
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Правила обслуживания источников питания сварочной дуги. Возможные неисправности и способы их устранения.
Обслуживание сварочного оборудования, в том числе источников питания дуги, входит в ■ обязанности энергетика цеха или другого работника, назначенного приказом по предприятию. Он должен производить монтаж оборудования, обучение обслуживающего персонала (электромонтеры, наладчики, сварщики), наблюдение за правильностью эксплуатации и ремонта оборудования. Подключение и отключение от сети, заземление и техническое обслуживание с ремонтом источников питания (табл. 1) производятся обученными электромонтерами, допущенными к этим работам. На монтажных площадках, стапелях и в цехах за одним наладчиком закрепляется до 10 сварочных агрегатов. Наладчик наблюдает за условиями эксплуатации оборудования сварщиками, составляет дефектные ведомости на ремонт Виды работ Трансформаторы для дуговой сварки 1. Перед пуском трансформатора в работу проверка надежности заземления, присоединяя сварочных проводов и крепления болтовых и винтовых соединений 2. Смазка ходовых винтов механизма перемещения обмотки И других подвижных частей 3. Продувка трансформатора сухим сжатым воздухом 4. Проверка сопротивления изоляции обмоток (минимально допустимое сопротивление изо* ляции—0, 5 МОм) 5. Проведение текущего ремонта трансформатора Сварочные генераторы J. Проверка надежности заземления, присоединения сварочных проводов, пускового устройства, состояния щеток и коллектора 2. Продувка генератора сухим сжатым воздухом 3. Проверка сопротивления изоляции обмоток (минимально допустимое сопротивление изоляции — 0, 5 МОм) Выполнить практическое задание (устно):
Подготовка, сборка, прихватка и сварка двух пластин толщиной 6 мм угловым соединением в вертикальном положении сварочного шва сверху вниз.
Билет№16
Ответить на теоретические вопросы: 1. Способ сварки покрытыми электродами с образованием шва за один проход. Под режимом сварки понимают совокупность контролируемых параметров, определяющих сварочные условия. Выбор режима предусматривает определение значений параметров, при которых обеспечивается устойчивое горение дуги и получение швов заданных размеров, формы и свойств. Параметры режима подразделяют на основные и дополнительные. К основным параметрам ручной дуговой сварки покрытыми электродами относят диаметр электрода, силу сварочного тока, род и полярность его, напряжение дуги. К дополнительным относят состав и толщину покрытий, положение шва в пространстве, число проходов.
Диаметр электродов выбирают в зависимости от толщины металла, катета шва, положения шва в пространстве. Примерное соотношение между толщиной металла S и диаметром электрода d при сварке шва в нижнем положении составляет: S, мм... 1-2 3-5 4-10 12-24 30-60 d, мм... 2-3 3-4 4-5 5-6 6 и более Выполнение вертикальных, горизонтальных и потолочных швов независимо от толщины свариваемого металла производится электродами небольшого диаметра (до 4 мм), так как при этом легче предупредить стекание жидкого металла и шлака из сварочной ванны. При сварке многослойных швов для лучшего провара корня шва первый шов сваривают электродом диаметром 3-4 мм, а последующие - электродами большего диаметра. Сила сварочного тока обычно устанавливается в зависимости от выбранного диаметра электрода. При сварке швов в нижнем положении шва для электродов диаметров 3-6 мм сила тока может быть определена по соотношению ТОК = (20 + 6d)d; для электродов диаметром менее 3 мм ТОК = 30d. Из приведенной зависимости следует, что допустимая сила тока ограничена. При большой силе тока наблюдается перегрев стержня электрода. В результате ухудшаются защитные свойства покрытия, его осыпание со стержня, нарушается стабильность плавления электрода. При сварке на вертикальной плоскости силу тока уменьшают на 10-15%, а в потолочном положении-на 15-20% против выбранного для нижнего положения шва.
Род тока и полярность устанавливаются в зависимости от вида свариваемого металла и его толщины. При сварке постоянным током обратной полярности на электроде выделяется больше теплоты. Исходя из этого обратная полярность применяется при сварке тонких деталей с целью предотвращения прожога и при сварке легированных сталей во избежание их перегрева. При сварке углеродистых сталей-применяют переменный ток исходя из учета экономичности процесса. Основные положения сварки. Ручную сварку можно производить во всех пространственных положениях шва, однако следует стремиться к нижнему положению, как более удобному и обеспечивающему лучшие условия для достижения высокого качества сварного шва. Дефекты сварных швов: виды, причины возникновения, Способы предупреждения и устранения. Дефекты бывают нескольких видов - наружные и внутренние. Наружными являются дефекты, которые можно обнаружить визуально при осмотре сварочного шва. Внутренние дефекты, наоборот, находятся внутри сварочных соединений и их можно увидеть лишь после дефектоскопии, включая рентген и механическую обработку. Дефекты бывают допустимыми и не допустимыми, в зависимости от требований, предъявляемых к сварочным соединениям и конструкции в целом. Однако, исходя из самого определения, любые дефекты являются дефектами и требуют их полного устранения либо сведения к минимуму их количества и размеров. Так как дефекты сварных швов являются причиной, в результате которой есть риск поставить под угрозу стабильность соединения и функциональность сварной конструкции, есть ряд операций, чтобы их устранить. Чтобы свести к минимуму вероятность появления дефектов следует обязательно учитывать: · 1) Технологию сварки и квалификацию сварщика · 2) Присадочный материал и свариваемый металл · 3) Подготовку поверхности под сварку и защитный газ · 4) Режимы и применяемое сварочное оборудование Наружные дефекты К наружным дефектам относятся нарушения геометрических размеров ( подрезы, наплывы ), непровары и прожоги, незаваренные кратеры. · Непровар
Устранение дефектов этого вида обычно происходит путем повышения мощности сварочной дуги, уменьшением длины дуги и увеличением её динамики. Также причиной непроваров может быть большая скорость сварки или недостаточная подготовка кромок сварного соединения.
Непровары могут быть нескольких видов: · - когда сварочный шов проникает не на всю толщину металла при односторонней сварке (см. верхнюю часть на рисунке) · - при двусторонней сварке встык швы не стыкуются друг с другом, образуя несплавление между собой (см. нижнюю часть на рисунке) · - при сварке в тавр сварочный шов не проникает вглубь, а лишь цепляется за свариваемые кромки Также причиной непроваров может быть большая скорость сварки или недостаточная подготовка кромок сварного соединения. · Подрез
Это наиболее распространенный дефект при сварке тавровых или нахлесточных соединений, но может также возникнуть и при сварке стыковых соединений. Этот вид дефекта обычно вызван неправильно подобранными параметрами, особенно скоростью сварки и напряжением на дуге. При угловой сварке (например при сварке длинных швов при сварке балок) подрезы часто возникают из за того, что сварочная дуга направлена больше на вертикальную поверхность. Расплавленный металл стекает на нижнюю кромку и его не хватает для заполнения канавки. При слишком высокой скорости сварки и повышенном напряжении, сварной шов образуется «горбатым». Из-за быстрого затвердевания сварочной ванны, в этом случае также образуются подрезы. Уменьшение скорости сварки постепенно сокращает размер подреза и в конечном итоге устраняет этот дефект. На подрезы влияет также длина сварочной дуги. При слишком длинной сварочной дуге ширина шва увеличивается, тем самым увеличивая количество расплавленного основного металла. Так как при увеличении длины дуги тепловложение остается прежним, его не хватает на весь сварочный шов, кромки быстро остывают, образуя подрезы. Уменьшение длины дуги не только избавляет от подрезов, но и увеличивает проплавление и устраняет такие дефекты, как непровар. · Наплыв Данный дефект появляется в результате натекания присадочного материала на основной металл без образования сплавления с ним. Обычно причиной этого дефекта является неправильно подобранные режимы сварки и окалина на свариваемой поверхности. Подбор правильного режима (соответствие сварочного тока со скоростью подачи присадочного материала, повышение напряжения на дуге) и предварительная очистка кромок устраняют появления наплывов. · Прожог Данный дефект – отверстие насквозь в сварочном шве. В основном причинами прожога являются большой ток, медленная скорость сварки или большой зазор между кромками сварного соединения. В результате происходит прожог металла и утечка сварочной ванны. Понижение сварочного тока, увеличение скорости сварки и соответствующая подготовка геометрии кромок позволяют устранить прожоги. Прожоги являются очень частым дефектом при сварке алюминия, из его низкой температуры плавления и высокой теплопроводности. · Кратер Кратер появляется в конце сварочного шва в результате резкого обрыва дуги. Выглядит он в виде воронки в середине сварочного шва при его окончании. Современное сварочное оборудование имеет специальные программы для заварки кратера. Они позволяют проводить окончание сварки на пониженных токах, в результате чего кратер заваривается. Внутренние дефекты К внутренним основным дефектам сварных швов относят трещины ( холодные и горячие ) и поры. · Горячие трещины Горячие трещины появляются в то время, когда металл сварного шва находится в состоянии между температурами его плавления и затвердевания. Они могут быть в двух направлениях – вдоль и поперек сварного шва. Горячие трещины обычно являются результатом использования неправильного присадочного материала (в частности, алюминиевых и CrNi сплавов) и его химического состава (например, высокое содержание в составе углерода, кремния, никеля и др.) Горячие трещины могут появиться в результате неправильной заварки кратера, в результате резкого прекращения сварки. · Холодные трещины Трещины, которые возникают после того, как сварочный шов полностью остывает и затвердевает, называются холодными трещины. Эти дефекты также появляются тогда, когда сварочный шов не соответствует действующим на него нагрузкам и разрушается. · Поры
Поры могут различаться по размеру и, как правило, распределяются в случайном порядке по сварочному шву. Они могут находиться как внутри шва, так и на его поверхности. Основные причины появления пористости: · 1) Недостаточный поток защитного сварочного газа · 2) Чрезмерный поток защитного газа. Это может вызвать подсос воздуха в поток газа. · 3) Сквозняк в зоне сварки. Он может сдувать защитный газ. · 4) Засорение сварочного сопла или повреждение системы подачи газа (утечка в шлангах, соединениях и т.д.) Выполнить практическое задание (устно):
Подготовка, сборка, прихватка и сварка двух пластин толщиной 6 мм угловым соединением в вертикальном положении сварочного шва сверху вниз.
Билет№17
Ответить на теоретические вопросы:
|
Последнее изменение этой страницы: 2017-05-05; Просмотров: 2197; Нарушение авторского права страницы
 Основной причиной непроваров является недостаточный сварочный ток, так как он в большей степени влияет на проникновение в металл.
Основной причиной непроваров является недостаточный сварочный ток, так как он в большей степени влияет на проникновение в металл. Подрезом называется дефект в виде канавки в основном металле по краям сварочного шва.
Подрезом называется дефект в виде канавки в основном металле по краям сварочного шва.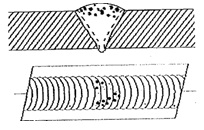 Пористость является одним из основных дефектов сварки, с которыми сталкиваются все сварщики при всех сварочных процессах. Пористость может быть вызвана загрязнением, плохой защитой ванны потоком сварочного газа, маслом, краской, сваркой несовместимых сплавов или даже ржавчиной и окислением металла.
Пористость является одним из основных дефектов сварки, с которыми сталкиваются все сварщики при всех сварочных процессах. Пористость может быть вызвана загрязнением, плохой защитой ванны потоком сварочного газа, маслом, краской, сваркой несовместимых сплавов или даже ржавчиной и окислением металла.