
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
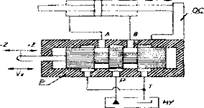
В следящих ГП смещение золотника из среднего положения пропорционально величине сигнала, а поршень смещается на ту же величину за счет обратной связи ОС.
Обратная связь соединяет выходное звено ГД с корпусом распределителя. При постоянной скорости золотника и поршень смещается с постоянной скоростью, т. к. с помощью ОС величина открытия рабочей щели поддерживается постоянной.
Таким образом, величина и скорость перемещения выходного звена ГД определяется величиной и скоростью перемещения подвижного элемента управляющего гидроустройства. Привод работает следующим образом (рис.). При перемещении золотника распределителя Р, например, вправо (по схеме) на величину (+Z) поток жидкости от насосной установки (НУ) поступает через каналы Р и А в левую полость гидроцилиндра ГЦ, поршень перемещается также вправо (в направлении +Х). Поток жидкости, вытесняемой из правой полости ГЦ, сливается в бак насосной установки через каналы В и Т. Благодаря обратной связи (ОС) вместе с поршнем перемещается и корпус распределителя Р и поэтому, как только величина перемещения поршня (+Х) станет равна величине смещения золотника (+Z) из нейтрального положения, движение жидкости через распределитель прекратится и поршень остановится. Для возобновления движения нужно снова сместить золотник из нейтрального положения в ту или другую сторону. При непрерывном движении золотника также непрерывно будет перемещаться и поршень, причем скорость его движения будет определяться величиной открытия дросселирующей щели распределителя. Таким образом, данный распределитель выполняет две функции: направляющую, которая состоит в пуске, остановке и изменении направления потоков жидкости, и регулирующую, которая состоит в изменении величины расхода жидкости, поэтому такой распределитель называется дросселирующим. 2.1 КЛАССИФИКАЦИЯ ГИДРАВЛИЧЕСКИХ СЛЕДЯЩИХ ПРИВОДОВ. Гидравлические следящие приводы отличаются большим разнообразием. Рассмотрим их классификацию по нескольким признакам. 1) По количеству рабочих щелей в управляющем золотнике: 2) По количеству и взаимосвязи следящих перемещений: 3) По виду средств, с помощью которых регулируется скорость слежения: 4) По количеству каскадов усиления: 5) По виду устройства ввода программы: 2.2 ПРИНЦИП ДЕЙСТВИЯ ГИДРАВЛИЧЕСКОГО СЛЕДЯЩЕГО ПРИВОДА С КОПИРОВАЛЬНЫМ УПРАВЛЕНИЕМ Рассмотрим схему ГСП на примере копировально-фрезерного станка (рис. 8). На схеме обозначены: 1 - станина, 2 - стойка, 3 - стол, 4 - копир, 5 - обрабатываемая деталь, 6 - фреза, 7 - фрезерная бабка, 8 - щуп, 9 - гидроцилиндр следящей подачи, 10 - гидроцилиндр подающей подачи, 11 - корпус следящего золотника, 12 - плунжер следящего золотника.
Когда копир отведен от щупа, пружина 14 перемещает золотник 12 в крайнее нижнее положение. В этом случае проходные сечения щелей изменяются так, что поток масла, поступающий от насоса в нижнюю полость ГЦ 9, дросселируется больше, чем поток, поступающий в верхнюю полость. Также поток масла, поступающий из нижней полости ГЦ в бак дросселируется меньше, чем поток, поступающий из верхней полости в бак. В результате, в нижней полости ГЦ устанавливается давление ниже, чем в верхней, вследствие чего поршень ГЦ перемещает фрезу вниз. Вместе с фрезерной бабкой перемещается и корпус ДР. Когда копир подойдет к щупу, фреза будет еще некоторое время передвигаться вниз до тех пор, пока проходные сечения щелей сравнятся, либо разница между ними будет настолько мала, что разность давлений в полостях ГЦ окажется достаточной для продолжения движения поршня. Вертикальная подача фрезы прекратится. Далее, если профиль копира повышающийся, то при его движении вправо золотник 12 сместится вверх до тех пор, пока проходные сечения щелей не изменятся настолько, что разница давлений в полостях ГЦ станет достаточной для преодоления силы сопротивления движению. Поршень ГЦ 9 также начнет перемещаться вверх. Это движение через жесткую обратную связь, которая осуществляется закреплением корпуса ДР на фрезерной бабке, передается корпусу ДР. За счет этого разница проходных сечений щелей ДР снова выровняется. При понижении профиля копира привод отрабатывает сигнал аналогично. Гидравлические следящие приводы с копировальным управлением получили широкое применение для обработки на станках деталей плоским и объёмным криволинейным профилем. Недостатком таких приводов является сложность и высокая трудоёмкость изготовления корпуса. 2.3. ПРИНЦИП ДЕЙСТВИЯ ГИДРАВЛИЧЕСКОГО СЛЕДЯЩЕГО ПРИВОДА С ЧИСЛОВЫМ ПРОГРАММНЫМ УПРАВЛЕНИЕМ. При числовом программном управлении (ЧПУ) программа задаётся в цифровой форме, в качестве программоносителя может применяться, например, магнитная лента. ГСП с фазовой системой ЧПУ, нашел широкое применение, в частности, во фрезерных станках.
24. Конструирование базовых деталей и направляющих металлообрабатывающих станков.
Базовые детали металлорежущих станков (ГПМ) служат для создания требуемого пространственного размещения узлов, несущих инструмент и обрабатываемую деталь, и обеспечивают точность их взаимного расположения под нагрузкой. Совокупность базовых деталей между инструментом и заготовкой образует несущую систему станка. К базовым деталям относят станины (корпус), основания, колонны, стойки, поперечины, ползуны (деталь кривошипно-ползунного механизма, скользящая в прямолинейных направляющих, шарнирно связанная с шатуном), траверсы (горизонтальная балка), столы, суппорты, планшайбы, корпуса шпиндельных бабок и т. п. По форме базовые детали условно делятся на 3 группы: 1) Брусья - детали, у которых один габаритный размер больше двух других; 2) Пластины - детали, у которых один размер значительно меньше двух других; 3) Коробки - габаритные размеры примерно одного порядка. Направляющие обеспечивают правильность траектории движения заготовки и инструмента и точность перестановки узлов. Во многих случаях направляющее выполняют как одно целое с базовыми деталями. Базовые детали и направляющие должны иметь: 1) Первоначальную точность изготовления всех ответственных поверхностей для обеспечения требуемой геометрической точности станка: 2) Высокую жесткость, определяемую контактными деформациями и деформациями самих базовых деталей: 3) Высокие демпфирующие свойства, т. е. способность гасить колебания между инструментом и заготовкой от действия различных источников вибраций: 4) Долговечность, которая выражается в стабильности формы базовых деталей и способности направляющих сохранять первоначальную точность в течении заданного срока эксплуатации. Базовые детали должны иметь малые температурные деформации, из-за которых могут произойти относительные смещения между инструментом и заготовкой, а направляющие должны обладать малой величиной и постоянством сил трения, так как от этого зависит точность позиционирования узлов станка. Конструирование базовых деталей - это поиск компромиссного решения между противоречивыми требованиями: 1) Создание конструкций жестких, но имеющих малую массу; 2) Простых по конфигурации, но обеспечивающих высокую точность; 3) Дающих экономию металла, но учитывающих возможности литейной технологии и технологии сварных конструкций. Конструирование базовых деталей во многом опирается на накопленный мировой опыт. Конструктивные формы, материалы. Форма поперечного сечения горизонтальных станин определяется требованиями жесткости, расположением направляющих, условиями удаления стружки и охлаждающей жидкости. Форма сечений вертикальных станин (стоек) зависит от действующих на них сил. Плиты служат для повышения устойчивости станков с вертикальными станинами, их применяют в станках с неподвижной заготовкой. Конструктивно плиты выполняют в виде пластины с системой стенок и ребер. Коробчатые базовые детали (шпиндельные бабки, коробки передач, коробки подач, фартуки и т. п.) чаще имеют форму параллелепипеда, реже цилиндрическую форму. Жесткость коробок увеличивают за счет увеличения жесткости стенок непосредственно в месте приложения нагрузки путем постановки бобышек и ребер. Базовые детали типа суппортов и салазок предназначены для перемещения заготовки или инструмента и имеют обычно 2 системы направляющих. Конструктивные формы суппортов и салазок определяются формой и расположением направляющих, конструкцией регулирующих элементов и механизмов привода, требованиями размеров по высоте. Столы служат для поддержания и перемещения заготовок при обработке, их делят на подвижные и неподвижные. Имеют коробчатую форму. В большинстве конструкций базовых деталей в стенках предусматривают технологические окна и вырезы. Необходимые для вспомогательных устройств (элементов систем смазывания и охлаждения). Они сильно снижают жесткость базовых деталей. Для частичной компенсации потери жесткости используют дополнительные ребра и перегородки. Основными материалами базовых деталей, удовлетворяющими условиям стабильности, жесткости и виброустойчивости, являются чугун и низкоуглеродистая сталь. Значительно реже применяют бетон, да и то в качестве материала для оснований или станин. Чаще всего применяют чугун СЧ15. Он обладает хорошими литейными свойствами. Углеродистую сталь применяют при изготовлении сварных базовых деталей простой формы. Бетон хорошо гасит вибрации, что увеличивает динамическую жесткость станка. В металлорежущих станках применяют направляющие: 1) Скольжения; 2) Качения; 3) Комбинированные. Направляющие скольжения могут быть с полужидкостной, жидкостной и газовой смазкой. Направляющие качения различают по виду тел качения: шариковые и роликовые. В зависимости от траектории движения направляющие могут быть прямолинейного и кругового движения. Также могут быть горизонтальные, вертикальные и наклонные. По форме более распространены прямоугольные (плоские), треугольные (призматические), трапециевидные (ласточкин хвост) и круглые направляющие (применяют редко). 1. Направляющие скольжения. Достоинства направляющих с полужидкой смазкой - высокая контактная жесткость и хорошее демпфирующее свойства. Также обеспечивают надежную фиксацию подвижного узла станка после его перемещения на заданную позицию. Материал направляющих определяет износостойкость и плавность движения узлов. Во избежание явления схватывания пару комплектуют из разнородных материалов. Направляющие, относительно которых перемещаются подвижные детали, делают более твердыми и износостойкими. Этим обеспечивается длительное сохранение точности т. к. при движении копируется форма направляющих. Направляющие из серого чугуна, выполненные как одно целое с базовой деталью, наиболее просты, но при интенсивной работе не долговечны. Направляющие выполняют из стали, в виде отдельных планок, которые приваривают к сварным станинам, а к чугунным крепят винтами. (20Х, 20ХНМ, 18ХГТ) (реже ШХ15, ХВГ, 9ХС) Цветные сплавы в паре со сталью и чугуном, дают наилучшие результаты по износостойкости, отсутствию зазоров и равномерности подачи, но высокая стоимость. Пластмассы обладают хорошими характеристиками трения и антизадирными свойствами, обеспечивают равномерность движения и не дают схватывания, но малая жесткость, влияние тепловых воздействий и др. 2. Направляющие качения. Они имеют хорошие характеристики трения, равномерность и плавность движения при малых скоростях и длительно сохраняют точность, малое тепловыделение, просто смазать. Но высокая стоимость, трудоемкость изготовления, пониженное демпфирование, повышенная чувствительность к загрязнениям. Материалы сходны направляющим скольжения. Чугун применяют сравнительно редко, только при малых нагрузках. В основном применяют стальные закаленные направляющие. Число тел качения в одном ряду на направляющей не должно быть меньше 12-16, так как с их уменьшением снижается точность движения. 3. Комбинированные направляющие с облицовкой граней скольжения полимерными материалами имеют хорошие свойства, как направляющих качения, так и направляющих скольжения и не имеют их недостатков, т. е. обладают удовлетворительными характеристиками трения, высокой жесткостью и демпфированием колебаний, и имеют значительно меньшую стоимость, чем направляющие качения. (Элементы качения могут быть на основных, боковых или вспомогательных гранях, а остальные грани как выполняют поверхности скольжения).
25. Шпиндельные узлы металлообрабатывающих станков.
Шпиндель является конечным звеном привода главного движения для крепления инструмента или заготовки, оказывает существенное влияние на точность, производительность и надежность всего станка. Шпиндельные узлы станков в соответствии с предъявляемыми к ним требованиями должны обеспечить следующее. 1. Передачу на заготовку или инструмент расчетных режимов для заданных технологических операций. 2. Точность вращения, оцениваемую радиальным и осевым биением переднего конца шпинделя. 3. Жесткость (радиальная и осевая), по деформации шпинделя под нагрузкой. 4. Высокие динамические качества (виброустойчивость), которые определяются амплитудой колебаний переднего конца шпинделя и частотой собственных колебаний. Вибрации, возникающие в шпиндельном узле, отрицательно сказываются на точности и чистоте обработки, стойкости инструмента и производительности станка. 5. Минимальные тепловыделения и температурные деформации шпиндельного узла, так как они влияют на точность обработки, так и на работоспособность опор. Тепловыделения регламентируются допустимым нагревом подшипников. 6. Долговечность шпиндельных узлов, которая зависит от долговечности опор шпинделя, которая в свою очередь во многом зависит от эффективности системы смазывания, уплотнений, частоты вращения, величины предварительного натяга в подшипниках качения и т. д. Долговечность шпиндельных узлов не регламентирована, ее определяют по усталости, износу деталей подшипника или потере смазочных свойств масла. 7. Быстрое и точное закрепление инструмента или обрабатываемой детали в шпинделе станка. 8. Минимальные затраты на изготовление, сборку и эксплуатацию шпиндельного узла при удовлетворении всех остальных требований.
Рис. 13.1. Основные типы концов шпинделей
Токарных токарно- Фрезерных Шлифовальных револьверных Конструкция шпиндельного узла зависит от типа и размера станка, класса его точности, предельных параметров процесса обработки (максимальной частоты вращения, эффективной мощности привода). Конфигурацию переднего конца шпинделя выбирают в зависимости от способа крепления инструмента или заготовки. Так как для их крепления применяют стандартные приспособления, то передние концы шпинделей для большинства типов станков стандартизованы. Конфигурация внутренних поверхностей определяется наличием отверстия для пруткового материала и конструкцией зажимного устройства. Шпиндельный узел является одним из основных формообразующих узлов абсолютного большинства станков, поэтому к нему предъявляются жесткие требования по быстроходности, точности и нагрузочной способности. Следствием этого является применение в качестве опор шпинделей высокоскоростных станков разных типов подшипников - качения, аэростатических и магнитных. Опоры качения обеспечивают высокую жесткость и, следовательно, нагрузочную способность, но их быстроходность ограничена 30-50 тыс. об/мин. Ограничение это обусловлено в первую очередь долговечностью и точностью изготовления опор, а во вторую - невозможностью создать жесткий вал на опорах качения, работающий в зоне, превышающей первую критическую скорость. Точность вращения прецизионного шпинделя на опорах качения, как правило, не выше 0, 5 мкм. 1. Преимуществом магнитных опор является возможность управления положением шпинделя в процессе обработки, а также возможность изменения жесткости и демпфирования, однако такие недостатки, как сложность конструкции, систем управления, применение диамагнитных материалов, возможность нагрева шпинделя, громоздкость и высокая инерционность индукционной системы и т.д., сдерживают их широкое применение. 2. Шпиндельные узлы с аэростатическими опорами являются наиболее перспективными с точки зрения обеспечения быстроходности, прецизионности и нагрузочной способности. Частота вращения шпиндельных узлов с аэростатическими опорами достигает 150 тыс. об/мин., точность вращения составляет 0, 5-0, 1 мкм (в отдельных случаях достигает 0, 05 мкм). В отличие от шпиндельных узлов с опорами качения, в этом случае речь идет о системе с упругими опорами. При этом шпиндель ведет себя как абсолютно жесткое тело, обладающее при высокой угловой скорости способностью к самоцентрированию.
26. Системы ручного управления металлообрабатывающими станками. Системы автоматического управления металлообрабатывающими станками.
Автоматическая линия состоит из большого количества сложных агрегатов, находящихся во взаимодействии между собой и обеспечивающих выполнение заданного технологического процесса. Механизмы, обеспечивающие точное и согласованное во времени взаимодействие узлов, агрегатов и всех вспомогательных устройств пинии, составляют систему управления автоматической линии. Системы управления автоматической линией классифицируются по различным признакам: по принципу централизации, по характеру программоносителя, по технологическому назначению, по наличию обратных связей и т.д. Каждый из этих признаков характеризует определенные возможности системы управления. Принципы построения систем управления автоматических линий и отдельных машин-автоматов базируется на едином критерии, однако функции их различны. Автоматические линии представляют собой сложные комплексы из технологического и вспомогательного оборудования, где характер их взаимодействия часто весьма сложен и определяется прежде всего принятой структурной схемой линии или видом межагрегатной связи. Автоматическая линия состоит из отдельных агрегатов и устройств. Под агрегатами подразумеваются как отдельные станки, так и межстаночные механизмы и устройства (транспортёры, накопители заделов, поворотные устройства, и т.п.), т.е. все элементы линии, имеющие самостоятельные функциональные назначения и принимающие участия в технологическом процессе изготовлении изделия. Многие автоматические линии выполняются из типового станочного оборудования, в котором уже имеются определённые системы управления на базе упоров, реле времени с кулачками или копиров. Однако в любом из этих станков выполняется определенный цикл. В этом цикле рабочему органу машины сообщается быстрый подвод, рабочая подача быстрый обратный ход в исходное положение и стоп с фиксацией конечных положений. Наиболее сложный цикл часто осуществляют силовые агрегаты головки, где в рабочем цикле может планироваться две или несколько рабочих подач, паузы, перескоки и т.д. Централизованные или зависимые системы управления характерны тем, что всё управление циклом работы агрегатов производится от центрального командного устройства - командоаппарата К, пульта, распределительного вала, считывающего устройства с лентопротяжным механизмом независимо от действия и положения исполнительных рабочих органов. В таких системах управления продолжительность рабочего цикла для каждого исполнительного органа является постоянной величиной (в механических системах управления обычно равна периоду одного оборота распределительного вала). В автоматических линиях в качестве центрального командного устройства обычно используются командоаппараты. Исполнительные механизмы линии получают соответствующие команды либо через электрические цепи, замыкаемые кулачками командоаппарата, либо через гидравлические или пневматические устройства. Централизованные системы управления линиями являются наиболее простыми, имеют наименьшее количество электрических (гидравлических или пневматических) связей, удобны в обслуживании и наладки (например, при переводе автоматической линии в наладочный режим связи легко прерываются). Децентрализованные системы управления, называемые иногда путевыми, осуществляют при помощи упоров-датчиков (чаще всего путевых переключателей и конечных выключателей), включаемых движущими исполнительными рабочими органами автоматической пинией или самой деталью. Эти системы основаны на управлении упорами и копирами. Число устанавливаемых упоров равно числу фиксированных положений механизмов (детали). Все исполнительные органы автоматической линии связаны между собой так, что каждое последующее движение производится после окончания предыдущего. Преимуществом этой системы управления является отсутствие сложной блокировки, так как команды подаются только после окончания предыдущего элемента цикла. Недостатком этой системы является то, что многочисленные датчики, работающие в рабочей зоне, нередко выходят из строя из-за попадания стружки, пыли, масла; часто подают неправильные команды вследствие закорачивания или обрыва электрических цепей: элементы промежуточных цепей и цепи в целом не являются достаточно надёжным в работе. Смешанные системы управления несут в себе характерные черты и централизованных и децентрализованных систем управления. Управление последовательностью работы агрегатов осуществляется посредством командоаппаратов, как в ценрализованных системах, но каждый новый элемент цикла может начаться только после сигнала о срабатывании предыдущего агрегата, как в деценрализованных системах. Это достигается тем, что выходные сигналы от схем управления отдельными агрегатами об обработке заданных перемещений поступают обратно в командоаппарат. Только после этого командоаппарат подает команду схеме управления очередного. Смешанные системы управления являются комбинацией первых двух систем. Несмотря на то, что смешанные системы обладают некоторыми недостатками первых двух систем, они имеют большие перспективы применения, как более гибкие и универсальные. Недостатки смешанного, как и централизованного управления, является наличие дополнительного управляющего устройства-электромеханического или схемного, которое может накладывать свои отказы на отказы электросхемы. Это особенно существенно при исполнении командоаппарата в виде электромеханического устройства, который является сложным аппаратом. Отказы командоаппарата особенно проскакивание через позицию, может привести к серьёзным авариям автоматической линии. Другим недостатком является меньшее быстродействие по сравнению со схемами, построенными по системе деценрализованного управления, так как время работы командоаппарата увеличивает цикл обработки детали.
27. Системы числового управления металлообрабатывающими станками.
Система числового программного управления (СЧПУ) — это совокупность специализированных устройств, методов и средств, необходимая для осуществления ЧПУ станками.
Рис. 21. Общая структурная СЧПУ
Устройство ЧПУ станками — часть СЧПУ (рис. 21), связанная -конструктивным единством, осуществляющая выдачу управляющих, воздействий по заданной программе. С устройства ввода программы 1 технологическая информация, поступает в блок технологических команд 7, а затем на исполнительные механизмы 8 .технологических команд, отрабатывающие технологическую информацию. Устройство технологических команд имеется лишь в СЧПУ для станков с высокой степенью автоматизации (см. гл. I, §1). Геометрическая информация с устройства ввода программы поступает в устройство обработки программ 2, а затем в устройство управления 3 приводом и привод 4. Привод 4 приводит в движение какой-либо исполнительный механизм станка, например ходовой винт. Датчик 5 контролирует положение исполнительного механизма и корректирует его перемещение через блок связи 6 с датчиком перемещений. Системы числового программного управления классифицируются по структуре (числу потоков информации) — на системы незамкнутые, замкнутые, само приспособляющиеся (адаптивные); по назначению — на системы позиционные и прямоугольные, контурные (непрерывные), универсальные (комбинированные); по типу программоносителя и принципу задания программы — на системы с заданием декодированной программы на магнитной ленте и заданием кодированной программы на перфоленте (в абсолютных координатах и в приращениях); по типу привода — на системы со ступенчатым (только для позиционирования и прямоугольной обработки), со следящим и с шаговым приводами; по числу одновременно управляемых координат—на системы с одной, двумя, тремя, четырьмя и более координатами. Возможна классификация систем и по другим признакам. Системы ЧПУ незамкнутые, замкнутые, самоприспособляющиеся. Незамкнутые системы характеризуются наличием одного. потока информации, направленного от считывающего устройства СУ к исполнительному механизму ИМ (рис. 22). Считанные с программоносителя Пл сигналы поступают в устройство управления УУ\ а затем после необходимых преобразований в шаговый двигатель ШД, связанный через дросселирующий гидрораспределитель ДГ с гидродвигателем Г, между которыми имеется местная жесткая обратная связь ОС. Происходит перемещение рабочего органа в заданное положение, по соответствие действительного перемещения заданному при этом не контролируется, что снижает точностные показатели такой системы.
Рис. 22. Блок- схема незамкнутой системы ЧПУ
Замкнутые системы ЧПУ имеют два потока информации (рис. 23): один — от считывающего устройства СУ, другой — от датчика обратной связи ДОС. Сигналы с программоносителя Пл через СУ поступают в устройство управления УУ, а затем через блок сравнения БС, дешифратор и усилитель ДЩ к исполнительному двигателю ИД. Датчик обратной связи ДОС измеряет действительное перемещение рабочего органа и направляет сигнал в блок БС. В этом блоке сигналы обратной связи сопоставляются с сигналами от устройства СУ. При расхождении сигналов на выходе из блока БС появляется сигнал, который через усилитель ДШ направляется к НД, Щ происходит перемещение рабочего органа в нужном направлении. Как только рассогласование исчезнет, сигналы на выходе из блока БС прекратятся. Рассогласование возникает вследствие зазоров в системе привода, упругих деформаций системы СПИД, износа инструментов, инерционных воздействий и т. д. Различные типы приводов подач (ступенчато-регулируемый, бесступенчато-регулируемый и следящий) имеют контур обратной связи. Ступенчато-регулируемый и бесступенчато-регулируемый приводы применяют только в позиционных и прямоугольных системах.
Рис. 24. Структурная схема ступенчато-регулируемого привода В ступенчато-регулируемом приводе (рис. 24) двигатель переменного тока М связан с ходовым винтом через редуктор с электромагнитными муфтами быстрой Мб и медленной Ми подач. В начале перемещения включена муфта Мб, стол приближается к требуемой по программе точке. Датчик обратной связи при повороте ходового винта дает соответствующее число импульсов. В определенный момент по команде от СЧПУ включается муфта Мш а затем при полной отработке заданного перемещения происходит торможение привода. В бесступенчато-регулируемом приводе в функции системы Следящий привод применяют в контурных системах ЧПУ.
Рис. 25 Блок схема самоприспосабливающегося устройства.
Рис. 26. Классификация систем программного управления. 1 — ЧПУ; 2 — позиционные и прямоугольные 3 — позиционные; 4 — прямоугольные; 5 — контурные
Самоприспособляющиеся системы характеризуются тремя потоками информации. Датчик измеряет какой-либо дополнительный параметр обработки детали (например, силу резания). Полученная информация (третий поток) поступает в самоприспособляющееся устройство, где эта информация суммируется с информацией от считывающего устройства. Тем самым корректируется процесс обработки при отклонении измеряемого параметра от заранее заданного. Упрощенная блок-схема адаптивного управления изображена на рис. 25. При фрезеровании детали 5 происходят упругие отжатия инструмента, что снижает точность обработки. У нижнего конца шпинделя размещены два датчика 1, которые измеряют отжатие шпинделя, а вместе с ним и режущего инструмента, по осям X и У. Сигналы от датчиков после соответствующего их усиления подаются в логическое устройство 2 и в блок управления 3 станка. Этот блок через сервомеханизм 4.автоматически изменяет команды, закодированные ранее на перфоленте, оптимизируя режимы резания. Технологические параметры, заданные управляющей программой, корректируются такой системой в зависимости от изменения припуска, твердости, жесткости заготовки, состояния инструмента и станка. В результате повышается производительность и точность обработки, упрощается программирование. Системы позиционные, прямоугольные, контурные (рис. 26). Позиционные системы ЧПУ позволяют автоматически установить. рабочие органы в позицию, заданную программой управления станком, без обработки в процессе перемещения рабочего органа станка. Такие системы применяют в сверлильных и расточных станках. Время перемещения из одной точки позиционирования должно быть минимальным. Число одновременно управляемых координат может колебаться в пределах одной пяти. Позиционирование в зависимости от используемого устройства ЧПУ может происходить по двум координатам одновременно или последовательно по каждой координате. Третья координата - это рабочее движение шпинделя. Четвертую и пятую координаты, если они есть, используют для поворота стола и дополнительного движения шпиндельной, бабки. Большинство.'позиционных систем имеет ступенчатое снижение скорости перемещения стола: быстрое — на большей части пути и медленное—для точной установки при подходе к заданной точке для уменьшения влияния инерционных и упругих сил. Прямоугольные системы ЧПУ являются разновидностью позиционных систем. Они предназначены для управления движением режущего инструмента по программе по одной из двух взаимно перпендикулярных координат. Такая система позволяет обрабатывать детали типа ступенчатых валиков на токарных станках или детали с прямоугольным контуром на фрезерных станках. Контурные системы ЧПУ обеспечивают автоматическое перемещение рабочего органа по траектории и с контурной скоростью, заданной программой управления станком. Контурная скорость — результирующая скорость подачи рабочего органа станка, направление которой совпадает с направлением касательной в каждой точке заданного контура обработки;
28. Средства активного контроля металлообрабатывающих станков. 29. Автоматизация загрузки металлообрабатывающих станков.
Транспортно-загрузочные системы автоматических линий жесткой межагрегатной связью строятся с использованием таких устройств, как шаговые транспортёры, загружатели и перегружатели, поворотные устройства. Для автоматических линий с гибкой межагрегатной связью такими типовыми механизмами являются транспортёры-распределители, автооператоры для загрузки станков и съёма обработанных изделий, лотковые системы, отводящие транспортёры. Отличительными особенностями всех этих механизмов автоматической загрузки и съёма, являются специализация и встраеваемость. Устройства конструктивно связаны с соответствующими технологическими агрегатами и работают с ними в едином взаимосвязанном цикле. Узкая специализация конструкций транспортно-загрузочных механизмов в следствии отсутствия переналадок обуславливает минимальное число степеней свободы (не более двух-трёх), простейшие траектории перемещений, конструктивно простую и относительно невысокую стоимость. Однако все эти методы и средства, как правило, оказываются непригодными для решения задач автоматизации серийного производства, создания автоматических систем машин с высокой степенью универсальности и мобильности, с возможностями быстрой переналадки на широкий диапазон типоразмеров обрабатываемых изделий. Создание даже отдельных единиц автоматизированного технологического оборудования с широкими возможностями переналадки потребовало применение принципиально новых систем управления машин на электронной основе - систем числового программного управления и от ЭВМ. Массовое применение и совершенствование систем числового программного управления позволило создать основу для управления и другими типами объектов-в частности элементами транспортно-загрузочных систем. Это позволяет создавать транспортные и загрузочные устройства с широким диапазоном переналадок на различные схемы перемещений, скорости и величины ходов. Если создавать такие устройства с большим числом степеней свободы и невстраеваемыми, т.е. конструктивно независимыми от основного технологического оборудования, получаются универсальные средства автоматизации вспомогательных операций. |
Последнее изменение этой страницы: 2017-05-11; Просмотров: 563; Нарушение авторского права страницы
 Масло от насоса 13 поступает к среднему окну дросселирующего распределителя (ДР) 11, а из крайних окон масло поступает в бак, величины открытия щелей (их в данном случае четыре) равны.
Масло от насоса 13 поступает к среднему окну дросселирующего распределителя (ДР) 11, а из крайних окон масло поступает в бак, величины открытия щелей (их в данном случае четыре) равны.






 Рис. 23 Блок схема замкнутой системы ЧПУ
Рис. 23 Блок схема замкнутой системы ЧПУ
