|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Система Точно в срок» (Just-in-Time, JIT)
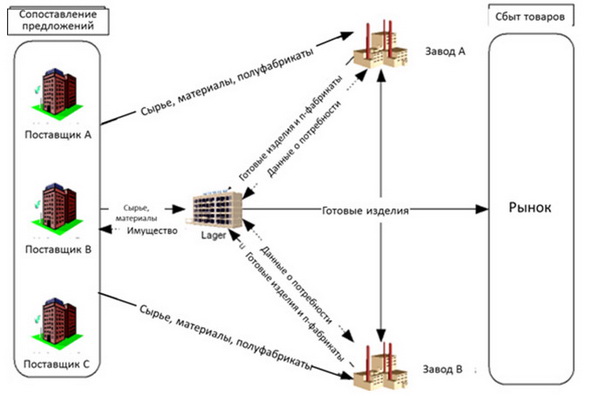
Точно-в-срок (анг. Just-in-Тime, JIT, точно вовремя) — один из базовых столпов Производственной Системы Toyota, метод организации производства. Заключается в том, что во время производственного процесса необходимые для сборки детали оказываются на производственной линии точно в тот момент, когда это нужно, и в строго необходимом количестве. В результате компания, последовательно внедряющая подобный принцип, устраняет простои, минимизирует складские запасы, или может добиться сведения их к нулю. Основные характеристики – иметь только необходимые запасы, когда это необходимо; улучшать качество до состояния «ноль дефектов»; уменьшать длительность цикла путем снижения времени оснащения, размер очереди и величину производственной партии; постепенно модифицировать сами операции; и выполнять эти виды деятельности с минимальными издержками. Метод «точно-в-срок» изобретен в 1954г. в корпорации Тойота. Он возник на основе экономических ограничений, которые господствовали тогда в Японии. Так как у Японии было немного естественных ресурсов и очень высокие цены на недвижимость, нужно было японским фирмамнельзя былодопускать расточительство, к примеру, склады для больших запасов возможно излишних товаров. Эффективность метода была подтверждена в 1973 году посредством продолжительного успеха корпорации Тойота(время нефтяного кризиса в Японии). Области применения JIT · JIT в производственной области - охватывает управляемый с помощью JIT производственный процесс; · JIT в области поставок; · JIT в области сбыта - обеспечивает снабжению множества потребителей, которые выставляют свои запросы в онлайн-информационные системы. Схема 1. Движение сырья, материалов, полуфабрикатов, готовых изделий при использовании метода «точно вовремя».
Как один из инструментов кайдзенметод строится на трех базовых принципах: · Система вытягивания производства (pull-принцип); · Производство непрерывным потоком; · Время такта Японский менеджмент достигает принципа «точно вовремя»систематическим предотвращением трех нежелательных компонентов: MURI - излишки MUDA - потери MURA - дисбаланс Предотвращение потерь: Шаг 1: Введение поточной системы движения материала. Шаг 2: Снижение времени переналадки. Шаг 3: Систематическое повышение продуктивности. Шаг 4: Сокращение размера производственной партии. Шаг 5: Поощрение поставщиков вводить JIT - производство. Предпосылками эффективного применения метода являются следующие признаки:
Можно определить преимущества данного метода: · Сокращение затрат на содержание складских запасов (складских работников, складского оборудования, аренда складских помещений и др.). · Сокращение времени проведения заказа (из-за уменьшения размера партии, времени переналадки, времени простоев). · Лучшее обеспечение материалами, деталями и полуфабрикатами из-заразмещения поставщиков ближе к производителям (кроме того, больше рабочих мест, развитие регионов). · Долгосрочное планирование для поставщиков и лучший сбыт товаров. · Рационализация производства через специализацию поставщиков на заказанных товарах и др. Возможные проблемы применения: · Высокие затраты на транспорт и обустройство транспортного пути (высокая нагрузка на пути, возможность пробок, шум из-за транспорта). · Высокая зависимость от одного поставщика (при несоблюдении сроков поставок возможны производственные потери). · Высокая зависимость от соблюдения качества поставляемых материалов (затраты на входной контроль, рекламации). · Требуется постоянный информационный обмен (обязанность подтверждения финансового состояния поставщика и производителя). · Высокие штрафы для поставщиков из-а несоблюдения сроков поставок, высокая зависимость от одного потребителя. · Необходимость для поставщиков перемещать производства и склады ближе к потребителю. · Большие потери у поставщиков от специализации в кризисных ситуациях.
Система KANBAN (CANBAN, тянущая система, pull system) - наиболее распространенная разновид-ность системы " точно в срок" ) - система, обеспечивающая организацию непрерывного материального потока при отсутствии запасов: производственные запасы подаются не-большими партиями непосредственно в нужные точки производственного процесса, минуя склад, а готовая продукция сразу отгружается покупателям. Порядок управления производством продукции - обратный: от i-той стадии на (i - 1)-ой. В настоящее время наметилась четкая тенденция к росту затрат на хранение запасов, что и стало причиной разработки систем " мгновенного" управления запасами, к которым относится рассматриваемая система CANBAN, разработанная корпорацией Toyota Motors - одна из первых попыток практического внедрения системы " точно в срок". Сущность системы CANBAN состоит в том, что все производственные подразделения предприятия снабжаются материальными ресурсами только в том количестве и к такому сроку, которые необходимы для выполнения заказа. Заказ на готовую продукцию подается на последнюю стадию производственного процесса, где производится расчет требуемого объема незавершенного производства, которое должно поступить с предпоследней стадии. Аналогично, с предпоследней стадии идет запрос на предыдущий этап производства на определенное количество полуфабрикатов. То есть размеры производства на данном участке определяются потребностями следующего производственного участка. Таким образом, между каждыми двумя соседними стадиями производственного процесса существует двойная связь: · с i-той стадии на (i - 1)-ую запрашивается (" вытягиваются" ) требуемое количество незавершенного производства; · с (i - 1)-ой стадии на i-тую отправляются материальные ресурсы в требуемом количестве.
Средством передачи информации в системе CANBAN являются специальные карточки (" canban", в переводе с японского языка, - карточка). Применяют два вида карточек: · карточки производственного заказа, в которых указывается количество деталей, которое должно быть изготовлено на предшествующей стадии производства. Карточки производственного заказа отправляются с i-той стадии производства на (i - 1)-ый этап и являются основанием для формирования производственной програм-мы (i - 1)-ого участка; · карточки отбора, в которых указывается количество материальных ресурсов (компонентов, деталей, полуфабрикатов), которое должно быть взято на предшествующем участке обработки (сборки). Карточки отбора показывают количество материальных ресурсов, фактически полученных i-тым производственным участком от (i - 1)-ого. Таким карточки могут циркулировать не только внутри предприятия, использующего систему CANBAN, но и между ним и его филиалами, а также между сотрудничающими корпорациями. Предприятия, использующие систему CANBAN получают производственные ресурсы ежедневно или даже несколько раз в течение дня, таким образом, запасы предприятия могут полностью обновляться 100-300 раз в год или даже чаще, тогда как на предприятии, использующем системы MRP или MAP - только 10-20 раз в год. Стремление к снижению запасов становится, кроме того, методом выявления и решения производственных проблем. Накопление запасов и завышенные объемы производства позволяют скрывать частые поломки и остановки оборудования, производственный брак. Поскольку в условиях минимизации запасов производство может быть остановлено из-за брака на предыдущей стадии технологического процесса, то основными требованием системы CANBAN, кроме требования " ноль запасов", становится требование " ноль дефектов". Систему CANBAN практически невозможно реализовать без одновременного внедрения комплексной системы управления качеством. Важными элементами системы CANBAN являются: · информационная система, включающая не только карточки, но и производственные, транспортные и снабженческие графики, технологические карты; · система регулирования потребности и профессиональной ротации кадров; · система всеобщего (TQM) и выборочного (" Дзидока" ) контроля качества продукции; · система выравнивания производства. Основные преимущества системы CANBAN: · короткий производственный цикл, высокая оборачиваемость активов, в том числе запасов; · отсутствуют или чрезвычайно низки издержки хранения производственных и товарных запасов; · высокое качество продукции на всех стадиях производственного процесса. Анализ мирового опыта применения системы CANBAN показал, что данная система дает возможность уменьшить производственные запасы на 50%, товарные запасы - на 8% при значительном ускорении оборачиваемости оборотных средств и повышении качества готовой продукции. Основные недостатки системы " точно в срок": · сложность обеспечения высокой согласованности между стадиями производства продукции; · значительный риск срыва производства и реализации продукции.
|
Последнее изменение этой страницы: 2017-05-06; Просмотров: 1087; Нарушение авторского права страницы