
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Классификация подшипников качения
• По форме тел качения – шариковые и роликовые. • По направлению действия воспринимаемой нагрузки - радиальные, упорные, радиально-упорные. • По числу рядов тел качения – одно-, двух, многорядные. • По способу компенсации перекоса вала – самоустанавливающие и несамоустанавливающие • По габаритным размерам – сверхлёгкие, особолёгкие, лёгкие, средние, тяжёлые. • По ширине – узкие, нормальные, широкие и особо широкие. • По точности изготовления (ГОСТ 520-71) – ü " 0" – нормального класса; ü " 6" – повышенной точности; ü " 5" – высокой точности; ü " 4" – особовысокой точности; ü " 2" – сверхвысокой точности.
   
а – радиальный подшипник, б - радиально-упорный однорядный, в – радиально-упорный многорядный, г - самоустанавливающийся Рисунок 6.3 – Виды шариковых подшипников Рисунок 6.4 - Виды роликовых подшипников Маркировка подшипников качения
Две последние цифры обозначают диаметр вала (для подшипников от 20 до 495 мм), делимому на 5. 3-я цифра справа означает серию: • 1 – особолегкие • 2 – легкие • 3 – средние • 4 – тяжелые 4-я цифра справа – тип подшипника. 5-6 цифры - конструктивная особенность. 7-я цифра - серию по ширине. Пример: подшипник 7312 • внутренний диаметр – 60 мм (120/5 ) • 3 - средняя серия • 7 - роликовый конический.
Причины поломок и критерии работоспособности подшипников качения
• Усталостное выкрашивание рабочих поверхностей от переменных напряжений. • Образование вмятин на беговых дорожках колец от действия динамических и статических нагрузок. • Износ и раскалывание колец и тел качения. Подшипники качения рассчитывают • на долговечность L по динамической грузоподъёмности С при • на статическую грузоподъёмность Со при
МУФТЫ
7.1 Основные понятия и назначения муфт МУФТЫ - это устройства для соединения валов и передачи между ними вращающего момента. Муфты также используют для смягчения ударных нагрузок, соединения и разъединения валов во время работы машины, а также для передачи вращения только в одном направлении или только при заданной частоте вращения. Муфты используются также в качестве: • компенсаторов вибраций и ударов; • соединительных элементов длинных валов; • устройств для включения и выключения рабочих органов машины; • компенсаторов погрешности расположения валов при монтаже агрегатов; • предохранительных устройств для предотвращения аварийных ситуаций
Виды смещения валов. Классификация муфт
Машины по техническим условиям удобно выполнять из отдельных узлов и агрегатов, обеспечивая при этом их кинематическую и силовую связь. В зависимости от конструкции узла, теплового режима работы и точности монтажа установка таких узлов не может быть идеально точной. Кроме этого, взаимные смещения валов являются в ряде случаев неизбежными. Виды смещения валов: 1. Соосные валы – геометрическая ось одного вала является продолжением оси другого вала
2. Продольное (осевое смещение) Δ – возникает от неточности монтажа или теплового удлинения валов
3. Радиальное смещение δ – возникает из-за неточности монтажа или неточности обработки
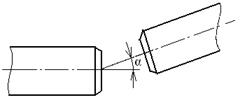
4. Угловое смещение α – перекос от неточности монтажа или прогиба вала
5. Комбинированное смещение – одновременное смещение продольного, радиального и углового смещений
Блок-схема общей классификации муфт
Постоянные (нерасцепляемые) муфты
Глухие (жесткие) муфты
Обеспечивают жесткое соединение валов, предназначены для применения в тихоходных приводах. Имеют простую конструкцию и низкую стоимость, недостаток – необходимость высокой точности монтажа. Основными типами указанных изделий являются втулочные и фланцевые муфты. Модификации втулочных муфт (рисунок 7.1): • со шпонками; • со штифтами; • со шлицами.
а) б)
а) со штифтами, б) со шпонками Рисунок 7.1 – Втулочные муфты
Втулочная муфта выбирается по машиностроительным нормалям МН 1067-60...МН 1069-60. При выполнении проверочных расчетов прочность втулки рассчитывают по напряжениям кручения
где [t]кр =20...25 МПа (для стали 45). Фланцевая муфта состоит из двух полумуфт, стянутых болтами, причем половина из них устанавливается без зазора в точно пригнанные отверстия из-под развертки (рисунок 7.2). Такая установка болтов обеспечивает центрирование полумуфт и передачу значительных вращающих моментов.
Рисунок 7.2 – Фланцевая муфта
Модификации фланцевых муфт: 1. поперечно-свертная; 2. продольно-свертная.
Компенсирующие муфты
Компенсирующие муфты возмещают влияние несоосности валов за счет подвижности деталей муфты. Зубчатые муфты компенсируют всевозможные смещения валов. Применяются для валов с d = 40...560 мм, окружная скорость V = 25 м / с.
Рисунок 7.3 – Зубчатые (компенсирующие) муфты
Кулачково-дисковые (машиностроительные нормали МН 2701-61) применяются для валов с диаметрами от 15 до 150 мм. -Допускаемое радиальное смещение 0, 04 dвала, -Угловое смещение до 30', -Допускаемая частота вращения 250 об/мин. Цепные муфты (ГОСТ 20742-75) применяются при передачи резких динамических нагрузок -Допустимое угловое смещение 1о, -Радиальное смещение 0, 15...0, 6 мм.
Упругие муфты
Основная часть этих муфт – упругий элемент, который передаёт вращающий момент от одной полумуфты к другой. Упругие муфты (рисунок 7.4) смягчают толчки и удары; служат средством защиты от резонансных, крутильных колебаний, возникающих вследствие неравномерного вращения. Допускают сравнительно большие смещения осей соединяемых валов. Характеристики упругих муфт – жёсткость, податливость и демпфирующая способность т.е. способность превращать тепловую энергию при деформации упругих элементов муфт. Упругий элемент бывает неметаллический (резина, кожа), либо металлический (стальная пружина).
Рисунок 7.4 – Упругие муфты
Муфта упругая втулочно-пальцевая (МУВП). Подбирают по ГОСТ 21424-75. Состоит из двух дисковых полумуфт, в одной из которых в конических отверстиях закреплены соединительные пальцы с надетыми гофрированными резиновыми втулками. Муфта МУВП (рисунок 7.5) широко применяется для соединения машин с электродвигателями при передаче малых и средних вращающих моментов, она проста в изготовлении. Муфта МУВП компенсирует: • Радиальное смещение δ = 0, 3...0, 6 мм; • Осевое смещение Δ = 1...5 мм; • Угловое смещение α до 1о
Рисунок 7.5 – Муфта упругая втулочно-пальцевая (МУВП)
Сцепные (управляемые) муфты
Различают 2 вида: кулачковые и фрикционные. Не допускают несоосности валов. Кулачковые муфты состоят из левой полумуфты, насаженной на ведущий вал с призматической шпонкой, и правой полумуфтой, насаженной на ведомый вал с призматической направляющей шпонкой с небольшим зазором. Проверка муфты определяется расчетом кулачков на смятие. Фрикционные муфты передают вращающий момент благодаря силам трения, возникающим в контакте между элементами муфты. Допускают плавное сцепление при любой скорости, что успешно используется, например, в конструкции автомобильного сцепления. Не допускают несоосности валов.
Специальные муфты
Предназначены для предохранения привода от перегрузок (поломок), передачи вращающего момента при заданной частоте вращения и т.д. Предохранительная муфта со срезным штифтом. Передача вращающего момента осуществляется через штифт, который срезается при перегрузке. Для восстановления муфты штифт заменяют. Центробежная (автоматическая) муфта автоматически соединяет валы, когда частота вращения превышает заданную величину. Применяют для автоматического включения и выключения механизма при определенной частоте вращения. Муфта свободного хода передает вращающий момент в одном направлении и допускает свободное вращение в противоположном направлении
Многообразие существующих типов и конструкций муфт создает определенные трудности в их измерении. Некоторые виды муфт являются предметом изучения специальных курсов. Наиболее распространенные конструкции муфт в настоящее время нормализованы и стандартизованы. При выполнении мероприятий по техническому обслуживанию муфт учитываются следующие факторы: • Условия работы. • Назначение и режим эксплуатации. • Конструктивные особенности. • Расположение муфты в механизме. • Особенности монтажа. • Регулировочные параметры.
СОЕДИНЕНИЯ ДЕТАЛЕЙ МАШИН Соединения деталей машин бывают разъёмные и неразъёмные. Разъёмные соединения – такие, которые допускают разборку деталей машин без разрушения соединяемых элементов. Неразъёмные соединения – такие, которые допускают разборку деталей машин с полным или частичным разрушением соединяемых элементов. К разъёмным соединениям относятся резьбовые, клиновые, штифтовые, шпоночные, зубчатые (шлицевые) и профильные (бесшпоночные). К неразъёмные соединениям относятся заклепочные, сварные, паяные, клеевые и с натягом. В зависимости от назначения, к соединениям предъявляют следующие требования: • Прочность; • Жесткость; • Плотность; • Тепло-электропроводность.
Заклепочные соединения Относятся к неразъемным. Заклепка – круглый стержень с головками по концам (рисунок 8.1). Закладная головка выполняется одновременно со стержнем, замыкающая головка выполняется в процессе клёпки.
Рисунок 8.1
• сложность технологического процесса изготовления, • повышенный расход металла и утяжеление конструкции. Применения. Для соединения листов, полос, прокатных профилей и т.д. В особо ответственных конструкциях, воспринимающих интенсивные вибрационные или повторные ударные нагрузки (самолеты, мосты и пр.). В конструкциях из несвариваемых материалов, а также для избежаний коробления в процессе нагрева. Типы заклепок: а) заклёпка с полукруглой головкой (ГОСТ 14797-75, ГОСТ 10299-80); б) заклёпка с полупотайной головкой (ГОСТ 10301-80) в) заклёпка с потайной головкой (ГОСТ 14798-75, ГОСТ 10300-80); г) заклёпка с плоской головкой (ГОСТ 14801-85). а) б) в) г)
Рисунок 8.2 Материалы заклепок: Сталь 10 кп ГОСТ1050-7 01 Сталь 09Г2 ГОСТ 19281-73 10 Латунь Л63 ГОСТ 12920-80 32 Медь М3 ГОСТ 859-78 38 Алюминий Д18 ГОСТ 14838-78. 3 Обозначение: Заклепка 8´ 80.38 ГОСТ 1300-80. Расшифровка: 8 – диаметр заклёпки в мм (до клёпки); 80 – длина заклёпки в мм (до клепки); 38 – номер марки материала (Медь М3); ГОСТ 1300-80 – заклёпка с потайной головкой.
Классификация заклёпочных швов • по назначению – прочные (применяются для восприятия внешних нагрузок) и прочноплотные (для обеспечивания герметичности при восприятии значительных усилий); • по конструкции – нахлёсточные; стыковые с одной накладкой и стыковые с двумя накладками; • по количеству рядов - однорядные и многорядные; • по расположению заклёпок – рядовое и шахматное; • по числу сечений – односрезные, двухсрезные и многосрезные. Шаг заклёпочного шва р – расстояние между заклёпками по длине шва. Заклёпки прочных швов рассчитывают на срез и на смятие. Рассмотрим простейший шов – однорядный односрезный нахлесточный (рисунок 8.3).
Рисунок 8.3
Условие прочности заклёпок на срез
где k – число плоскостей среза заклёпок; [τ ]ср – допускаемое напряжение на срез. Коэффициент прочности заклёпочного шва
Сварные соединения
Сварка – технологический процесс соединения деталей высокотемпературным расплавом металла, образующего сварной шов. Методы получения сварных швов (рассматриваются в специальных разделах курса «Технология конструкционных материалов») классифицируют по источникам энергии для нагрева свариваемых деталей: • Химическая (газовая сварка); • Электрическая (электросварка); • Химико-механическая (кузнечная, термитная); • Электромеханическая (контактная сварка). Преимущества сварных соединений перед клепанными: • экономия металла, меньшая трудоемкость • лучшее использование металла • меньшая масса соединительных элементов; • широкие возможности стыковых соединений без накладок. Недостатки: • невозможность сварки разнородных материалов, • термическая деформация конструкции. По назначению сварные соединения разделяют на прочные (обеспечивают прочность) и прочно-плотные (гарантируют герметичность соединяемых элементов). По расположению соединяемых частей – стыковые, нахлёсточные, с накладками, угловые, тавровые. а) б)
в) г)
а – стыковые соединения; б) нахлесточные соединения; в) тавровые соединения; г) угловые соединения Рисунок 8.4 - Виды сварных соединений
Виды сварных швов Стыковые – для стыковых соединений, угловые – для нахлесточных, угловых и тавровых соединений. По форме подготовленных кромок – без скоса, с одним или с двумя скосами. По характеру выполнения – односторонние и двухсторонние.
Расчет сварного стыкового шва (рисунок 8.5) проводят по условию прочности на растяжение (сжатие)
где Ар = b·L – площадь растяжения сварного шва, мм2
F – растягивающая (сжимающая) сила, Н.
Расчет нахлесточного шва (рисунок 8.5) проводят по условию прочности на срез
где Аср =2·К·0, 7·L - площадь среза сварного шва, мм2
К – катет шва (К ≤ 32 мм) L – длина сварного шва
К расчету стыкового шва К расчету нахлесточного шва Рисунок 8.5
Резьбовые соединения Резьбовые соединения являются наиболее совершенным, а потому массовым видом разъёмных соединений. Применяются в огромном количестве во всех машинах, механизмах, агрегатах и узлах. Резьбовые соединения относятся к классу напряженных соединений, выход из строя которых может создать аварийную ситуацию. В современных механизмах и машинах резьбовые соединения составляют 60% общего количества всех деталей, поэтому расчет и конструирование резьбовых соединений – ответственная и сложная задача. Резьба – винтовая линия, расположенная на конической или цилиндрической поверхности. Резьбы классифицируются (рисунок 8.6): 1. По форме основной поверхности - цилиндрические и конические; 2. По профилю резьбы – треугольная (метрическая, дюймовая, трубная, трапецеидальная, упорная, круглая). 3. По назначению – крепежная и ходовая; 4. По числу заходов - однозаходная и многозаходная. 5. По направлению винтовой линии – левая и правая.
Рисунок 8.6
Указанные типы резьб стандартизованы и основные параметры представлены в виде геометрических параметров: - наружный диаметр - d - внутренний диаметр – d1 - средний диаметр – d2 - шаг резьбы – p Шаг резьбы p – расстояние между одноименными сторонами двух соседних витков одной и той же винтовой линии. Ход резьбы рh – расстояние между витками соседних винтовых линий. Для многозаходной резьбы рh = nр, где n – число заходов. Крепёжные резьбы служатдля крепления двух и более деталей (метрическая с треугольным профилем, трубная – треугольная со скруглёнными вершинами и впадинами, круглая, резьба винтов для дерева); должны обладать самоторможением для надёжной фиксации. Ходовые резьбы применяютсяв винтовых механизмов (прямоугольная, трапецеидальная, упорная резьбы); должны обладать малым трением для снижения потерь. Крепежные изделия применяются в виде соединений - болтовых, винтовых и шпилечных (рисунок 8.7). Основные детали соединения имеют наружную либо внутреннюю винтовую нарезку (резьбу) и снабжены огранёнными поверхностями для захвата гаечным ключом. Болт – длинный цилиндр с головкой и наружной резьбой. Проходит сквозь соединяемые детали и затягивается гайкой (а) – деталью с резьбовым отверстием. Винт – внешне не отличается от болта, но завинчивается в резьбу одной из соединяемых деталей (б). Шпилька – винт без головки с резьбой на обоих концах (в). а) болтовое соединение; б) винтовое соединение; в) шпилечное соединение Рисунок 8.7 Конструкции винтов и гаек весьма многообразны. Для малонагруженных и декоративных конструкций применяются винты и болты с коническими и сферическими головками (как у заклёпок), снабжёнными линейными или крестообразными углублениями для затяжки отвёрткой. Для соединения деревянных и пластмассовых деталей применяют шурупы и саморезы – винты со специальным заострённым хвостовиком. Резьбовые соединения имеют ряд существенных достоинств: + высокая надёжность; + удобство сборки-разборки; + простота конструкции; + дешевизна (вследствие стандартизации); + технологичность; + возможность регулировки силы сжатия. Недостатки резьбовых соединений: ` концентрация напряжений во впадинах резьбы; ` низкая вибрационная стойкость (самоотвинчивание при вибрации). Это серьёзные недостатки, однако, их можно свести к минимуму и, практически, полностью исключить. Это делается посредством правильного проектировочного расчёта и специальных мер стопорения. Виды стопорения 1. Стопорение дополнительным трением, за счёт создания дополнительных сил трения, сохраняющихся при снятии с винта внешней нагрузки.
2. Стопорение специальными запирающими элементами, полностью исключающими самопроизвольный проворот гайки.
3. И, наконец, стопорение может выполняться также пластическим деформированием или приваркой после затяжки.
Винты и гайки обычно выполняются из стали Ст3, Ст4, Ст5, Ст35, Ст45. Наиболее напряжённые соединения из Ст40, 40ХН. Декоративные винты и гайки выполняются из цветных металлов и пластмасс. Выбор материалов, как и всех параметров резьбовых соединений, определяется расчётом на прочность. |
Последнее изменение этой страницы: 2017-05-05; Просмотров: 808; Нарушение авторского права страницы

 ;
;  .
.




















 ,
, 




 ,
,  - допускаемое напряжение металла шва, МПа.
- допускаемое напряжение металла шва, МПа. ,
,  - допускаемоенапряжение металла шва, МПа,
- допускаемоенапряжение металла шва, МПа, 

















