оптимальность профиля достигается в первом случае путем разгара кладки, во втором - заданными соотношениями и размерами при строительстве печи, рассчитанными на «жесткий» профиль. Разгар кладки охлаждаемой зоны полностью компенсируется при этом образующимся гарнисажем. Тонкостенная шахта особенно рациональна при работе печей на цинксодержащих рудах, так как незначительная толщина огнеупорной кладки (230-345 мм) уменьшает ее рост вследствие резкого снижения отложений в швах и порах кирпича цинкита и сажистого углерода. Поэтому толщину кладки следует принимать равной указанной величине или несколько ее превосходящей, что способствует общей термической подготовке всей конструкции шахты, лучшему образованию гарнисажа и сохранению проектного «жесткого» профиля печи в течение всей кампании. Ее преимущество состоит в простоте контроля за системой охлаждения и ходом доменной печи. Кроме того, при этом снижаются расходы на ремонт и эксплуатацию. Затраты на сооружение тонкостенной шахты приблизительно на 50 % ниже, чем на толстостенную при фактически одинаковой стойкости. При переходе на тонкостенную шахту полезный объем доменной печи увеличивается без вложения дополнительных средств. Возможности увеличения его связаны с улучшением качества огнеупоров, в частности использования карбидокремниевых изделий. Тенденция к снижению толщины кладки шахты до 575 мм в охлаждаемой зоне и до 806 мм в неохлаждаемой, т.е. к так называемой сре-днестенной, является замедленным переходом к тонкостенной, поскольку дополнительная толщина кладки (230 мм) теряется уже в течение первого года работы печи, выходя за пределы охлаждающей способности вертикальных холодильников. Динамика разгара, по имеющимся наблюдениям, составляет при толстостенной кладке в первый год 400 мм. В последующий год разгар увеличивается примерно на 65 мм, а затем по 15 мм ежегодно. Различный способ кладки шахты непосредственно отражается на конструкции распара. Тонкостенный распар располагается ниже опорного основного кольца и имеет кладку, одинаковую по толщине и исполнению с заплечиками. Толстостенный распар основывается на тщательно выровненной и уплотненной поверхности мараторного кольца. Его кладку выполняют горизонтально уложенными концентрическими кольцами, не перевязанными между собой. Непременным условием для надежной работы мараторного узла является отдаление зоны высоких температур от холодильников низа шахты, что обусловливает лучшее образование и стойкость гарнисажа. При отсутствии маратора кладка нижней части шахты имеет более плавное очертание, термические напряжения в ней снижаются. Однако при этом ухудшаются условия для опоры кладки шахты и становится невозможным возведение футеровки в двух горизонтах одновременно. В настоящее время признано необходимым сооружение (для опоры кладки) суженного маратора шириной 400 мм, что осуществлено на доменной печи 5580 м3. Между кладкой и кожухом при горизонтальной системе охлаждения и между кладкой и холодильниками при вертикальной оставляется компенсационный зазор. Кладка производится из шамотного кирпича марок Д-1-2 (класс А, 1-й сорт); для связки употребляют шамотные мертели (обычные и воздушно-твердеющие), шамотно-глинисто-цементные, шамотно-асбестовые или шлакоасбестовые смеси. Радиальные, вертикальные и кольцевые швы в смежных рядах выполняют вразбежку. Внутреннюю поверхность кладки центрируют по оси печи (допускается отклонение от центра не более 50 мм). Отклонение поверхности кладки от горизонтали в радиальном направлении в сторону центра печи должно быть не более 15 мм и по кольцу не более ±10 мм на протяжении 2, 0 м. Толщина радиальных швов 1, 0 мм, кольцевых не более 1, 5 мм в зоне холодильников и 2, 0 мм в неохлаждаемой части кладки. Эти требования связаны с необходимостью обеспечения точности в сооружении кладки шахты. Кладку выполняют из тех же материалов, что и распар, тоже горизонтальными концентрическими рядами без перевязки горизонтальных швов и с оставлением зазора между холодильниками и кладкой. Зазор в области распара и шахты заполняют по ходу кладки изоляционным материалом хорошей теплопроводности (например, углеродистой набойкой). Ширина зазора составляет от 240-250 до 100-120 мм с постепенным сужением к верху шахты. Кладку делают из шамотного кирпича марок Д-1-2 (класс Б, 1-й сорт) до уровня, отстоящего от низа колошниковой защиты на 100-150 мм при подвесной конструкции защиты колошника и 200-300 мм при жестком его креплении к кожуху. Остающийся зазор плотно утрамбовывают шамотно-глинистой массой с добавлением асбеста. |
Последнее изменение этой страницы: 2017-04-12; Просмотров: 169; Нарушение авторского права страницы